КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приклад виконання розмірного аналізу
|
|
|
|
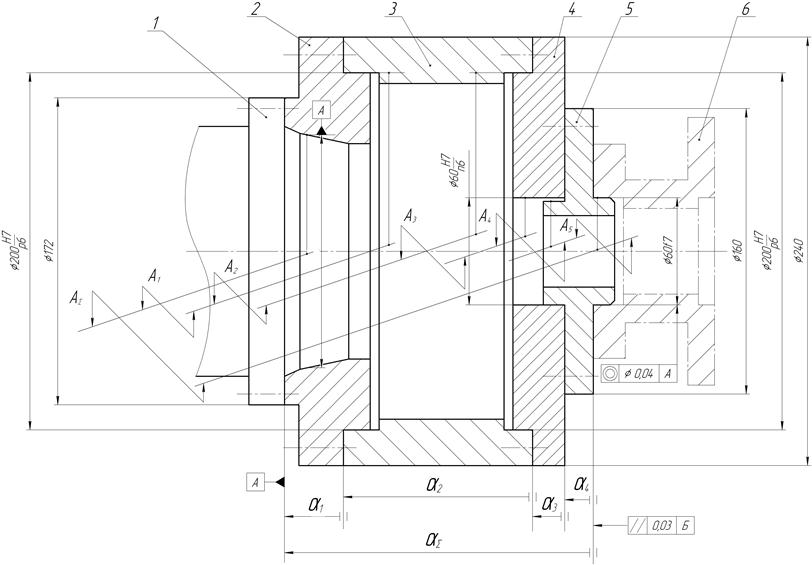
У токарному пристрої (рис. 16) заготовка 6 встановлюється на оправку 5 (коротку циліндричну поверхню і торець). Заготовка закріплюється за допомогою затискачів (на схемі не показані). На шпиндель 1 токарного верстата пристрій встановлюється, базуючись на короткий конічний отвір (база А) і торець фланця 2 (база Б).
Припустимо, що в результаті розрахунку точності токарної операції сформульовані вимоги до розташування виконавчих поверхонь пристрою відносно його конструкторських основних баз, а саме:
- допуск співвісності циліндричної поверхні Ø60 d 7 оправки 5 відносно конічного отвору фланця 2 (база А) – 0,04 мм;
- допуск паралельності торця оправки 5 відносно торця фланця 2 (база Б) – 0,03 мм.
На схемі пристрою покажемо розмірні ланцюги – лінійний та кутовий.
Таким чином, вихідною ланкою  лінійного розмірного ланцюга є відстань між осями конічного отвору (основна конструкторська база пристрою в цілому і фланця 2) та циліндричної поверхні Ø60 d 7 оправки 5 (допоміжна конструкторська база пристрою і його виконавча поверхня).
лінійного розмірного ланцюга є відстань між осями конічного отвору (основна конструкторська база пристрою в цілому і фланця 2) та циліндричної поверхні Ø60 d 7 оправки 5 (допоміжна конструкторська база пристрою і його виконавча поверхня).
 |
 Рис. 16. Схема токарного пристрою з розмірними ланцюгами
Рис. 16. Схема токарного пристрою з розмірними ланцюгамиСкладовими ланками лінійного розмірного ланцюга є відстані між осями відповідних конструкторських баз деталей пристрою:
А 1 – відстань між осями конічного отвору (основна конструкторська база фланця 2) та короткої циліндричної поверхні Ø200 р 6 (допоміжна конструкторська база фланця 2);
А 2 – відстань між осями отвору Ø200 Н 7 зі сторони фланця 2 в корпусі 3 (основна конструкторська база корпуса 3) та отвору Ø200 Н 7 зі сторони фланця 4 в цьому ж корпусі (допоміжна конструкторська база корпуса 3);
А 3 – відстань між осями короткої циліндричної поверхні Ø200 р 6 фланця 4 (основна конструкторська база) та отвору Ø60 Н 7 (допоміжна конструкторська база);
А 4 – відстань між осями отвору Ø60 Н 7 фланця 4 та короткої циліндричної поверхні Ø60 n 6 пальця 5;
А 6 – відстань між осями короткої циліндричної поверхні Ø60 n 6 (основна конструкторська база) та короткої циліндричної поверхні Ø60 d 7 (допоміжна конструкторська база пальця 5– виконавча поверхня пристрою).
Вихідною ланкою кутового розмірного ланцюга є кут повороту торця оправки (допоміжна конструкторська база пристрою, а також його виконавча поверхня) відносно торця (база Б) фланця 2 (основна конструкторська база як пристрою в цілому, так і фланця 2).
Складовими ланками кутового розмірного ланцюга є кути поворотів конструкторських допоміжних баз деталей пристрою відносно їх конструкторських основних баз:
 – кут повороту правого торця фланця 2 відносно лівого торця (база Б) цього ж фланця;
– кут повороту правого торця фланця 2 відносно лівого торця (база Б) цього ж фланця;
 – кут повороту лівого торця корпуса 3 відносно правого торця цієї ж деталі;
– кут повороту лівого торця корпуса 3 відносно правого торця цієї ж деталі;
 – кут повороту лівого торця кришки 4 відносно правого торця цієї ж деталі;
– кут повороту лівого торця кришки 4 відносно правого торця цієї ж деталі;
 – кут повороту лівого торця оправки 5 відносно правого торця цієї ж деталі.
– кут повороту лівого торця оправки 5 відносно правого торця цієї ж деталі.
Виконаємо аналіз лінійного розмірного ланцюга, використовуючи метод спроб.
Припустимо, що під час остаточної механічної обробки деталей патрона допуски співвісності можуть бути забезпечені в межах п’ятого ступеня точності. Згідно з [4 ] та з урахуванням номінальних значень діаметрів поверхонь, які унормовуються допусками співвісності, вибираємо кількісні значення допусків ланок А 1, А 2, А 3 та А 5. У даному випадку:
Т(А 1 ) = 0,02 мм; Т(А 2 ) = 0,02 мм; Т(А 3 ) = 0,016 мм; Т(А 5 ) = 0,016 мм.
Допуск розміру ланки А 4 знайдемо згідно з формулою (2) як максимальний зазор у з’єднанні Ø60 Н 7/ n 6. У цьому випадку для вибраної посадки
Т (А 4) = 60,03 – 60,02 = 0,01мм.
Після підстановки кількісних значень Т (А 1), Т (А 2), Т (А 3), Т (А 4), Т (А 5) у формулу (4) визначаємо поле розсіювання вихідної ланки за умови використання методу повної взаємозамінності
δ(А Σ)= 0,02 + 0,02 + 0,016 + 0,01 + 0,016 = 0,082мм.
Оскільки δ(А Σ) > Т(А Σ), то очевидно, що для забезпечення умови (6) потрібно значне зменшення допусків деталей патрона, що економічно недоцільно.
Розглянемо можливість використання методу неповної взаємозамінності.
Вважатимемо, що Р = 0,27% і, відповідно, t = 3 (згідно з таблицею 2).
Вважатимемо також, що розподіл дійсних значень відхилень від співвісності в усіх деталях підпорядковується закону Релея (λ 1= λ 2= λ 3= λ 5=0,38), а розподіл дійсного значення зміщення осей поверхонь через зазор у з’єднанні 60 Н 7/ n 6 підпорядковується закону нормального розподілу (λ 4=0,33).
За формулою (7) визначаємо поле розсіювання вихідноїланки

 |
+ .
.
Оскільки δ (А Σ) ненабагато перевищує Т(А Σ), то для забезпечення умови (6) зменшимо допуск співвісності поверхонь пальця 5 до четвертого ступеня точності. З [4] визначимо Т (А 5) = 0,01мм. Після підстановки значень Т (А 1), Т (А 2), Т (А 3 ), Т (А 4) і Т (А 5) у формулу (7) одержимо δ (А Σ)=0,039 мм.
Таким чином, умова (6) виконується, оскільки
δ (А Σ)/ Т(А Σ) = 0,039/0,040 = 0,98.
Виконаємо аналіз кутового розмірного ланцюга.
Припустимо, що економічно доцільні допуски паралельності конструкторських баз деталей пристрою відповідають п’ятому ступеню точності.
З [4] визначимо допуски складових ланок. З урахуванням довжин поверхонь (вказані в знаменнику), що унормовуються цими ланками, одержимо:
Т л(α 1) = 0,016/240 мм; Т л(α 2) = 0,016/240 мм;
Т л(α 3) = 0,016/240 мм; Т л(α 4) = 0,01/160 мм.
Визначимо допуски складових ланок в кутовій мірі
Т к(α1)= Т к(α 2)= Т к(α3)=arctg (0,016/240)=3,82·10–3…°;
Т к(α 4)= arctg (0,01/160)=3,58·10–3…°.
Допуск вихідної ланки в кутовій мірі
Т к(α Σ)= arctg (0,03/160)=10,7·10–3...°.
Поле розсіювання вихідної ланки за умови використання методу повної взаємозамінності згідно з (4) складе
δ к(α Σ) =  .
.
Оскільки δ(α Σ) > Т (α Σ), то розглянемо можливість використання методу неповної взаємозамінності. Приймемо, що Р = 0,27%і, відповідно,
t = 3. Припускаючи, що розподіл дійсних значень відхилень від паралельності підпорядковується закону Релея, приймаємо для всіх складових ланок λі = 0,38.
Таким чином, поле розсіювання ланки замикання складе
δ к(α Σ) = 
 |

 = 8,5·10–3...°.
= 8,5·10–3...°.
Вимога (6) виконується, оскільки
δ к(α Σ) / Т к(α Σ) = 8,5·10–3/10,7·10–3 = 0,8.
В даному випадку верхні і нижні граничні відхилення всіх лінійних та кутових ланок розташовуються симетрично відносно номінального розміру, а номінальні розміри цих ланок дорівнюють нулю.
На рис. 17 показаний ескіз деталі (оправки) токарного пристрою, розроблений з урахуванням вимог точності, що отримані в результаті розмірного аналізу.
 | |||||
 | |||||
 |
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 326; Нарушение авторских прав?; Мы поможем в написании вашей работы!