КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виды износа. Важнейшие параметры регулирования температурного поля инструмента
|
|
|
|
ИЗНОС
Важнейшие параметры регулирования температурного поля инструмента
1.Температура нагрева заготовки;
2.Температура нагрева инструмента;
3.Теплофизические характеристики материала заготовки и инструмента: теплопроводность, теплоемкость, температуропроводность;
4.Качество поверхности заготовки и инструмента;
5.Контактное давление;
6.Скорость пластической деформации и время контактирования;
7. Смазка.
При эксплуатации инструмента одним из основных видов разрушения является износ (изнашивание). Установлено, что 85...90% инструмента, используемого в процессах холодного деформирования, выходит из строя в результате износа и только 10... 15% по другим причинам.
Износ — процесс разрушения и отделения материала с поверхности инструмента и (или) накопление его остаточной деформации при трении, проявляющийся в постепенном изменении размеров и (или) формы инструмента (ГОСТ 23002-78).
Задача исследования износостойкости инструмента состоит в установлении зависимостей износа от факторов, характеризующих качество поверхности инструмента, вид смазки и др. Эти зависимости позволяют оптимизировать технологию изготовления, условия эксплуатации инструмента, улучшать и прогнозировать его работоспособность.
На рисунке 18 показана характерная кривая износа, на ней можно выделить три участка. На первом участке наблюдается приработка инструмента, когда происходит истирание микронеровностей поверхности и следов механической обработки. С точки зрения повышения стойкости этот период целесообразно сократить за счет улучшения качества поверхности. На втором участке изменяется микрорельеф и микроструктура поверхности. Имеет место наклеп или отпуск поверхности, появляются микротрещины термической усталости, наросты, унос поверхностных слоев. Накопление этих изменений и их взаимное влияние друг на друга приводит к резкому увеличению интенсивности износа, что соответствует третьему участку на графике. Вслед за этим происходит быстрый выход инструмента из строя.
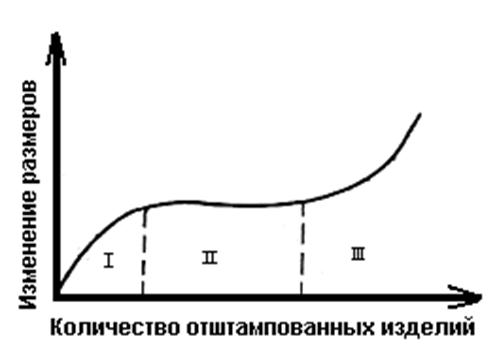
Рисунок 18 - Характер изменения размеров
инструмента от количества отштампованных изделий
Износ связан со скольжением деформируемой заготовки по поверхности инструмента при наличии трения между ними. Как показывает практика, истиранию способствуют нормальные и касательные напряжения, действующие совместно или раздельно. При износе поверхность инструмента приобретает нерегулярные углубления, переходящие в следующей стадии в сетку трещин. Касательные напряжения являются причиной образования канавок, простирающихся вдоль направления течения деформируемого металла.
Согласно классификации Б. И. Костецкого различают следующие виды износа:
· износ схватыванием первого рода;
· окислительный;
· тепловой или износ схватыванием второго рода;
· абразивный;
· усталостный.
Износ схватыванием первого рода — это самый тяжелый вид износа, когда деформируемый металл движется с небольшими скоростями относительно инструмента. Боуден и Тейбор. считают, что износ схватыванием представляет собой процесс образования мостиков сварки и их разрушения на некоторой глубине. При этом срез мостиков происходит по менее прочному металлу, а продукты истирания оседают на более твердой поверхности.
Окислительный износ является наименее интенсивным, так как истирание инструмента при этом меньше. Поверхностный слой инструмента содержит окисную пленку, в которой имеются атомы внешней среды (О2, С, N2). Окисная пленка должна быть хорошо сцеплена с металлом инструмента и обладать определенной твердостью.
Тепловой износ наблюдается при повышенных температурах и имеет место в тех случаях, когда скорости относительного скольжения и нагрузки достаточны для термического размягчения и даже плавления металла.
Абразивный износ характеризуется тем, что из-за наличия твердых абразивных частичек, которые появляются в процессе деформации, происходит смятие поверхности, срезание части металла с образованием стружки. Абразивными частицами могут быть окислы и продукты износа.
Усталостный износ возникает из-за усталости металла вследствие поверхностных нагрузок и температур. При этом появляются микротрещины, которые располагаются под небольшим, углом к поверхности трения.
Один из видов износа в инструменте при эксплуатации обычно является преобладающим. В зависимости от времени он может быть сначала одного, затем другого вида.
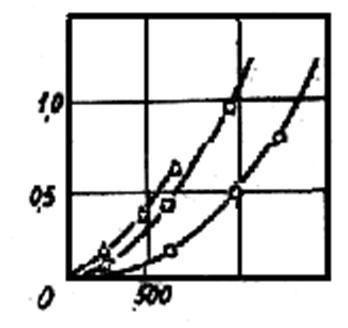
Рисунок 19 - Зависимость износа рабочей поверхности матриц от количества полученных поковок при различной длительности контакта
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 592; Нарушение авторских прав?; Мы поможем в написании вашей работы!