КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
В среде защитных газов
|
|
|
|
Наплавка в углекислом газе. Наплавка в углекислом газе позволила заметно расширить номенклатуру деталей, восстанавливаемых механизированными способами. В С02 можно восстанавливать детали малых диаметров (10 мм), наплавлять тонкие слои металла (около 1 мм), восстанавливать детали сложной конфигурации, производить наплавку полуавтоматом в разных пространственных положениях, а также наплавлять глубокие внутренние поверхности.
При наплавке в С02 наблюдается заметное окисление легирующих примесей. Поэтому проволоки, применяемые для наплавки под флюсом, не всегда могут быть использованы для наплавки в углекислом газе.
На окисление легирующих примесей значительно влияет режим наплавки и в наибольшей степени — напряжение дуги.
Для наплавки в СО2 могут применяться следующие стандартные электродные проволоки: Св-08ГС, Нп-ЗОХГСА, Св-10Х13, Св-08Г2С, Св-18ХГС, Св-08ХЗГ2СМ, Св-08ХНГТ и др. Эти проволоки предназначены преимущественно для восстановления деталей. При наплавке на сталь 45 проволокой Св-10Х13 обеспечивается твердость наплавленного металла в среднем HRC 55, проволокой Св-08ГС — НВ 160, а проволокой Св-18ХГС — HRC 40.
Техника газоэлектрической наплавки мало отличается от техники наплавки под флюсом. На рис. 61 показана установка для газоэлектрической наплавки цилиндрических деталей. Установка состоит из используемого для вращения детали старого токарного станка, оборудованного редуктором, понижающим число оборотов шпинделя, механизма подачи электродной проволоки, установленного на суппорте станка, шкафа с приборами управления и сварочного преобразователя.
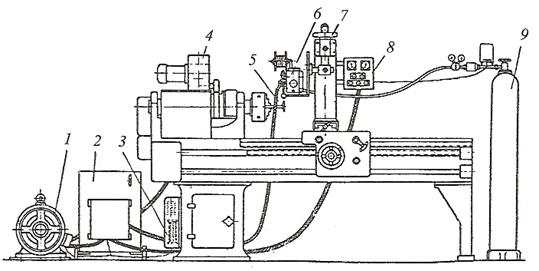
Рис. 61. Установка для газоэлектрической наплавки; 1 — преобразователь ЗП— 7,5/30; 2 — аппаратный ящик; 3 — реостат возбуждения; 4 — привод станка; 5 — наплавляемая деталь; 6 — наплавочный аппарат; 7 — вертикальный суппорт;
8 — пульт управления; 9 - баллон с углекислотой и газовая аппаратура
В комплект газовой аппаратуры входят баллон с газом, расходомер, влагоотделитель, подогреватель газа, а также резиновые шланга для подвода газа.
Расходомер газа представляет собой понижающий редуктор с манометром низкого давления и дополнительной дроссельной шайбой с калиброванным отверстием в 1 мм. Расход газа отмечается показаниями манометра.
Осушитель поглощает влагу, находящуюся в углекислом газе. Он представляет собой коробку с отверстием для ввода и вывода газа, в которую помещено влагопоглощающее вещество: силикагель или медный купорос.
Подогреватель газа нужен для предупреждения замерзания редуктора. Он представляет собой электрическую печь с нагревательными спиралями, в которую помещен змеевик. Газ, проходя через змеевик, нагревается до температуры 40—60 °С.
Наплавка производится на постоянном токе и обычно при обратной полярности. При прямой полярности устойчивость дуги недостаточна, вследствие чего часть металла разбрызгивается и хуже формируется.
В зависимости от требуемого режима наплавки для питания дуги могут применяться сварочные преобразователи различных типов. При наплавке проволокой диаметром 1,6—2,5 мм на токе более 200 А можно применять обычные сварочные преобразователи с падающей, пологопадающей и жесткой внешней характеристиками, а также сварочные выпрямители ВС-300 и ВС-600.
При наплавке проволокой диаметром 0,5—1,2 мм на токе до 200 А применяются низковольтные генераторы АЗД-4/30 (ток до 130 А), АЗД-7,5/30 (ток до 250 А).
Режим наплавки оказывает большое влияние на состав наплавленного металла, формирование валика, образование пор, потери металла, разбрызгивание и пр. При выборе режима необходимо учитывать диаметр наплавляемой детали, толщину наплавляемого слоя и условия, обеспечивающие стабильное горение дуги. Напряжение дуги не должно быть очень большим, так как при этом ухудшается защита металла и в нем могут появиться поры. Так, например, при наплавке валика на сталь МСт.З проволокой Св-10Г2СА током силой 360—380 А при напряжении дуги 26—28 В содержание азота в металле составляет 0,007 % и поры отсутствуют, а при напряжении 43—45 В содержание азота повышается до 0,055 % и наплавленный металл получается пористым.
Для хорошей защиты металла сварочной ванны необходимо в зону дуги подавать соответствующее количество углекислого газа. Обычно при наплавке проволокой диаметром 0,5—1,2 мм расход углекислоты составляет 5—12 л/мин, а диаметром 1,6— Змм — 14—25 л/мин. При увеличении напряжения дуги, силы тока и вылета электрода расход углекислоты увеличивается.
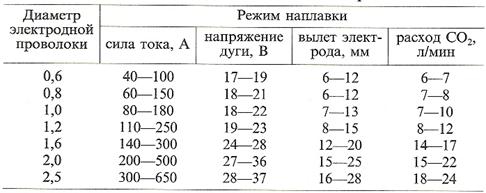
В табл.19 приведены данные о расходе углекислоты в зависимости от режима наплавки.
Табл.19. Расход углекислоты в зависимости от режима наплавки
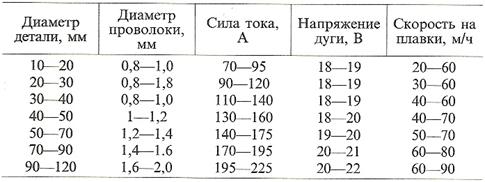
В табл. 20 приведены сведения о режимах наплавки деталей малых диаметров.
Таблица 13.10. Режимы однослойной наплавки деталей
Наплавка в С02 крупных деталей менее производительна, чем наплавка под флюсом, поэтому ее следует применять только в необходимых случаях.
Для сварки, наплавки в среде защитных газов используют специальные автоматы АДПГ-500, АТП-2, АДСП-2, УДС-1-58, АСА-500 и полуавтоматы А-547Р, ПШП-10, ПГШ-2М, ПДПГ-300, А-537, ПГД-2М; преобразователи ПСГ-350, ПСГ-500, сварочные выпрямители ВС-300, ВС-600, ВДГ-301 и др. Для восстановления деталей наплавкой в среде защитных газов служат установки 0КО11232, О11-1-100 и У-465.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 906; Нарушение авторских прав?; Мы поможем в написании вашей работы!