КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ультразвуковая обработка
|
|
|
|
УЗО основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой.
Ультразвуковая обработка (УЗО) является частным случаем механического вибрационного воздействия, которое может быть низкочастотным и высокочастотным. Частота колебаний инструмента при УЗО превышает звуковой диапазон и составляет 16 –30 кГц.
 Механическое вибрационное воздействие инструмента на заготовку, как правило, сочетается с равномерным механическим воздействием (давлением) того же инструмента. При ультразвуковой абразивной обработке в зону обработки подается абразивная среда (суспензия).
Механическое вибрационное воздействие инструмента на заготовку, как правило, сочетается с равномерным механическим воздействием (давлением) того же инструмента. При ультразвуковой абразивной обработке в зону обработки подается абразивная среда (суспензия).
Рис. 4.5.1. Принципиальная схема ультразвуковой обработки
В основе получения ультразвуковых колебаний лежит явление магнитострикции – изменения линейных размеров ряда материалов в магнитном поле. Эффектом магнитострикции обладают никель, железоникелевые сплавы (пермендюр), железоалюминиевые сплавы (альфер), ферриты.
Магнитострикционный сердечник 1 (рис. 4.5.1) периодически изменяет свою длину (на 2...10 мкм) при наличии переменного электромагнитного поля, которое наводится при помощи генератора 6. Резонансный волновод 2 припаивают к торцу сердечника для увеличения амплитуды колебаний (до 10-60 мкм) и концентрации энергии. Через сердечник 1 прокачивают воду для охлаждения (нагрев на гистерезис, вихревые токи). Под пуансоном 3 помещают заготовку 4. Обработка ведется в ванне 5, заполненной абразивной суспензией (взвесь абразивных зерен в воде).
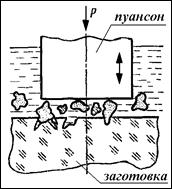 Припуск с поверхности заготовки снимают абразивные зерна, получающие энергию от удара пуансоном (рис. 4.5.2).
Припуск с поверхности заготовки снимают абразивные зерна, получающие энергию от удара пуансоном (рис. 4.5.2).
Рис. 4.5.2. Разрушение обрабатываемого материала при ультразвуковой обработке
Инструмент, колеблющийся с ультразвуковой частотой, ударяет по зернам абразива, лежащим на обрабатываемой поверхности заготовки, которые скалывают частицы материала заготовки (см. рис. 4.5.2).
В жидкости происходят кавитационные процессы (образование пузырьков при разряжении, их ликвидация и удар при сжатии), которые способствуют перемешиванию абразивных зерен под инструментом и более интенсивному разрушению материала заготовки. Инструмент поджимают к заготовке с небольшим усилием P (до 60 Н).
Ультразвуковым методом обрабатывают хрупкие твердые материалы: стекло, керамику, ферриты, кремний, кварц, драгоценные минералы, в том числе алмазы, твердые сплавы, титановые сплавы, вольфрам. Вязкие материалы (незакаленная сталь, латунь) плохо обрабатываются УЗО, так как в этом случае не происходит сколов.
Ультразвуковым методом получают (рис. 4.5.3) сквозные и глухие отверстия любой формы поперечного сечения (а, б), фасонные полости (в), разрезают заготовки на части (г), профилируют наружные поверхности, гравируют, прошивают отверстия с криволинейными осями, нарезают резьбы.
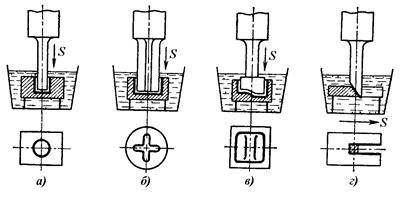
Рис. 4.5.3. Схемы ультразвуковой обработки поверхностей заготовок:
а и б – прошивание цилиндрического и фасонного отверстий; в – обработка внутренней полости; г – разрезание
Рабочие движения для указанных видов обработки: скорость резания V (движение абразивных зерен в направлении обрабатываемой поверхности) и движение подачи S.
Инструменты изготовляют из закаленных (НRС 35 – 40), но вязких материалов.
Точность размеров и шероховатость поверхностей, обработанных ультразвуковым методом, зависят от зернистости используемых абразивных материалов и соответствуют точности и шероховатости поверхностей, обработанных шлифованием.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1691; Нарушение авторских прав?; Мы поможем в написании вашей работы!