КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Упрочнение пластическим деформированием: дробеструйная обработка деталей, обкатка деталей стальными и шариками, наклеп
|
|
|
|
Методы повышения износостойкости деталей оборудования.
Обкатывание и раскатывание поверхностей вращения производится для повышения эксплуатационных свойств деталей и замены шлифования незакаленных поверхностей после чистового точения. Эта обработка способствует улучшению наваренных поверхностей.
Обкатывание роликами производится на токарных или револьверных станках, а раскатывание — на токарных, револьверных и радиально-сверлильных станках в специальных приспособлениях (рис. 71 и 72).
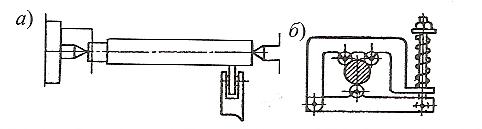
Рис. 71. Приспособление для обкатывания цилиндрических поверхностей: а — с одним роликом; б — с тремя роликами
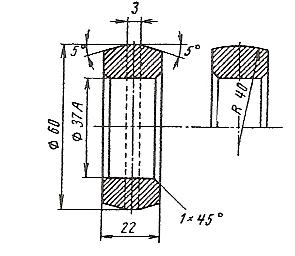
Рис. 72. Ролики для обкатывания цилиндрической поверхности
Величина изменения размеров деталей при обкатывании и раскатывании зависит от металла детали, усилия обкатывания, числа проходов» подачи, диаметра ролика и ширины цилиндрического пояска на ролике. При ширине пояска 3 мм и диаметре ролика 100 мм давление на ролик в зависимости от металла детали принимают от 50 до 200 Н при числе проходов от 2 до 4.
После обкатывания высота микронеровностей уменьшается примерно вдвое, т.е. чистота поверхности повышается примерно на один класс.
Дробеструйный наклеп применяют для повышения усталостной прочности деталей, работающих в условиях переменных нагрузок. В отличие от обкатывания этот способ обработки применим для деталей различной конфигурации.
В результате дробеструйной обработки изменяются физические свойства поверхностного слоя металла. Для мягких металлов твердость повышается на 20—40 %, благоприятнее распределяются напряжения по сечению детали, в результате чего повышается усталостная прочность. Эпюра распределения напряжения металла по сечению при изгибе и поверхностном наклепе показана на рис. 73.
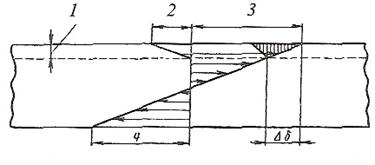
Рис. 73. Эпюра распределения напряжений металла по сечению при изгибе и поверхностном паклепе: 1 - наклепанный слой; 2 —- напряжения сжатия от наклепа; 3 — напряжения растяжения по сечению при изгибе: ∆δ - снижение максимальных напряжений растяжения
При обработке стальных деталей применяют чугунную и. реже, стальную дробь. Размер дроби должен быть 0,4x2 мм. Мелкая дробь применяется для обработки мелких деталей, крупная — для крупных. Глубина наклепа не превышает 1 мм.
Дробеструйный наклеп деталей производят на пневматических или механических дробеметах. В пневматических дробеметах дробь через форсунку выбрасывается под давлением до 50—60 Н/см2. В механических дробеметах дробь выбрасывается вращающимся с большой скоростью ротором.
Дробеструйный наклеп применяют для повышения усталостной прочности рессорных листов, пружин, осей, червяков и других деталей, работающих в тяжелых условиях при переменной нагрузке.
Покрытие (наплавка) поверхностей трения износостойкости материалами – твердыми сплавами.
Многие быстроизнашивающиеся детали оборудования имеют большой вес, хотя в работе участвует только их тонкий наружный слой, вес которого часто не превышает 10—15 % общего веса. Такие детали экономически целесообразно восстанавливать наплавкой изношенных поверхностей электродами и сплавами с повышенной твердостью.
Специальные электроды марок ОЗН-250, ОЗН-300, ОЗН-350, ОЗН-400 и У-340 (табл.26) применяются для получения наплавки средней твердости деталей из углеродистых и среднелегированных сталей (цифровые индексы показывают среднюю твердость третьего слоя наплавки по Бринеллю).
Табл.26. Электроды для наплавки средней твердости
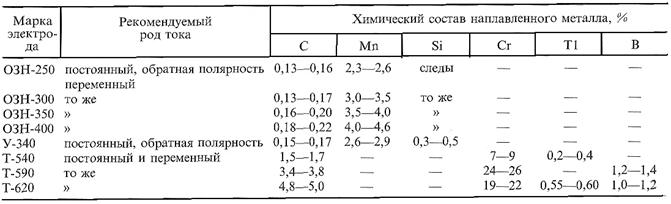
Заданная твердость наплавки достигается введением в наплавленный металл через покрытие одного или нескольких легирующих элементов (Mn, Cr, Si и др.). Это способствует образованию закалочных структур и упрочнению феррита. Покрытие наносится на обычную сварочную проволоку. Углерод в таких электродах не является ведущим легирующим элементом. В зависимости от марки электрода содержание углерода в наплавленном металле колеблется в пределах 0,12—0,3 %.
Попытки использовать углерод как основной ведущий легирующий элемент (увеличение содержания его в наплавке более 0,3 %) приводили к образованию трещин и пор в наплавленном металле.
Следует отметить, что углеродистые стали с С = 0,3—0,7 % склонны к образованию закалочных структур, снижающих прочность стали, и образованию трещин при обычных методах сварки, применяемых для малоуглеродистых сталей.
Опыт применения электродов ОЗН и У-340 свидетельствует о высоком качестве электродов со шлакообразующим покрытием основного типа (мрамор, плавиковый шпат) и с марганцем, введенным в качестве ведущего легирующего элемента. Основное преимущество указанных электродов заключается в меньшей склонности к образованию трещин.
Износостойкость закаленного металла, наплавленного электродом ОЗН-300, в 1,5 раза выше, чем закаленной стали марки 40Х. Электроды ОЗН-300 и ОЗН-250 следует рекомендовать для наплавки закаленных деталей из среднеуглеродистых сталей марок 40 и 45, из хромистых сталей марок 30Х, 35Х, 40Х и др. Эти электроды применимы для наплавки деталей из малоуглеродистых сталей и сталей марок 35 и 40.
Металл, наплавленный электродами ОЗН-250, хорошо обрабатывается режущими инструментами. Твердость металла, наплавленного электродом ОЗН-300 и др., может быть снижена отжигом при 850° и охлаждением вместе с печью.
При закалке наплавленный металл достигает твердости НВ 400—460.
Электродами Т-540, Т-590 и Т-620 (см. табл. 26) для получения высокой твердости наплавляют детали, изготовленные из цементируемых и закаливаемых сталей, а также детали рабочих органов дорожных машин.
Высокая твердость металла, наплавленного этими электродами, получается в результате введения в состав покрытия легирующих элементов: феррохрома, ферротитана, ферробора, карбида, бора и графита.
Ввиду отсутствия первичных карбидов и сравнительно невысокой степени легирования аустенита хромом и титаном металл, наплавленный электродом Т-540, снижает твердость при отжиге и допускает механическую обработку резанием. Твердость металла, наплавленного электродами Т-540, непосредственно после наплавки равна 35—45 HRC; после отжига при 900—950° она снижается до 24—28 HRC, а после закалки при той же температуре и отпуске при 200—250° составляет 57—60 HRC. Этим электродом можно наплавлять изношенные зубья шестерен.
Металл, наплавленный электродами Т-590 и Т-620, характеризуется повышенной хрупкостью и склонностью к образованию трещин, поэтому при большом износе рекомендуется наплавлять только верхние рабочие слои. Нижние слои наплавляют более мягкими электродами. Рекомендуемые средние значения электрического тока: для диаметра электрода 4 мм — 200—20 а, для диаметра 5 мм — 250—270 а.
Указанными электродами можно наплавлять щеки и валки камнедробилок, зубья ковшов экскаваторов и др.
Стойкость щек камнедробилок увеличивается после наплавки электродом Т-590 в 2 раза.
Железо-хромистые электроды — литые твердые сплавы (стеллиты) типа сормайта и порошкообразного сплава — сталинита (табл.27). Применяя сормайт, получают хорошие результаты при наплавке небольших изношенных поверхностей цементованных и закаленных деталей.
Табл.27. Железо-хромистые электроды

Наплавка сормайтом производится газовой или электродуговой сваркой. Сормайт изготавливается прутками диаметром 5, 6 и 7 мм. При наплавке применяются электроды марок ЦС-1 и ЦС-2. Поверхность, наплавленная электродом ЦС-1 без термической обработки, имеет твердость 48—54 HRC, а электродом ЦС-2— 39—45 HRC. Эти электроды различаются между собой тем, что слой, наплавленный электродом ЦС-1, не воспринимает последующей термической обработки, а слой, наплавленный электродом ЦС-2, принимает закалку, после которой твердость наплавки повышается до 56—60 HRC. Этими электродами производят наплавку постоянным и переменным током при короткой дуге. При постоянном токе применяют обратную полярность и толщину наплавленного слоя не более 2,5—4,0 мм с учетом припуска на последующую механическую обработку 1,0—1,5 мм.
Сталинит — порошкообразный сплав, который расплавляется угольным или стальным электродом на постоянном токе при прямой полярности и наносится на деталь слоем 3—4 мм. В качестве флюса применяется бура.
Сталинит можно замешивать на жидком стекле и в виде пасты наносить на поверхность детали, расплавляя его т.в.ч.
Вследствие высокого содержания углерода в наплавке охлаждать деталь следует медленно. Несмотря на это, наплавленная поверхность имеет значительное количество неглубоких трещин и пор.
Для уменьшения образования трещин применяют наплавку шихты стальным электродом или заменяют порошкообразную шихту 0,65—0,80 мм, наполненную порошкообразной смесью из ферромарганца, сталинита или др. составов.
Вследствие малого электрического сопротивления трубки весь сварочный ток практически идет по ней, и дуга возбуждается между трубкой и деталью. Трубка расплавляется от непосредственного действия электрической дуги, а порошкообразная смесь внутри нее плавится под воздействием излучаемой теплоты дуги.
Температура плавления ферромарганца - около 1 250°, поэтому порошкообразная смесь в электроде быстро расплавляется. Трубка на конце электрода защищает плавящийся порошок от окислительного действия наружного воздуха, что обеспечивает выгодное использование легирующих элементов. Из порошкообразной смеси в наплавку переходят 80—85 % марганца, 90 % углерода и 90 % хрома.
Другой, более слабой защитой является электродная наружная обмазка толщиной 0,6—0,8 мм, которая ионизирует электрическую дугу.
Глубокий провар, необходимый при сварке, приносит вред при наплавке, так как вызывает лишний расход марганца, хрома и других легирующих элементов. Для достижения прочной связи наплавленного слоя с деталью достаточно иметь глубину провара 0,1—0,2 мм, но такой малый провар получить трудно. Обычно при ручной наплавке трубчатым электродом глубина провара составляет 0,7—1,0 мм.
Наплавку литых деталей из стали марки 13ГЛ (щеки камнедробилок, бандажи валковых дробилок, била, облицовка шаровых мельниц) производят трубчатыми электродами, изготовленными из стальной ленты толщиной 0,8 мм и наполненными доменным ферромарганцем. Для наплавки бил молотковых дробилок и деталей дробилок ударного действия в наполнение этих электродов рекомендуется добавлять никель в количестве 6—7 % от веса наполнения.
Трубчатые электроды изготовляют из мягкой стальной ленты марки 10 и 08 с содержанием углерода 0,1 %. Применяют электроды двух диаметров: 6,2—6,3 мм из ленты шириной 18 мм и 8,2— 8,4 из ленты шириной 24 мм.
Недостатком высокохромистой наплавки является ее малая ударная вязкость (в 2—3 раза меньшая, чем у марганцовистой наплавки). Нанесение на марганцовистую сталь и чугун высокохромистой наплавки является затруднительным.
Хромомарганцовистые покрытия, получаемые наплавкой трубчатыми электродами, наполненными сталинитом, содержат 2,5—3,0 % углерода, 5,5—6,0 % марганца и 5,2—7,0 % хрома. Такая наплавка трубчатыми электродами обладает коэффициентом износостойкости 5,5—7,0, прочно удерживается на стали и чугуне и придает высокую износостойкость шнекам, ножам, вальцам и другим деталям, работающим на истирание без ударов или с небольшими ударами. Поэтому в большинстве случаев хромистая наплавка может быть заменена марганцовистой или хромомар-ганцовистой.
Наплавка трубчатыми электродами с ферромарганцем. Рассмотренные выше электроды для получения твердых наплавок имеют в своем составе такие дефицитные и дорогостоящие составляющие элементы как Cr, Ni, Ti, В.
Лаборатория сварки ВНИИСтройдормаша в качестве основной легирующей составляющей электродов предложила марганец, являющийся дешевым материалом. Твердость сложных (комплексных) карбидов железа—марганца в 1,5—2 раза выше твердости кварца, который является одним из самых твердых абразивов, соприкасающихся с рабочими органами дорожных машин. Твердость основы марганцовистой наплавки также высокая, а при наклепе (нагартовке) становится близкой к твердости кварца. Марганцовистая наплавка прочно удерживается на стали и чугуне и хорошо переносит удары. Эти качества марганцовистых наплавок делают их наиболее пригодными для защиты быстроизнашивающихся деталей дорожных машин.
В результате многочисленных опытов и проверки на производстве установлено, что наивыгоднейшим составом марганцовистой наплавки является тот, в котором содержится 1,9—2,3 % углерода и 19—23 % марганца. При этом важно, чтобы карбиды занимали не менее 20 % и не более 35 % от общего объема наплавки.
Содержание углерода в наплавке выгодно увеличивать до определенного предела; если углерода будет больше 2,3 %, то даже при содержании 20—23 % марганца в наплавке выделяются зерна ледебурита, содержащие 4,2 % углерода, твердость которых равна 800—1000 кГ/мм2, в то время как твердость комплексных карбидов железа—марганца составляет 1200—1600 кГ/мм2.
Кроме преимуществ, марганцовистые наплавки имеют и недостаток: их коэффициент расширения в 2,5 раза больше, чем у малоуглеродистой стали. Поэтому при остывании в наплавке возникают трещины, которые даже на щеках камнедробилок не приводят к отслоению наплавки и не отражаются на сроке службы детали. В некоторых случаях, например при наплавке полос для лезвий ножей, эти трещины можно полностью устранить.
Феррохром, так же как и ферромарганец, является сырьем, обеспечивающим износостойкие покрытия. Карбиды хрома обладают высокой твердостью — 1 570 кГУмм2 и выше. Твердость основы хромистой наплавки — 500—675 кГ/мм2; коэффициент износостойкости хромистой наплавки 6,5—6,8. Следовательно, эта наплавка является даже несколько более износостойкой, чем марганцовистая, в тех случаях, когда при работе детали не происходит наклепа, что делает ее пригодной для защиты деталей, работающих без уларов.
Для восстановления щек камнедробилок применяют трубчатые электроды, наполненные доменным ферромарганцем или доменным ферромарганцем с никелем. Щеки для дробления известняка или других пород малой прочности наплавляют трубчатыми электродами, наполненными сталинитом.
При наплавке щек возможно их коробление (рис.74,а) в результате большой усадки наплавленного металла. Поэтому следует одновременно производить наплавку 3—4 щек короткими участками, постепенно переходя от одной щеки к другой, чтобы за это время успевал остыть участок, наплавленный первым (рис. 74 б — цифры на рисунке указывают последовательность наплавки отдельных участков при одновременной наплавке трех щек).
Для уменьшения коробления между наплавленными участками ребер следует оставлять незаполненные промежутки, заплавляя их после окончания наплавки и полного остывания щеки, но не все подряд, а согласно цифрам, обозначенным на. рис. 74 б, чтобы щека успевала остывать.
Щеки следует укладывать для наплавки так, чтобы их вес способствовал уменьшению коробления (рис. 74 в). Однако даже при соблюдении всех перечисленных мер предосторожности все же происходит некоторое коробление, для устранения которого на обратной стороне щеки наплавляют усиливающие ребра (рис. 74 г). Поверхность щек проверяют линейками по ребрам и по диагоналям. Толщина слоя, наплавляемого па дробящие ребра за один проход, не должна превышать 6 мм. При наплавке каждого следующего слоя следует тщательно удалять шлак.
Форму наплавленных ребер проверяют шаблоном (рис. 74 д). Ребра неправильной формы, подобно ослабленному ребру, быстро изнашиваются. Недопустимы впадины, которые должны быть обязательно заплавлены. Необходимо особенно тщательно очищать от шлака места, подлежащие наплавке.
Вследствие большой усадки наплавленного слоя в нем образуются мелкие трещины, расположенные поперек ребер.
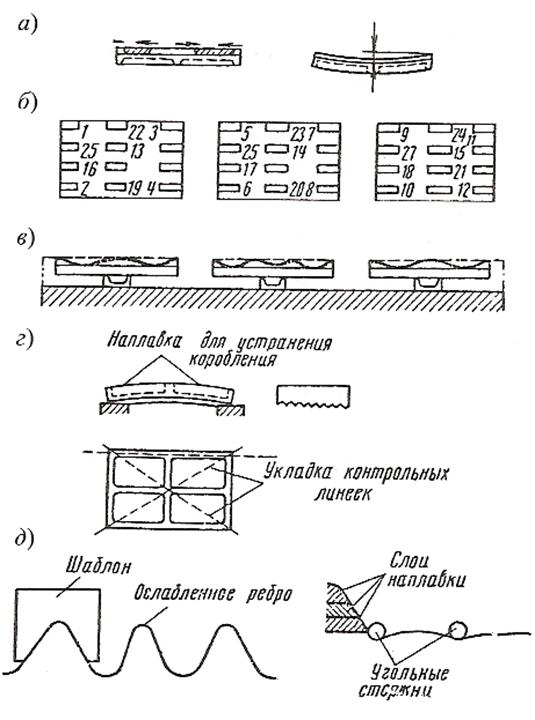
Рис.74. Наплавка щек камнедробилок
Раздел IX
МЕТОДЫ ПОВЫШЕНИЯ ИЗНОСТОСТОЙКОСТИ ДЕТАЛЕЙ ОБОРУДОВАНИЯ
Упрочнение деталей обкатыванием, раскатыванием и дробеструйным наклепом
Обкатывание и раскатывание поверхностей вращения производится для повышения эксплуатационных свойств деталей и замены шлифования незакаленных поверхностей после чистового точения. Эта обработка способствует улучшению наваренных поверхностей.
Обкатывание роликами производится на токарных или револьверных станках, а раскатывание — на токарных, револьверных и радиально-сверлильных станках в специальных приспособлениях (рис. 75 и76).
Величина изменения размеров деталей при обкатывании и раскатывании зависит от металла детали, усилия обкатывания, числа проходов, подачи, диаметра ролика и ширины цилиндрического пояска на ролике. При ширине пояска 3 мм и диаметре ролика 100 мм давление на ролик в зависимости от металла детали принимают от 50 до 200 Н при числе проходов от 2 до 4.
После обкатывания высота микронеровностей уменьшается примерно вдвое, т.е. чистота поверхности повышается примерно на один класс.
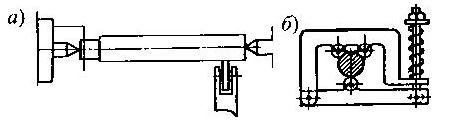
Рис. 75. Приспособление для обкатывания цилиндрических поверхностей: а — с одним роликом; б — с тремя роликами
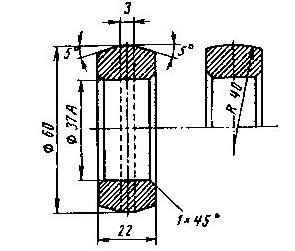
Рис. 76. Ролики для обкатывания цилиндрической поверхности
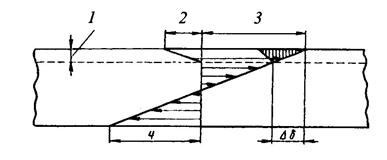
Рис. 77. Эпюра распределения напряжений металла по сечению при изгибе и поверхностном наклепе: 1 — наклепанный слой; 2 — напряжения сжатия от наклепа; 3 — напряжения растяжения по сечению при изгибе; Δδ — снижение максимальных напряжений растяжения
Дробеструйный наклеп применяют для повышения усталостной прочности деталей, работающих в условиях переменных нагрузок. В отличие от обкатывания этот способ обработки применим для деталей различной конфигурации.
В результате дробеструйной обработки изменяются физические свойства поверхностного слоя металла. Для мягких металлов твердость повышается на 20—40 %, благоприятнее распределяются напряжения по сечению детали, в результате чего повышается усталостная прочность. Эпюра распределения напряжения металла по сечению при изгибе и поверхностном наклепе показана на рис. 77.
При обработке стальных деталей применяют чугунную и, реже, стальную дробь. Размер дроби должен быть 0,4x2 мм. Мелкая дробь применяется для обработки мелких деталей, крупная — для крупных. Глубина наклепа не превышает 1 мм.
Дробеструйный наклеп деталей производят на пневматических или механических дробеметах. В пневматических дробеметах дробь через форсунку выбрасывается под давлением до 50—60 Н/см2. В механических дробеметах дробь выбрасывается вращающимся с большой скоростью ротором.
Дробеструйный наклеп применяют для повышения усталостной прочности рессорных листов, пружин, осей, червяков и других деталей, работающих в тяжелых условиях при переменной нагрузке.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1298; Нарушение авторских прав?; Мы поможем в написании вашей работы!