КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
ВВЕДЕНИЕ. Количественный подход в приближении равновероятности
|
|
|
|
Количественный подход в приближении равновероятности
Данный подход может изучаться либо в углубленном варианте базового курса в основной школе, либо при изучении информатики в 10–11-х классах на базовом уровне.
Рассматривается следующая цепочка понятий: равновероятные события — неопределенность знаний — бит как единица измерения информации — формула Хартли — решение показательного уравнения для N равного целым степеням двойки.
Раскрывая понятие равновероятности, следует отталкиваться от интуитивного представления детей, подкрепив его примерами. События равновероятны, если ни одно из них не имеет преимущества перед другими.
Введя частное определение бита, которое было дано выше, затем его следует обобщить:
Сообщение, уменьшающее неопределенность знаний в 2 раза, несет 1 бит информации.
Это определение подкрепляется примерами сообщений об одном событии из четырех (2 бита), из восьми (3 бита) и т.д.
На данном уровне можно не обсуждать варианты значений N, не равные целым степеням двойки, чтобы не сталкиваться с проблемой вычисления логарифмов, которые в курсе математики пока не изучались. Если же у детей будут возникать вопросы, например: “Сколько информации несет сообщение о результате бросания шестигранного кубика”, — то объяснение можно построить следующим образом. Из уравнения Хартли: 2 i = 6. Поскольку 22 < 6 < 23, следовательно, 2 < i < 3. Затем сообщить более точное значение (с точностью до пяти знаков после запятой), что i = 2,58496 бит. Отметить, что при данном подходе количество информации может быть выражено дробной величиной.
Основные направления развития процессов ОМД включают в себя:
1. Интенсификацию процессов обработки металлов давлением, скоростное прессование,штамповка на ВСМ и др.
2. Комплексную механизацию и автоматизацию что напрямую связано со стойкостью деформирующего инструмента.
3. Расширение области обработки труднодеформируемых и малопластичных материалов, что также неразрывно связана с повышением стойкости формообразующего инструмента.
Кроме того, инструмент во многом определяет качество получаемой продукции и рентабельность производства.
В настоящее время в научно-технической литературе имеется немало сведений, касающихся изготовления, эксплуатации и износа деформирующего инструмента. Однако эти сведения разрознены и не систематизированы.
В тоже время вопросы касающиеся проектирования, изготовления и эксплуатации деформирующего инструмента являются неотъемлемой частью дипломного проектирования.
Цель курса: изучение основ по осуществлению рационального подбора материала инструмента, его проектирования, выбора технологии изготовления, упрочнения и режимов эксплуатации, обеспечивающих высокую стойкость и надежность деформирующего инструмента.
Классификация деформирующего инструмента
Одним из основных факторов, определяющим конструктивные особенности деформирующего инструмента, является способ обработки металлов давлением. Различают следующие основные способы обработки металлов давлением: горячая и холодная штамповка, прокатка и прессование, волочение. Внутри каждого способа деформирующий инструмент классифицируется с учетом вида технологической операции, применяемого оборудования и сортамента изготавливаемых изделий.
Существует значительное многообразие типов деформирующего инструмента, применяемого при горячей штамповке. Для изготовления заготовок применяют специальный инструмент — штампы. В соответствии с действующими стандартами штамп является инструментом для обработки давлением, поверхность или контур одной или обеих частей которого соответствует обработанной детали.
Конструкции штампов зависят от их назначения, характера деформации, способа нагружения и других факторов. Так, для выполнения разделительных операций применяют отрезные, пробивные, прошивные и обрезные штампы, для выполнения формоизменяющих операций – молотовые штампы, штампы, кривошипных горячештамповочных и гидравлических прессов, штампы горизонтально-ковочных машин и вальцовки, раскатки и выдавливания, а также правочные и калибровочные штампы.
Основными рабочими деталями штампов горячего деформирования являются: верхняя и нижняя части штампа (правая и левая полуматрицы с блоком пуансонов – для ГКМ, вкладыши и ручьевые вставки к ним), пуансон, матрица, контейнер, направляющие колонки.
По характеру деформации штампы могут быть открытыми (для штамповки с облоем) и закрытыми (для штамповки без облоя). По способу нагружения различают штампы статического и динамического нагружения. Например, штампы гидравлических прессов являются штампами статического нагружения, а молотовые — штампами динамического нагружения.
Конструкции штампов зависят также от их габаритных размеров и массы. Различают мелкие штампы и вставки (массой менее 30 кг), средние (30—200 кг) и крупные (200—20000 кг). Размеры и массу штампов учитывают при разработке технологии их изготовления.
При прессовании профилей и труб на гидравлических прессах используют следующие виды деформирующего инструмента: матрицы, контейнеры, пресс-шайбы, пресс-штемпели и иглы. Обычно изготавливают конические, плоские, радиальные и комбинированные матрицы. Как правило, сложные по форме матрицы выполняют сборными (разъемными), простые — цельными. Контейнеры изготавливают сборными из двух, трех и более втулок, насаживаемых друг на друга с натягом, что в конечном итоге повышает их стойкость.
При прокатке основным видом инструмента являются валки различной конструкции и типоразмеров, вращаемые в противоположные стороны. При прокатке листов используют валки с гладкой бочкой, при прокатке фасонных профилей — валки с ручьями на поверхности валка, иногда называемыми калибрами, при прокатке труб — калибры и оправки.
При волочении в качестве деформирующего инструмента используют волоки и оправки. Оправки могут быть неподвижными, подвижными и плавающими.
При холодной листовой штамповке штампы подразделяются на штампы для осуществления различных операций (вырубные, пробивные, отрезные и др.), штампы для осуществления формоизменяющих операций (гибочные, вытяжные, формовочные и др.) и штампы для выполнения прессовочных операций (калибровочные, чеканочные, высадочные и др.). В зависимости от объема производства, формы и размеров штампуемых деталей, точности их изготовления штампы могут быть простыми (однопозиционными) и сплошными (комбинированными). В процессе деформирования используются основные рабочие части штампов — матрицы и пуансоны.
По конструктивному исполнению деформирующий инструмент может быть цельным и разъемным (составным или разъемным будем называть в отличие от сборного инструмент, имеющий одну или несколько плоскостей разъема). Цельный инструмент, как правило, используется для несложных изделий, обладает большой жесткостью и прочностью. Разъемный инструмент позволяет заменять только изношенные части, выполнять их из менее изнашиваемых материалов, подвергать участки гравюры инструмента дополнительному упрочнению напылением или наплавкой. Изготовление составного инструмента часто менее трудоемко, чем цельного.
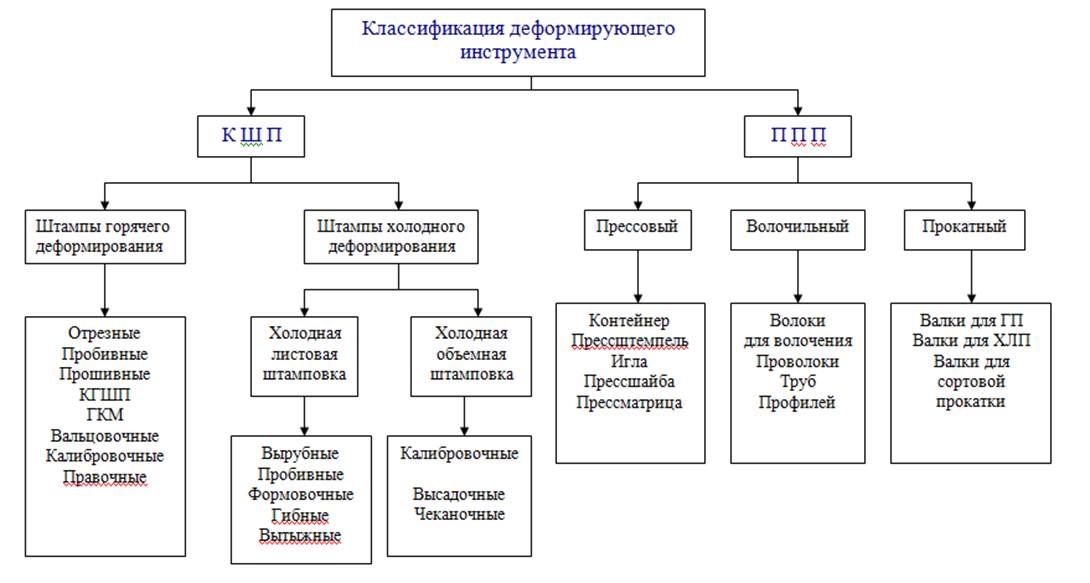
Рисунок 1 - Классификация деформирующего инструмента по функциональному назначению
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 392; Нарушение авторских прав?; Мы поможем в написании вашей работы!