КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пример формирования методики
|
|
|
|
Корректировка таблиц соответствия значения параметров (таблиц принятия решений)
Методики второго типа
Это методики в виде проектного решения (Методики-ПР), например, типовые алгоритмизированные ТП (ТАТП).
Для создания новых таблиц «снуля» или на основе существующих необходимо воспользоваться главным меню системы.
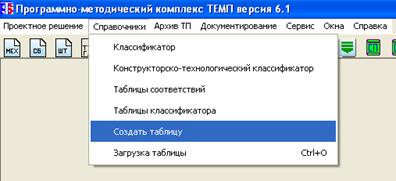
Для создания новой таблицы – выберите позицию меню «Создать таблицу»

Выберите тип таблицы:
- таблица классификатора средств производства - для автоматического формирования при выборе из классификатора обозначения конкретного объекта на основе клише, содержащего консретные символы и имена параметров.
- таблица принятия решений (соответствия значения параметров) – для автоматического или диалогового выбора решения на основе значения входных параметров.
Для работы методик выбираем второй тип таблицы – «таблица принятия решений».
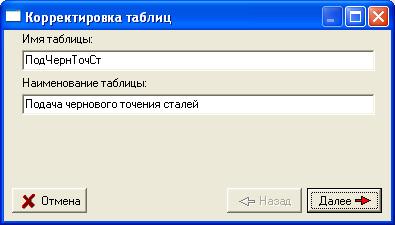
Вводим имя и наименование таблицы.
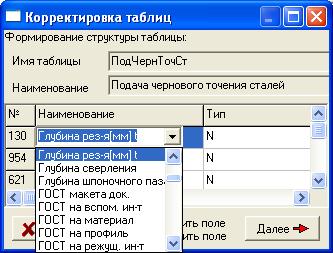
Формируем структуру таблицы: выбираем параметры из справочника параметров.
 |
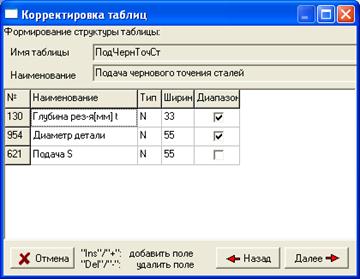
Указываем принеобходимости диапазонный тип числовых параметров.
Далее заводим в таблицу строки – формируем данные, которые будут влиять на принимаемое решение.
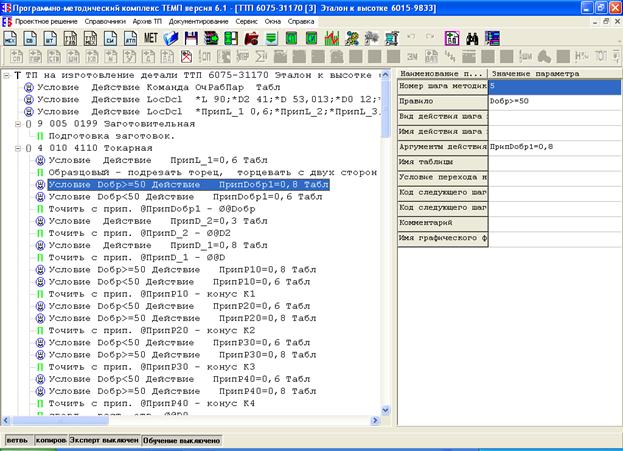
Рассмотрим пример формирования методики расчета режимов резания при точении.
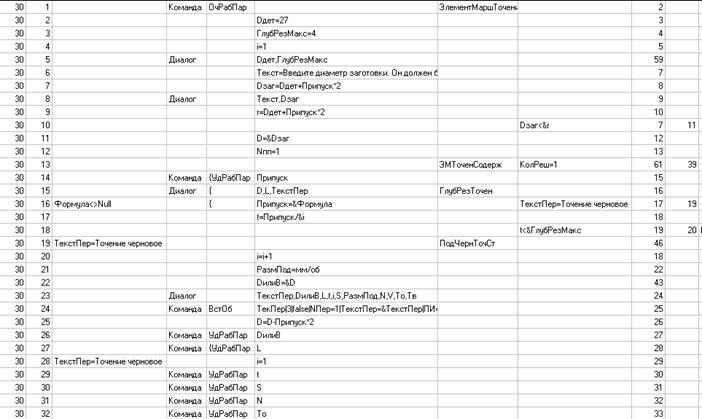
Рис.1.4.1. Методика расчета режимов резания.Точение.Начало
На первом шаге из таблицы «ЭлементМаршТочения» выбирается метод полуения заготовки связанный с квалитетом заготовки.

Рис.1.4.2. Таблица. «Элементарные маршруты точения»
Далее на шаге 2,3,4 присваиваются начальные значения переменным:
Dдет=27
ГлубРезМакс=4
i=1
На шаге 5 в диалоге утверждаются значения переменных: Dдет,ГлубРезМакс
После шага 5 идем на шаг 59 для определения минимального припуска точения.

Рис.1.4.3. Методика расчета режимов резания.Точение.Продолжение
Но прежде чем обратиться к таблице «МинПрипТоч», необходимо уточнить способ закрепления заготовки. Он определяется по таблице «СпосКреплЗаг»(шаг 55). Затем на шаге 60 выбираем квалитет детали. Код – определен из таблицы «Методы получения заготовки».
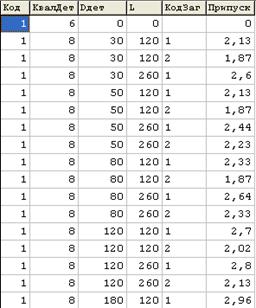
Рис.1.4.4. Фрагмент таблицы «Минимальный припуск точения»
Рис.1.4.5. Таблица «Способы клепления заготовки»
Рис.1.4.6. Таблица «Квалитет детали»
После уточнения выбранного из таблицы припуска (Шаг 58), возвращаемся на шаг для подготовки к вводу диаметра заготовки. На шаге 6 готовится сообщение пользователю об этом: «Текст=Введите диаметр заготовки. Он должен быть не менее указанного значения.»
На шаге 7 вычисляется минимальное значение диаметра заготовки: «Dзаг=Dдет+Припуск*2»
Шаг 8 - уточнение Dзаг: «Диалог - Текст,Dзаг»

Рис.1.4.7. Фрагмент методики «Точение» - Контроль вводимого значения диаметра заготовки
Далее на шаге 10 организован цыкл с возвращением на шаг 7 до тех пор пока пользователь не введет требуемое значение диаметра заготовки.
На шаге 11 диаметр заготовки присваивается перемоенной диаметр D=&Dзаг, на шаге 12 переменной «№ стадии» присваивается значение «1» (Nпп=1), а на шаге 13 – обращение к таблице «ЭМ точение - содержание» для определения требуемого количества стадий обработки.
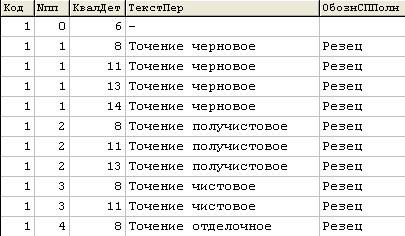
Рис.1.4.8. Фрагмент таблицы «ЭМ точение – содержание»
Из этой таблицы постепенно с учетом кода метода получения заготовки (Код), № стадии обработки (Nпп), квалитета детали определяются переходы и обозначение режущего инструмента.
Если решение в этой таблице не находится, идем на шаг 39 для выполнения команды «Очистка рабочих параметров» и завершения методики.
Но если после обращения к таблице «ЭМ точение – содержание» найдено решение (КолРеш=1), то:
нам необходимо проанализировать этот результат. На шаге 61 происходит разветвление: если требуется перейти к поиску следующей стадии (ТекстПер=-), идем на шаг 35 и выполняем «Nпп=Nпп+1» после чего удаляем все переменные мешающие определению очередной стадии обработки (шаги 35-38) и возвращаемся на шаг 13 - обращение к таблице «ЭМ точение – содержание». Если же на шаге 61 текст перехода <> «-», то требуется сформировать технологический переход – идем на шаг 14. На шаге 16 если выполняется условие «ТекстПер=Точение черновое», то идем на шаг 17: расчитываем глубну резания по формуле «t=Припуск/&i», затем на шаге 18 проверяем не превышает ли полученная глубина резания максимально допустимую. Если превышает, на шаге 20 увеличиваем количество проходов и снова идем на расчет глубины резания. Так до тех пор пока она не станет допустимой.

Рис.1.4.9. Фрагмент методики «Точение» - Расчет глубины резания.
Для случая когда припуск превышает максимально допустимое значение глубины резания можно сразу определить глубину резания. Для этого параметру «Точность округления» надо присвоить значение «0», а затем по формуле i=Припуск/ГлубРезМакс+0,5 рассчитать количество проходов и по формуле t= Припуск/I определить глубину резания, но мы предполагаем, что кол-во проходов не может быть очень большым, а цикл его увеличения не существенно увеличит общее время выполнения методики, поэтому оба эти варианта имеют право на существование.
Итак, к моменту выполнения шага 19 мы получили текст выполняемого перехода, расчитали глубину резания при известном значении всех размеров и припуска, снимаемого на данном переходе. Осталось определить все режимы резания.

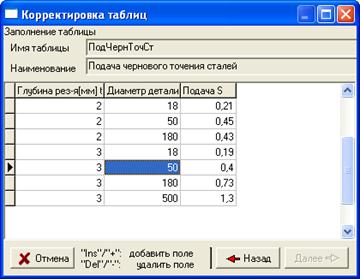
Рис.1.4.10. Фрагмент таблицы «Подача чернового точения сталей»
На шаге 19 если текст перехода «Точение черновое», в таблице «Подача чернового точения сталей» определяем первоначальное значение параметра S. Затем уточняем его с помощью поправочных коэффициентов.На шаге 47 из таблицы «Способы крепления пластины» выбирается код способа.
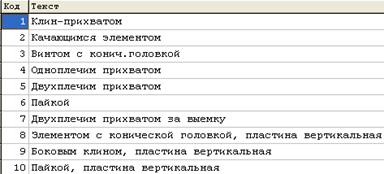
Рис.1.4.11. Таблица «Способы крепления пластины»
Далее можно добавить выбор коэффициента, связанного со способом крпления пластины.
На шагах 40,41,42 в зависимости от стадии выбирается значение подачи.
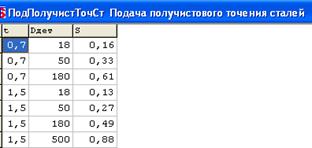
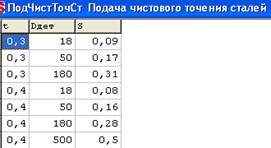
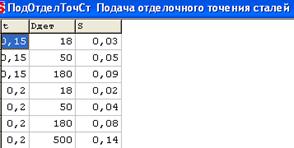
Рис.1.4.12. Фрагменты таблиц выбора подач для различных стадий обработки
На шаге 43 из таблицы «Состояние поверхности» выбирается один из двух вариантов, с учетом которого определяется значение скорости резания из таблицы «Скорость и мощность резания для чернового и получист.точения сталей» на шаге 44.
Рис.1.4.13. Таблица «Состояние поверхности»

Рис.1.4.14. Фрагмент таблицы «Скорость и мощность резания для чернового и получист.точения сталей»
Скорость резания для чистовой и отделочной стадий обработки определяется на шаге 48 из таблицы «Скорость и мощность резания для чистового и отделочного.точения сталей»

Рис.1.4.15. Фрагмент таблицы «Скорость и мощность резания для чистового и отделочного.точения сталей»
После этого на шаге 53 вычисляется частота вращения шпинделя по формуле N=(V*1000)/(3,1415*DилиB) и после утверждения значения параметров формируемого перехода на шаге 23 на шаге 24 объект «Переход» со всеми необходимыми параметрами, включая режимы резания, добавляется в технологический процесс.
Далее на шаге 25 расчитывается промежуточное значение диаметра: D=D-Припуск*2, удаляются из рабочих параметров режимы резания, т.к.они будут мешать опрелделять режимы для последующих переходов, добавляется в техпроцесс объект «Режущий инструмент» на шаге 34, увеличивается на единицу номер стадии обработки и опять идет возвращение на шаг 13, где мы из таблицы «ЭМ точение - содержание» определеняем следующую стадию обработки. И так до тех пор пока методика не сгенерирует все необходимые переходы.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 394; Нарушение авторских прав?; Мы поможем в написании вашей работы!