КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Функціональне призначення поверхонь деталей, складальних одиниць і машин
|
|
|
|
Розділ 2. ОСНОВИ ЗАБЕЗПЕЧЕННЯ ТОЧНОСТІ МАШИНИ
Форми організації робіт
В машинобудуванні використовують дві форми організації робіт ― потокову і непотокову.
Основними властивостями потокової форми організації робіт є неперервність і рівномірність. В потоковому виробництві заготовка (або група заготовок), після завершення першої операції зразу ж подається на другу, потім на третю і т. д., а повністю оброблена деталь (або група деталей), зразу ж передається на складальну дільницю.
Важливою ознакою потокової форми організації робіт є використання синхронізації операцій. Синхронізація операцій передбачає, що час виконання кожної з операцій має бути приблизно рівним або кратним такту випуску виробу. Підпорядкованість такту випуску всього виробничого процесу і забезпечує його рівномірність.
У непотоковому виробництві такт випуску не визначається і, відповідно, як техніко-економічний показник не використовується. Виробничий процес регулюється графіком, складеним з урахуванням планових термінів і трудомісткості виготовлення виробів. Складання виробу починають тільки за наявності повного комплекту всіх деталей, тому передбачається їх проміжне зберігання на складах або на робочих місцях.
Потокова форма організації робіт використовується в масовому виробництві, а непотокова – в одиничному, дрібносерійному та середньосерійному.
Принципи потокової форми організації робіт використовуються в крупносерійному виробництві під час виготовлення виробів, близьких за конструктивними ознаками. Такі вироби об’єднуються в групи. Виготовлення здійснюють потоковим способом в межах партії однакових виробів. З переходом до виготовлення партії інших виробів обладнання переналагоджується, а такт випуску змінюється. Цю форма організації робіт називають змінно-потоковою.
Поняття виконавчих поверхонь машини, конструкторських основних і допоміжних баз, кріпильних і вільних поверхонь.
Машина виконує своє службове призначення за допомогою певних поверхонь або їх сукупностей. Такі поверхні називають виконавчими поверхнями машини. Наприклад, виконавчими поверхнями токарного верстата є: поверхні шпинделя, на які встановлюються верстатні пристрої (патрони, планшайби тощо); конічний отвір задньої бабки, поверхні різцетримача або револьверної головки, призначені для встановлення різального та допоміжного інструменту.
З огляду на функціональне призначення поверхонь деталей та складальних одиниць, розрізняють такі їх види:
- конструкторські основні бази;
- конструкторські допоміжні бази;
- кріпильні поверхні;
- вільні поверхні.
Конструкторська основна база деталі − це поверхня або сукупність поверхонь, що належать цій деталі і визначають її розташування у складальній одиниці. Конструкторською основною базою складальної одиниці є поверхня або сукупність поверхонь, що належать цій складальній одиниці і визначають її розташування у складальній одиниці вищого порядку або у машині.
Для повної орієнтації деталі у складальній одиниці або складальної одиниці в машині потрібен так званий комплект конструкторських основних баз, який завжди складається з трьох таких баз.
Конструкторська допоміжна база деталі − це поверхня або сукупність поверхонь, що належать певній деталі і визначають розташування інших деталей або складальних одиниць відносно цієї деталі. Конструкторськими допоміжними базами складальної одиниці є поверхні, що належать певній складальній одиниці і визначають розташування інших деталей або складальних одиниць відносно цієї складальної одиниці.
Кількість конструкторських допоміжних баз деталі або складальної одиниці визначається кількістю деталей або складальних одиниць, які приєднуються до даної деталі або складальної одиниці. Наприклад, у деталі типу «корпус» може бути досить багато конструкторських допоміжних баз, а деталь типу «кришка» може взагалі їх не мати.
Важливим є також те, що виконавчі поверхні машини є заразом і конструкторськими допоміжними базами відповідних її деталей і машини в цілому. Наприклад, виконавча поверхня ― площина столу вертикально-свердлильного верстата є і конструкторською допоміжною базою верстата, оскільки визначає розташування верстатного пристрою, встановленого на столі, відносно верстата.
Правильне виявлення поверхонь, які є конструкторськими базами, особливо важливо під час розробляння складальних і робочих креслень машинобудівних виробів, оскільки точність розмірів цих поверхонь, точність їх відносного розташування, величини відхилень від правильної геометричної форми, а також показники шорсткості безпосередньо впливають на точність і стабільність просторового розташування деталей у механізмі чи машині і, відповідно, суттєво впливають на якість виконання механізмом чи машиною свого службового призначення.
Розробляючи робоче креслення деталі, потрібно забезпечувати чіткий геометричний взаємозв’язок її конструкторських основних і допоміжних баз, передбачаючи відповідні вимоги розташування допоміжних баз відносно основних.
Кріпильні поверхні призначені для розташуванні в них (або на них) кріпильних деталей (болтів, шпильок, гайок, шплінтів, стопорних пружинних кілець, пружинних шайб тощо). Важливим є те, що ці поверхні не є базами, і тому вимоги до точності їх розмірів і до точності їх відносного розташування не такі жорсткі, як у випадку конструкторських баз. Разом з тим, вимоги точності до кріпильних поверхонь мають бути достатніми для забезпечення легкості складання і розбирання машини або складальної одиниці під час їх виготовлення та ремонту.
Поверхні, які не спрягаються з поверхнями інших деталей, називають вільними поверхнями. Ці поверхні потрібні для надання деталі форми, яка забезпечить виконання нею свого службового призначення у виробі.
Зазвичай вільні поверхні не піддають механічній обробці, але деколи така обробка виконується, наприклад:
- під час виготовлення швидкообертавих деталей (валів, шпинделів, маховиків, шківів, зубчастих коліс тощо); у таких деталях вільні поверхні повинні мати правильну геометричну форму і точне просторове розташування відносно конструкторських основних баз деталі для зменшення впливу незрівноваженості та спрощення динамічного балансування;
- під час виготовлення деталей, які зазнають значних знакозмінних навантажень, для підвищення їх втомної міцності;
- якщо вільні поверхні використовуються як технологічні бази (наприклад, центрові отвори валів) та в інших обґрунтованих випадках.
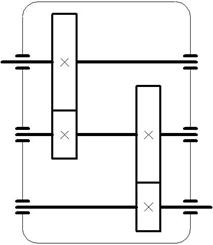
Для прикладу розглянемо двоступінчастий механічний редуктор, кінематична схема якого показана на рис. 2.
| |||||
| |||||
 |
Визначимо функціональне призначення однієї з деталей редуктора – проміжного вала. Конструктивна схема вузла проміжного вала показана на рис. 3.
 |
Призначенням будь-якого вала є передавання крутного моменту й забезпечення заданого просторового розташування зубчастих коліс або інших деталей, які на ньому встановлені.
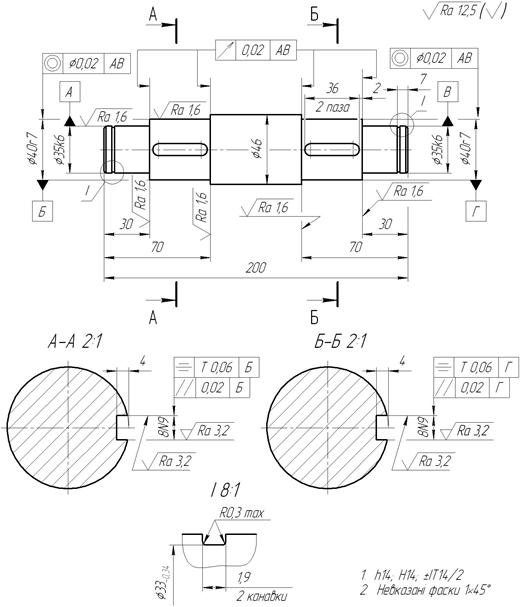
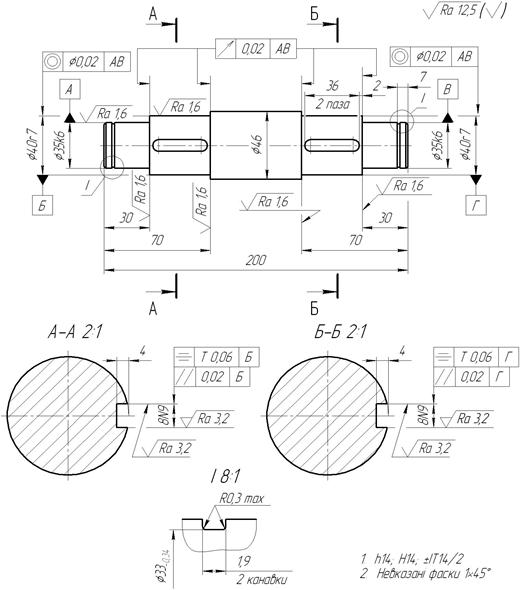
Знайдемо поверхні проміжного вала, які є конструкторськими основними базами. Очевидно, що просторове розташування вала визначають такі його поверхні (див. рис. 3): дві шийки (Ø35к6) під підшипники кочення; торець, який спрягається із зафіксованим в корпусі в осьовому напрямі підшипником; бокові поверхні шпонкового паза, за допомогою якого передається крутний момент з ведучого зубчастого колеса на проміжний вал. Таким чином, саме ці поверхні проміжного вала і є його конструкторськими основними базами (рис. 4).
 |
Знайдемо поверхні вала, які є конструкторськими допоміжними базами.
Просторове розташування ведучого зубчастого колеса відносно проміжного вала визначають такі поверхні проміжного вала: циліндрична поверхня Ø40r7; торець, який спрягається з ведучим зубчастим колесом.
Просторове розташування веденого зубчастого колеса відносно проміжного вала визначають такі поверхні вала: циліндрична поверхня Ø40r7; торець вала, який спрягається з веденим зубчастим колесом; бокові поверхні шпонкового паза, за допомогою якого передається крутний момент на ведене зубчасте колесо.
Просторове розташування „плаваючого” підшипника відносно проміжного вала визначає торець вала, з яким цей підшипник спрягається.
Таким чином, згадані вище поверхні проміжного вала і є його конструкторськими допоміжними базами.
Кріпильними поверхнями вала є дві канавки (див. рис. 4), у які, після напресування підшипників кочення, встановлюються стопорні кільця.
Вільними поверхнями є решта поверхонь вала.
З урахуванням функціонального призначення всіх поверхонь вала і розглянутих вище вимог точності до просторового розташування цих поверхонь розроблене креслення вала (рис. 5).
| |||
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1884; Нарушение авторских прав?; Мы поможем в написании вашей работы!