КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет количества оборудования рабочих постов
|
|
|
|
Режимы работы и годовые фонды времени
Режим работы ремонтного предприятия характеризуется количеством рабочих дней в году, количеством смен работы, длительностью смены и рабочей недели в часах.
На ремонтных предприятиях разборочно-сборочные участки обычно работают в одну смену, а участки с механическим оборудованием (механические, кузнечные и др.) — в две смены. Для крупных ремонтных предприятий работу цехов целесообразно принимать в две смены.
Для расчетов необходимо определять годовой фонд времени производственного рабочего, рабочего места и оборудования.
Годовой фонд времени рабочего — количество часов, отработанное рабочими различных специальностей в течение года. Фонд времени разделяется на номинальный и действительный.
Номинальный годовой фонд времени рабочего Фн, ч, учитывает полное календарное время работы в часах за год. Им пользуются при расчете явочного количества рабочих:
Фн = [Тк - (Тв + Tпр)]tсм, (97)
где Тк — количество календарных дней в году; Тв — количество выходных дней в году; Тпр — количество праздничных дней в году; tсм — длительность рабочей смены, ч.
Действительный годовой фонд времени рабочего (Фдр., ч) учитывает фактически отрабатываемое рабочим время в часах за год с учетом отпуска, болезней и других потерь времени по уважительным причинам. Им пользуются при расчете списочного количества рабочих:
Фд.р. = [Тк - (Тв + Тпр + t0)]β, (98)
где Тк — продолжительность отпуска рабочего, дни; β — коэффициент потери времени рабочего по уважительным причинам — болезнь и др. (β = 0,94—0,96).
Годовой фонд времени рабочего места ( Фр.м. ) — годовое количество часов, которое может быть отработано на рабочем месте рабочим (бригадой) при заданной сменности:
Фр.м = [Тк - (Тв + Тпр)] tсмmy, (99)
где m — количество рабочих, одновременно работающих на рабочем посту, чел.; у — количество смен работы в сутки.
Под действительным годовым фондом времени оборудования понимается годовое количество часов, которое отрабатывается оборудованием, за вычетом времени его простоя в ремонте при заданной сменности:
Фд.о = [Тк - (Тв + Tпр)]tсмyKp, (100)
где Кp — коэффициент, учитывающий простои оборудования в ремонте (Кp = 0,97).
На каждом производственном участке в соответствии с технологией ремонта имеется сложное оборудование — станки, сборочные и испытательные стенды, сборочные и ремонтные посты, поточные линии и конвейеры, расчет которых необходим для выполнения технологических планировок и планируемого объема работ.
Определение количества оборудования следует производить расчетным путем с учетом его подразделения по методу расчета на следующие основные группы:
—рассчитываемое по трудоемкости объектов ремонта;
—рассчитываемое по станкоемкости обрабатываемых изделий (деталей);
—рассчитываемое по продолжительности технологических операций;
—рассчитываемое по физическим характеристикам (массе, поверхности и т.п.) объектов ремонта.
По трудоемкости следует рассчитывать оборудование, применяемое для разборо-сборочных, слесарных и других работ.
По станкоемкости обрабатываемых изделий следует рассчитывать оборудование, применение которого обеспечивает машинные способы работы (металлорежущее, кузнечно-прессовое и т.п.).
По продолжительности технологических операций следует рассчитывать оборудование, не требующее участия рабочих в выполнении основных технологических операций: сушильные камеры, испытательные стенды, моечные ванны и пр., когда участие обслуживающего персонала ограничивается наблюдением за ходом технологического процесса или выполнением вспомогательных операций (загрузка—выгрузка, установка—снятие).
По физическим параметрам следует рассчитывать оборудование, применение которого обеспечит производительность (пропускную способность) обработки изделий в зависимости от их массы, площади покрытия и т.п. (камерные и конвейерные моечные машины, окрасочные камеры, гальваническое и кузнечное оборудование).
Таким образом, программа для разборочно-сборочных и механических участков рассчитывается в шт.; для моечных, кузнечных и термических участков — в массе обрабатываемых деталей (кг), а для гальванических, сварочных и малярных участков — в площади покрываемых поверхностей с расчетной единицей (дм2 или м2).
Разборочно-сборочное отделение. Количество рабочих постов и оборудования при работе на универсальных постах для проведения разборочно-сборочных операций определяется по следующим формулам.
Количество рабочих постов:
 (101)
(101)
 где m — количество рабочих на одном посту; у — количество смен в сутках; — номинальный годовой фонд времени поста.
где m — количество рабочих на одном посту; у — количество смен в сутках; — номинальный годовой фонд времени поста.
Количество оборудования в цехе:

(102)
где Тг — годовая трудоемкость работ отделения, час; Фд.о — действительный фонд времени оборудования; η — коэффициент использования оборудования.
На специализированных ремонтно-механических заводах при больших программах сборки (разборки) однотипных машин проектируют поточные и механизированные линии.
Основу расчета поточной линии составляет разработанный технологический процесс с техническими нормами времени (трудоемкостью) по операциям. При этом трудоемкость работ на постах должна равняться или быть кратной ритму производства (темпу выпуска).
Ритмом производства называется отрезок времени, через который выпускается одно изделие. Ритм производства R (мин) для поточной линии с объемом годовой программы N определяется по формуле:
R = Фд.ф/N, (103)
где Фд.ф — действительный годовой фонд рабочего времени, ч.
Количество рабочих мест на конвейере:
Хрюм = tcбКк/mR, (104)
где tсб — трудоемкость сборочных работ, мин; m — количество рабочих на одном посту, чел.; R — ритм производства (время между перемещениями конвейера), мин; Кk — коэффициент, учитывающий количество рабочих мест для контролеров (Кk = 1,2—1,25).
Длину сборочного конвейера (Lk, м) определяют по количеству рабочих постов(Хр.м) и дополнительных постов для сборки базисных деталей, контрольных работ и др.:
Lк=(Xр.м + 1)(lп + lи), (105)
где Lп — длина поста (изделия), м; lи — интервалы между постами (изделиями), м.
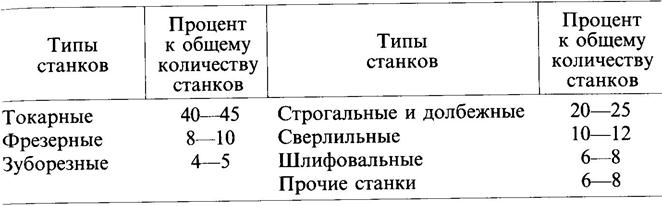
Табл.36. Распределение оборудования механического цеха
Механический цех (отделение). Методика расчета необходимого станочного оборудования аналогична вышеизложенной. Количество станков определяется по формуле:
Xc = Nt/Фн.вyηи, (106)
где N — количество деталей; t — продолжительность обработки; Фн.в — номинальный годовой фонд времени; у — количество смен; ηи— коэффициент загрузки станков (ηи= 0,85).
Общее количество станков механического цеха распределяется по типам в соотношениях, приведенных в табл. 11.7.
Кузнечный цех. Количество молотов Хм, необходимых для ремонта деталей при ручной ковке, определяется исходя из трудоемкости кузнечных работ:
 (107)
(107)

где, — годовые трудозатраты кузнечных работ, выполняемых под молотом, машино-ч; Фн.м — номинальный годовой фонд времени работы молота в одну смену, ч; у — количество смен работы; ηз— коэффициент загрузки молота (ηз = 0,65—0,75).
Количество кузнечных горнов (Хг) для ручной ковки определяется по массе поковок, подлежащих изготовлению вручную, и по производительности одного горна:
Хг = 1000Gг/Фд.гgг, (108)
где Хг — годовая масса поковок, подлежащих изготовлению вручную; Фд.г — действительный годовой фонд времени горна, ч; gг — часовая производительность горна при работе кузнеца с молотобойцем (gг = 5—10 кг).
Термическое отделение. Работы по термической обработке заготовок и деталей, часто выполняемые в кузнечном отделении, сводятся в основном к нормализации, отжигу, закалке, отпуску и цементации. При наличии установки для закалки токами высокой частоты или другого специального оборудования необходимо запроектировать отдельное помещение.
Расчет оборудования сварочно-наплавочного, гальванического и малярного цехов производится по идентичной методике, учитывающей площадь обрабатываемой (покрываемой) поверхности деталей (дм2, м2).
Сварочно-наплавочное отделение. Необходимое количество сварочного оборудования:
Xc = Nt/60Фн.оyηсв, (109)
где N — годовая производственная программа, дм2; t — трудоемкость единицы наплавляемой поверхности, мин; Фн.о — номинальный фонд времени оборудования, ч; ηсв — коэффициент использования сварочного оборудования по времени (ηсв = 0,96—0,97).
Количество наплавленного металла и трудоемкость наплавки при восстановлении деталей определяют исходя из технологических процессов ремонта. Норму основного времени на наплавку 1 дм2 поверхности определяют, исходя из толщины наплавки, применяемой силы тока или номера сварочной горелки, коэффициента наплавки, которая в среднем при толщине слоя 3—5 мм равняется: при дуговой электросварке — 0,26 ч, при газовой — 0,40 ч.
К основному времени необходимо прибавить вспомогательное время и время на обслуживание рабочего места, которые могут быть учтены умножением на коэффициент 1,6—1,7.
Гальваническое отделение. Исходными данными для установления производственной программы гальванического отделения являются площади поверхностей деталей по виду покрытия. Потребное количество ванн по видам покрытия определяется по формуле: Хг = 1000Gг/Фд.гgг.
При этом продолжительность операции:
t = (t1 + t2)Kп.з, (110)
где t1, — продолжительность процесса электролитического осаждения металлов, мин; t2 — время на загрузку и выгрузку деталей, мин; Кп.з — коэффициент, учитывающий подготовительно-заключительное время (Kп.з = 1,06—1,1 при работе в одну смену; Kп.з = 1,03—1,05 при работе в две смены).
Как правило, принимаемое количество оборудования несколько больше расчетного, в связи с чем коэффициент загрузки оборудования меньше единицы. Под коэффициентом загрузки оборудования понимается частное от деления расчетного количества оборудования на принятое. При подборе оборудования необходимо стремиться к получению наиболее высокого коэффициента его загрузки.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2919; Нарушение авторских прав?; Мы поможем в написании вашей работы!