КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Штангенінструменти
|
|
|
|
КОНТРОЛЬ ДЕТАЛЕЙ УНІВЕРСАЛЬНИМИ вимірювальними ІНСТРУМЕНТАМИ
ЛЕКЦІЯ № 6
Універсальні вимірювальні інструменти призначені для виконання контролю геометричних параметрів різних деталей і поверхонь. З їхньою допомогою можна проводити прямі (безпосередні) вимірі, відносні (порівняльні) вимірі, а також вони використаються в приборах і установках виконуючих контроль взаємного розташування поверхонь деталей.
До найпоширеніших інструментів цієї групи відносяться різні штангенінструменти, мікрометричні інструменти і пружинно-важільні інструменти і пристрої.
До штангенінструментів відносять широко розповсюджені штангенциркулі, штангенрейсмуси і штангенглибиноміри (табл. 1). Основними деталями штангенінструментів є металева лінійка — штанга з нанесеною на ній міліметровою шкалою, рамка, що вільно переміщається по штанзі, на скосі якої напроти ділень міліметрової шкали штанги нанесена допоміжна шкала з діленнями. Ця шкала називається ноніусом і служить для відліку дробових часток міліметра. Найменша дробова частка міліметра, відлічувана ноніусом, називається ціною ділення ноніуса (відліком по ноніусу). Штангенінструменти випускають із величиною відліку по ноніусу, рівній 0,1 і 0,05 мм. Крім лінійних ноніусів у кутомірах існують кутові ноніуси з відліком в 5 і 2 кутові хвилини.
Таблиця 1. Характеристика штангенінструментів
| Тип | Діапазон вимірів, мм | Ціна ділення (ноніус), мм | Погрішність, ±мкм |
| Штангенциркуліза ГОСТ 166-80, (СТ СЭВ 77-СТ СЭВ 707-77) | |||
| ШЦ-І | 0-125 | 0,1' | |
| ШЦ-ІІ | 0-160; 0-200; 0-250 | 0,05 і 0,1 | 50 і 100 |
| ШЦ-ІІІ | 0-160; 0-200; 0-250 | 0,05 і 0,1 | 50 і 100 |
| ШЦ-ІІІ | 0-315; 0-400; 0-500; 250-630; 250-800; 320-1000; 500-1250; 500-1600 | 0,1 | |
| ШЦ-ІІІ | 800-2000; 1500-3000; 2000-4000 | 0,1 | 200-400 |
| Штангенрейсмусиза ГОСТ 164-80 | |||
| ШР | 0-250; 40-400; 60-630 | 0,05 | |
| ШР | 100-1000; 600-1600; 1500-2500 | 0,1 | 100-200 |
| Штангенглибиноміриза ГОСТ 162 — 80, (СТ СЭВ 704-77, СТ СЭВ 708-77) | |||
| ШГ | 0-160; 0-200; 0-250; 0-315; 0-400 | 0,05 |
Поширений штангенінструмент із ціною ділень ноніуса 0,1 мм (рис. 1,а) має шкалу ноніуса довжиною 9 мм із десятьома діленнями. Відстань між двома сусідніми штрихами шкали ноніуса становить 0,9 мм; отже, інтервал ділення шкали ноніуса на 0,1 мм коротше інтервалу ділення шкали штанги.
При нульовому показанні нульовий штрих шкали ноніуса збігається з нульовим штрихом шкали штанги. Але перший за нульовим штрих шкали ноніуса виявляється зміщеним щодо першого штриха шкали штанги на 0,1 мм, другий — на 0,2 мм, десятий штрих — на 1 мм; тому десятий штрих шкали ноніуса збігається з дев'ятим штрихом (міліметром) шкали штанги. Якщо зрушити шкалу ноніуса так, щоб її перший штрих (не вважаючи нульового) збігся з першим штрихом міліметрової шкали, то вимірюваний розмір виробу складе 0,1 мм.
Аналогічно, наприклад, при збігу четвертого штриха шкали ноніуса зі штрихом основної шкали, нанесеної на штанзі, відлік складе 0,4 мм, і т.д. Отже, для визначення розміру по шкалі штангенінструмента необхідно відрахувати ціле число міліметрів по шкалі штанги, відповідне до нульового штриха ноніуса, і додати до нього частки міліметра, отримані в результаті множення ціни ділення ноніуса на порядковий номер штриха ноніусної шкали, що збігся зі штрихом штанги. На рис. 1, а відлік 22,4 мм. Нульовий штрих шкали ноніуса не враховується.
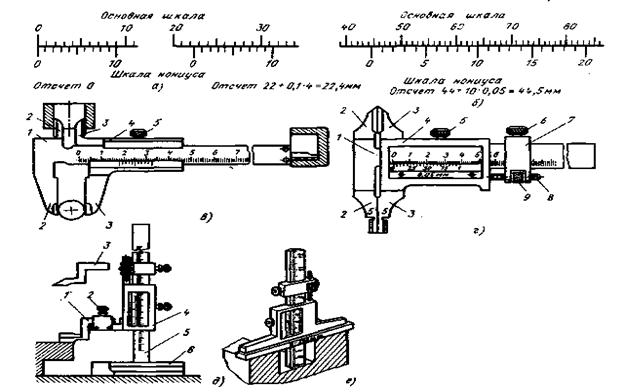 |
Для зручності користування, шкалою ноніуса деякі штангенінструменти мають так званий розтягнутий ноніус із довжиною шкали 19 мм. Інтервал ділення в цьому випадку становить 1,9 мм, що також дає відставання в 0,1 мм від кожного другого ділення шкали штанги. Принцип відліку той же. Розтягнутий ноніус із ціною ділення 0,05 мм має шкалу з 20 діленнями на довжині 39 мм (на рис. 1,б відлік 44,5 мм).
Рис.1. Шкали ноніусів штангенінструментів (а й б), штангенциркуля типу ШЦ-I (в) і ШЦ-ІІ (г), штангенрейсмус (д), штангенглибиномір (е).
Штангенциркуль ШЦ-I (рис. 1,в) постачений глибиноміром. На штанзі 1 з губками 2 установлена рухома рамка 4 з губками 3, що фіксується гвинтом 5.
Штангенциркуль ШЦ- ІІ відрізняється від штангенциркуля ШЦ-I конструкцією губок і наявністю пристрою для точної установки на розмір. Цей пристрій складається із движка (хомутика) 7 з мікрометричним гвинтом 8 і гайки 9. Гвинт 8 жорстко пов'язаний з рухомою рамкою 4 з ноніусом. Загострені кінці верхньої пари губок 2 і 3 використають для розмітки, а нижню пару губок — для виміру зовнішніх і внутрішніх розмірів. При вимірах внутрішніх розмірів до відліку по шкалах штанги і ноніуса потрібно приплюсовувати товщину губок, яка маркірується на них: наприклад, на штангенциркулі, зображеному на рис. 1,г, товщина кожної губки рівна 5 мм.
Штангенциркуль перед виміром розміру протирають, оглядають і перевіряють. При огляді слід переконатися у відсутності пошкодження губок і зблизити їх. При цьому нульова різка шкали ноніуса повинна збігтися з нульової різкою на шкалі штанги, просвіт між вимірювальними поверхнями губок не повинен перевищувати 0,01 мм. Вимір деталі роблять у наступній послідовності. Звільнивши затискні гвинти 5 і 6, приводять губки в зіткнення з вимірюваною деталлю. Затягують затискній гвинт 6 движка 7 і, обертаючи мікрометричну гайку 9, підводять рамку 4 з губками 3 до деталі, забезпечуючи нормальне вимірювальне зусилля. Застопоривши рухливу рамку 4 стопорним гвинтом 5, зчитують показання.
Штангенрейсмус (рис. 1, д) призначений для виміру висот виробів, виступів, а також розмітки. Він складається з підстави 6 із закріпленою на ньому штангою 5, по якій пересувається рамка 4 із движком мікрометричної подачі. До рамки хомутиком із затискним гвинтом 2 кріплять змінну розмічальну ніжку 3 або вимірювальну ніжку 1 для визначення висот і глибин.
Штангенглибиномір (рис. 1, е) призначений для виміру глибин і висот виробів.
МІКРОМЕТРИЧНІ ПРИЛАДИ (ІНСТРУМЕНТИ)
До мікрометричних приладів відносять гладкі мікрометри, мікрометричні глибиноміри і нутроміри, а також зубомірні мікрометри (табл. 2). Мікрометрична пара складається із гвинта і нерухомої гайки. При вимірі деталей поворот мікрогвинта в гайці на 360° викликає його переміщення в осьовому напрямку на 0,5 мм.
Мікрометр (рис. 2, а) має наступну конструкцію. У лівий кінець скоби 9 запресована змінна п'ята 1, а в правий кінець скоби стебло 8 із втулкою. На правій стороні втулки, що виконує роль мікрометричної гайки, нарізане зовнішнє конічне різьблення і точне внутрішнє циліндричне різьблення; у внутрішнє різьблення ввернуть мікрогвинт 2, а на зовнішню навернена конічна гайка 4, призначена для регулювання зазору в мікрометричній гвинтовій парі. Мікрогвинт 2 через конічне з'єднання пов'язаний з барабаном 7. У цьому з'єднанні натяг створюється при затягуванні ковпачка 5. Тріскачка 6 забезпечує постійне вимірювальне зусилля, її храповик виходить із зачеплення із сухарем, що притискаються пружиною, після того, як сила тертя між вимірюваною поверхнею деталі й вимірювальними поверхнями мікрометра перевищить задане зусилля зчеплення храповика із сухарем. Мікрогвинт стопориться гайкою 3.
На зовнішній циліндричній поверхні стебла є поздовжня відлікова лінія, на яку зверху і знизу нанесено дві міліметрові шкали, зміщені друг щодо друга на 0,5 мм. Нижняшкала цифрована через кожні 5 мм на довжині 25 мм. При повороті мікрогвинта разом з барабаном на 360° його торцева поверхня переміщається в осьовому напрямку на 0,5 мм.
Таблиця 2. Характеристика мікрометричних приладів із ціною розподілу 0,01мм
| Тип | Діапазон вимірів, мм | Погрішність, ± мкм | |
| Клас точності | |||
| Мікрометри за ГОСТ 6507-78 (СТ СЭВ 344-76, СТ СЭВ 352-76 | |||
| МК (гладкі) | 0-25 25-50; 50-75; 75-100 100-125;125-150; 150-175; 175-200 200-225; 225-250; 250-275; 275-300 300-400; 400-500 500-600 | 2,5 | |
| Мікрометричні глибиноміри за ГОСТ 7470-78 | |||
| ГМ | 0-25 25-50 | ||
| ГМ | 50-100 100-150 |
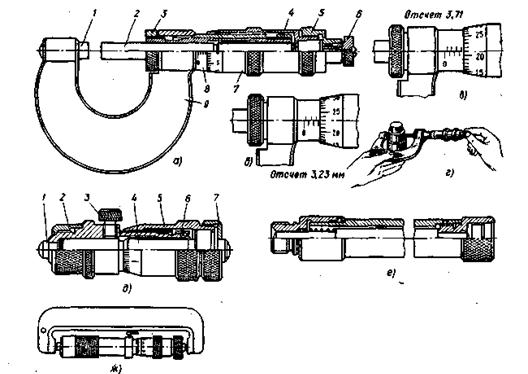 |
Рис.2. Мікрометричні інструменти.
На скошеному кінці барабана по окружності нанесена друга шкала (50 ділень), на якій кожне п'яте ділення цифровано. Поворот мікрогвинта на одно ділення по шкалі барабана відповідає його переміщенню в осьовому напрямку на 0,01 мм. При установці мікрометра на нижній діапазон вимірів (нульова установка) нульовий штрих барабана повинен збігатися з поздовжньою лінією стебла, а скошений край барабана перебувати напроти крайнього лівого (нульового) штриха стебла.
Перед виміром розмірів мікрометр оглядають, перевіряють взаємодію його рухомих деталей і установку на нуль або на нижній діапазон вимірів. При відліку показань по мікрометру спочатку відраховують ціле число міліметрів по нижній цифрованої шкалі, потім додають число сотих часток міліметра, по шкалі барабана (рис. 2,б, відлік 3,23 мм). Якщо край барабана перейшов за розподіл, нанесений на шкалі, розташованій вище поздовжньої відлікової лінії, то до отриманого результату необхідно додати 0,5 мм (рис. 2, в, відлік 3,71 мм).
Для проведення вимірів мікрометр доцільно закріплювати в стійці або тримати за скобу (рис. 2, г). Вимірювана деталь уводиться між вимірювальними поверхнями мікрометра із зазором 1-2 мм. Потім обертають мікрогвинт за тріскачку до зіткнення вимірювальних поверхонь із деталлю. Нормальне зусилля виміру визначають по двом-трьом клацанням тріскачки, після чого мікрогвинт стопорять і відраховують показання. Вимірювальні поверхні мікрометра не можна приводити в контакт між собою або з поверхнями вимірюваних виробів, обертаючи мікрогвинт за барабан або головку мікрометра, тому що в цьому випадку створюються більші тиски, виходять невірні результати і псується найважливіша та дорога деталь мікрометра — мікрогвинт.
Мікрометричний глибиномір призначений для виміру глибин глухих отворів і площин і замість скоби постачений основою із плоскою вимірювальною поверхнею. Мікрогвинт може з'єднуватися зі змінними вимірювальними стрижнями різної довжини.
Мікрометричний нутромір призначений для виміру внутрішніх розмірів і складається з мікрометричної головки (рис. 2, д) подовжувача (рис. 2, е) і наконечника. Усередині стебла 6 мікроголовки встановлений мікрогвинт 4 у зборі з барабаном 5 і захисною головкою 7. Правий кінець мікрогвинта виконаний сферичним. Для фіксування мікрогвинта в стеблі передбачений стопорний гвинт 3. З лівої сторони на стебло навернена захисна гайка 2, а усередині стебла запресований сферичний упор 1. Якщо необхідно з'єднати головку з подов-жувачем, то з неї згвинчують захисну гайку 2, замість якої нагвинчують подов-жувач із наконечником. Робочий хід мікрогвинта становить 13 або 25 мм. Для установки на розмір нутромір укомплектовано контрольними мірами (рис. 2, ж).
При вимірі попередньо, виходячи з вимірюваного розміру, вибирають необхідні подовжувачі, які згвинчують із мікроголовкою і наконечником, потім уводять нутроміру вимірюваний отвір. Притиснувши його одним кінцем у вимірювану поверхню, а іншим кінцем злегка погойдуючи, знаходять найменший розмір у площині, що проходить через вісь отвору, і найбільший розмір у площині, перпендикулярний осі отвору. Добившись збігу обох показань нутроміра, затискним гвинтом стопорять нутромірі відраховують показання.
Зубомірний мікрометр призначений для виміру довжини спільної нормалі зубчастого колеса. На відміну від гладких мікрометрів зубомірний мікрометр має тарілчасті вимірювальні поверхні, що утворюють дві паралельні площини.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 3864; Нарушение авторских прав?; Мы поможем в написании вашей работы!