КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оперативное управление производством
|
|
|
|
Наряд-заказом называется указание изготовить определенное количество номенклатурной позиции (НП) к определенной дате.
Наряд–заказы могут существовать для НП с кодом «Закупка/Производство» = М (т.е. производимые).
Наряд - заказы могут быть созданы: вручную, сформированы MRP, сочетание ручного и автоматического формирования.
Разница между этими наряд - заказами состоит в назначаемом каждому из них коде статуса: наряд - заказу, созданному вручную присваивается код статуса F –подтвержденный заказ, наряд - заказу, сформированному MRP, присваивается код статуса P – плановый заказ.
Наряд - заказ автоматически планируется системой, которая назначает даты начала и окончания операции.
Перед тем как одобрить заказ работник плановой службы должен проверить заказ на обеспеченность ресурсами.
Код статуса наряд - заказа характеризует его прохождение по ЖЦ:
«P» - плановый. Плановые заказы формирует система, они могут быть перепланированы.
“F” – подтвержденный. Запланированные заказы одобрены плановиком. Данные заказы системой не перепланируются, но по ним системой могут быть сформированы рекомендации.
“B” – пакетный. Используется для ручного ввода в систему большого количества наряд - заказов. Пока статус не изменится на детализированный, зарезервированный или запущенный системой не формируется спрос и не создается список и технологический маршрут.
“E” – детализированный. Система пересчитывает список по наряд заказу и фиксирует его вместе с технологическим маршрутом.
“A” – зарезервированный. Система резервирует материалы для наряд - заказа, основываясь на доступности НП на площадке.
“R” – отклоненный (запущенный). Система фиксирует список материалов и технологический маршрут наряд - заказа. Запуск наряд - заказа производит подробное резервирование НП.
“C” – закрытый. Система закрывает наряд - заказы по получению НП (это конец ЖЦ).
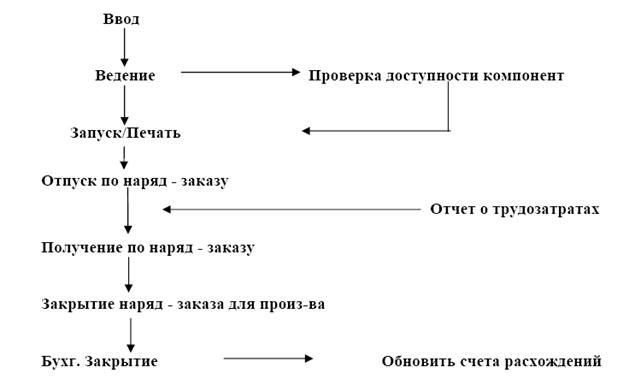
Рис. 10.3. Жизненный цикл наряд-заказа
Процесс запуска - это изменение статуса наряд – заказа. Когда наряд - заказ готов к производству выполняется процесс его запуска и наряд - заказу присваивается статус «R».
Процесс запуска наряд - заказа:
1. Проверка доступности компонент,
2. Изменение статуса,
3. Печать цеховой документации,
4. Поместить в очередь на первую операцию.
При запуске наряда-заказа система выполняет подробное резервирование всех материалов. Цеховая документация - это физически существующие документы (ведомость комплектации и технологическая карта по наряд - заказу), печатаемые и обычно сопровождающие наряд - заказ при его прохождении по ЖЦ.
В ведомости комплектации указаны: НП; местоположение, на котором хранится НП; требуемое количество для выполнения наряд – заказа (в соответствии со структурой продукта); единица измерения НП. В ведомости комплектации необходимо проставить реальное отпущенное количество по каждой НП для выполнения наряд - заказа.
В технологической карте (техкарте) указаны: операция; рабочий центр; время выполнения операции (в соответствии с техкартой). В техкарте необходимо проставить реальное время выполнения каждой операции. На основании указанных в техкарте реальных показателей выполнения операции по наряд - заказу осуществляется диспетчирование производства.
Когда наряд - заказ запущен, необходимо отпустить со склада требуемые НП.
Получение наряд - заказа на складе приводит к двум последствиям: увеличение запасов на полученное количество, уменьшение оставшегося количества по заказу на полученное количество.
В результате бухгалтерского закрытия наряд – заказа: закрываются операции, фиксируются трудозатраты на обработку, фиксируются трудозатраты на подготовку, фиксируются внесенные вручную изменения технологическогого маршрута, преобразуются производственные запасы в НЗП, фиксируются отклонения в использовании материалов, фиксируются другие отклонения.
Основными функциями запуска заказов и диспетчирования являются:
1) управление приоритетами заказов (priority control);
2) управление очередями заказов к рабочим центрам (queue management);
3) планирование и контроль входных и выходных потоком на рабочих центрах (input/output planning and control);
4) формирование и направление последовательности заказов (order sequencing);
5) назначение выполнения заказов рабочим центрам (order assignment).
Управление приоритетами заказов представляет собой функцию назначения и модификации приоритетов производственных заказов согласно той политике, которая установлена па предприятии. Часто, однако, встречаешься с тем, что четкого описания данной политики нет, а реализуется она на неформальной основе и подвержена постоянным модификациям конъюнктурного характера. Тем не менее, стоит привести не сколько наиболее простых правил оценки приоритетов заказов, упомянутых Д. Фогарти, Дж. Блэкстоуном и Т. Хоффманном, которыми, однако, не исчерпывается все их возможное многообразие:
1) FCFS (First Come, First Served) — заказы обрабатываются в порядке их прибытия на рабочий центр;
2) SPT, SOT (Shortest Processing (Operation) Time) — заказы запускаются в порядке, обратном времени их обработки;
3) STPT (Shortest Total Processing Time Remaining) — заказы запускаются в порядке, обратном оставшемуся общему времени обработки заказа;
4) EDD (Earliest Due Date) — в первую очередь запускаются заказы с более ранней требуемой датой выполнении;
Плановые входные и выходные потоки для каждого рабочего центра формируются CRP и утверждаются работниками управления» Фактический входной поток сравнивается с плановым входным потоком с целью определения того, когда выход с рабочего центра может начать отличаться от планового по причине отсутствия работы на рабочем центре. Фактический выходной поток также сравнивается с плановым с целью выявления проблем на самом рабочем центре. Синоним: анализ входных/выходных потоков (input/output analysis), мониторинг производства (production monitoring)».
Функциями управления входными/выходными потоками являются:
1) планирование приемлемого входного и выходного потоков за плановый период (обычно одна неделя) на каждом рабочем центре на основе имеющихся подтверждённых и запущенных производственных заказов;
2) измерение и отчетность о фактических входном и выходном потоках;
3) корректировка выходящих из-под контроля ситуаций,
4) помощь (техника) для управления очередями, незавершенным производством и длительностью цикла.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 304; Нарушение авторских прав?; Мы поможем в написании вашей работы!