КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Розрахунки розмірів калібрів для контролю циліндричних валів і отворів
|
|
|
|
ЛЕКЦІЯ № 15
Типи калібрів. Для контролю валів користуються головним чином скобами (рис. 1.). Найпоширеніші однобічні двухпредельні скоби (рис. 1, а, б), що скорочують час на контроль і витрату металу в порівнянні із двосторонніми (рис. 1, в).
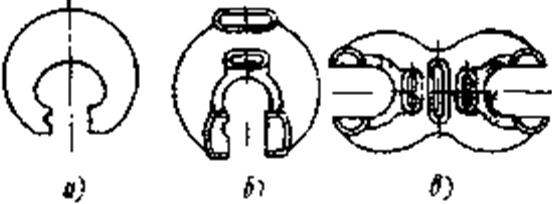 |
Рис. 1. Основні типи калібрів для валів.
Калібри-
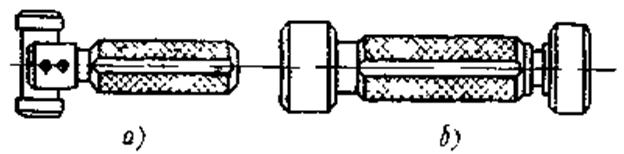 |
пробки для контролю отворів показані на рис. 2.
Рис. 2. Основні типи калібрів для отворів.
Конструкції калібрів регламентовані стандартами. Допуски на виготовлення гладких калібрів і контркалібрів регламентовані відповідними стандартами.
Номінальні розміри калібрів повинні відповідати граничним розмірам деталі.
Стандарт на гладкі калібри встановлює допуски на виготовлення:
· Н — робочих калібрів (пробок) для отворів (Нs — тих же калібрів, але із сферичними вимірювальними поверхнями);
· Н1 — калібрів (скоб) для валів;
· Нр — контрольних калібрів для скоб (рис. 3, 4).
Для квалітетів виробу від IT6 до IT10 включно допуски H1 приблизно на 50% більше допусків H для пробок, що пояснюється більшою складністю виготовлення скоб. Для квалітетів виробів IT11 і грубіше допуски H і H1 рівні. Допуски для всіх типів контрольних калібрів Нр однакові.
Також установлені допуски на відхилення форми й шорсткість поверхонь калібрів.
Допуски на виготовлення калібрів і відхилення форми їх поверхонь, встановлені залежно від квалітету контрольованої деталі, наведени в таблиці 2.
Припустима шорсткість поверхнів калібрів не повинна перевищувати 10% від допуску на розмір калібру, але не більш Ra = 0,16 мкм.
Для прохідних калібрів, які в процесі контролю зношуються, передбачається поле допуску на їхнє зношування.
У всіх прохідних калібрів поля допусків Н (Нs) і Н1 зрушені усередину поля допуску виробу на величину Z для калібрів-пробок і Z1 — калібрів-скоб Припустимий вихід розміру зношеного прохідного калібру за кордон поля допуску виробу регламентується величиною Y — для контролю отвору і Y1 — для контролю вала.
При номінальних розмірах понад 180 мм поле допуску прохідного калібру і границя зношування прохідного калібру зрушуються усередину поля допуску виробу деталі на величину α і α1.
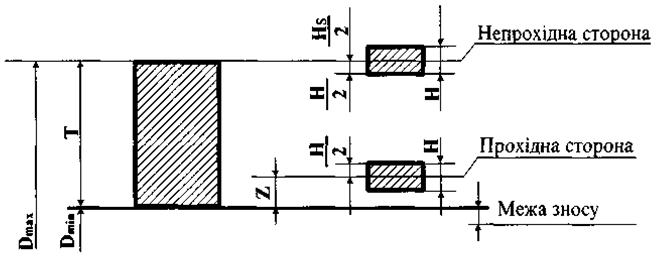
Розрахунки виконавчих розмірів гладких калібрів. Виконавчим називають граничний розмір калібру, по якому виготовляють новий калібр. Виконавчим розміром скоби служить її найменший граничний розмір з позитивним відхиленням, для пробки і контрольного калібру — їх найбільший граничний розмір з негативним відхиленням, Таким чином, на кресленні відхилення проставляють «у тіло» калібру, що забезпечує максимум металу на виготовлення і більшу ймовірність одержання придатних калібрів.
Рис. 3. Схема розташування полів допусків калібрів для отворів.
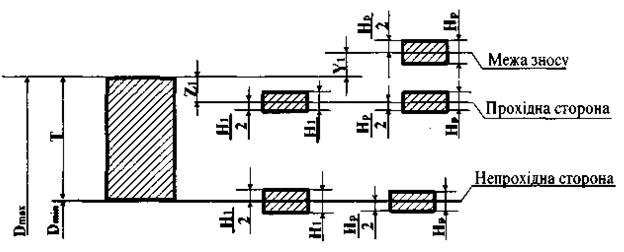 |
Рис. 4. Схема розташування полів допусків калібрів для валів.
Розміри калібрів визначають по формулах, зазначених у таблиці 1.
| До 180 | ||||||||
| Робочий калібр | Контрольний калібр | |||||||
| Розмір | Допуск | Розмір | Допуск | |||||
| Для отвору | Прохідна сторона нова | Dmin + Z | 
| |||||
| Прохідна сторона зношена | Dmin - Y | |||||||
| Непрохідна сторона | Dmax | або 
| ||||||
| Для валу | Прохідна сторона нова | Dmax – Z1 | 
| Dmax – Z1 | 
| |||
| Прохідна сторона зношена | Dmax + Y1 | Dmax + Y1 |
| |||||
| Непрохідна сторона | Dmin | 
| Dmin |
| ||||
| Калібр | Номінальний розмір виробу, мм | |||||||
| Понад 180 до 500 | ||||||||
| Робочий калібр | Контрольний калібр | |||||||
| Розмір | Допуск | Розмір | Допуск | |||||
| Для отвору | Прохідна сторона нова | Dmin + Z | або
| |||||
| Прохідна сторона зношена | Dmin – Y – α | |||||||
| Непрохідна сторона | Dmax – α | або
| ||||||
| Для валу | Прохідна сторона нова | Dmax – Z1 |
| Dmax – Z1 |
| |||
| Прохідна сторона зношена | Dmax + Y1 – α1 | Dmax + Y1 – α1 |
| |||||
Таблиця 1. Методика розрахунки параметрів калібрів.
Примітка. При підрахунку виконавчих розмірів калібрів (найбільших для отворів і найменших для валів) необхідно користуватися наступним правилом округлення: округлення розмірів робочих калібрів (найбільших для отворів і найменших для залів) для виробів
квалітетів 15 — 17 слід робити до цілого мікрометра; для виробів
квалітетів 6 — 14 і всіх контрольних калібрів слід округляти до величин, кратних 0,5 мкм, при цьому допуск на калібри зберігається: розміри, що
кінчаються на 0,25 і 0,75 мкм. слід округляти до величин, кратних
0,5 мкм. убік скорочення виробничого допуску виробу.
Таблиця 2. Допуски і відхилення гладких калібрів, мкм.
| Квалітети допусків виробів | Позначення | Інтервал розмірів, мм | |||||||||||||
| До 3 мм | Св. 3 до 6 мм | Св. 6 до 10 мм | Св. 10 до 18 мм | Св. 18 до 30 мм | Св. 30 до 50 мм | Св. 50 до 80 мм | Св. 80 до 120 мм | Св. 1200 до 180 мм | Св. 1800 до 250 мм | Св. 250 до 315 мм | Св. 315 до 400 мм | Св. 4000 до 500 мм | Допуск на форму калібру | ||
| Z | 1,5 | 1,5 | 2,5 | 2,5 | |||||||||||
| Y | 1,5 | 1,5 | |||||||||||||
| α, α1 | |||||||||||||||
| Z1 | 1,5 | 2,5 | 3,5 | ||||||||||||
| Y1 | 1,5 | 1,5 | 1,5 | ||||||||||||
| H, HS | 1,2 | 1,5 | 1,5 | 2,5 | 2,5 | IT1 | |||||||||
| H1 | 2,5 | 2,5 | IT3 | ||||||||||||
| HP | 0,8 | 1,2 | 1,5 | 1.5 | 2,5 | 3,5 | 4,5 | IT1 | |||||||
| Z, Z1 | 1,5 | 2,5 | 3,5 | ||||||||||||
| Y, Y1 | 1,5 | 1.5 | 1,5 | ||||||||||||
| α, α1 | |||||||||||||||
| H, H1 | 2,5 | 2,5 | IT2 | ||||||||||||
| HS | — | — | 1,5 | 2,5 | 2,5 | IT1 | |||||||||
| HP | 0,8 | 1,2 | 1,5 | 1,5 | 2,5 | 3,5 | 4,5 | IT1 | |||||||
| Z, Z1 | |||||||||||||||
| Y, Y1 | |||||||||||||||
| α, α1 | |||||||||||||||
| H, | 2,5 | 2,5 | IT2 | ||||||||||||
| H1 | IT3 | ||||||||||||||
| HS, HP | 1,2 | 1,5 | 1,5 | 2.5 | 2,5 | IT1 | |||||||||
| Z, Z1 | |||||||||||||||
| Y, Y1 | |||||||||||||||
| α, α1 | |||||||||||||||
| H, | 2,5 | 2,5 | IT2 | ||||||||||||
| H1 | IT3 | ||||||||||||||
| HS, HP | 1,2 | 1,5 | 1,5 | 2,5 | 2,5 | IT1 | |||||||||
| Z, Z1 | |||||||||||||||
| Y, Y1 | |||||||||||||||
| α, α1 | |||||||||||||||
| H, | 2,5 | 2,5 | IT2 | ||||||||||||
| H1 | IT3 | ||||||||||||||
| HS, HP | 1,2 | 1,5 | 1.5 | 2,5 | 2,5 | IT1 |
Продовження таблиці 2.
| Квалітети допусків виробів | Позначення | Інтервал розмірів, мм | |||||||||||||
| До 3 мм | Св. 3 до 6 мм | Св. 6 до 10 мм | Св. 10 до 18 мм | Св. 18 до 30 мм | Св. 30 до 50 мм | Св. 50 до 80 мм | Св. 80 до 120 мм | Св. 1200 до 180 мм | Св. 1800 до 250 мм | Св. 250 до 315 мм | Св. 315 до 400 мм | Св. 4000 до 500 мм | Допуск на форму калібру | ||
| Z, Z1 | |||||||||||||||
| Y, Y1 | 0. | ||||||||||||||
| α, α1 | |||||||||||||||
| H, H1 | IT4 | ||||||||||||||
| HS | — | — | IT3 | ||||||||||||
| HP | 1,2 | 1,5 | 1,5 | 2,5 | 2,5 | IT1 | |||||||||
| Z, Z1 | |||||||||||||||
| Y, Y1 | |||||||||||||||
| α, α1 | |||||||||||||||
| H, H1 | б | IT4 | |||||||||||||
| HS | — | — | IT3 | ||||||||||||
| HP | 1,2 | 1,5 | 1.5 | 2,5 | 2,5 | IT1 | |||||||||
| Z, Z1 | |||||||||||||||
| Y, Y1 | |||||||||||||||
| α, α1 | |||||||||||||||
| H, H1 | 1 5 | IT5 | |||||||||||||
| HS | — | — | IT5 | ||||||||||||
| HP | 2,5 | 2,5 | IT2 | ||||||||||||
| Z, Z1 | 145- | ||||||||||||||
| Y, Y1 | |||||||||||||||
| α, α1 | |||||||||||||||
| H, H1 | IT5 | ||||||||||||||
| HS | — | — | IT5 | ||||||||||||
| HP | 2,5 | 2,5 | IT2 | ||||||||||||
| Z, Z1 | |||||||||||||||
| Y, Y1 | |||||||||||||||
| α, α1 | |||||||||||||||
| H, H1 | IT5 | ||||||||||||||
| HS | — | — | IT5 | ||||||||||||
| HP | 2,5 | 2,5 | IT2 | ||||||||||||
| 16, 17 | Z, Z1 | ||||||||||||||
| Y, Y1 | |||||||||||||||
| α, α1 | |||||||||||||||
| H, H1 | IT5 | ||||||||||||||
| HS | — | — | IT5 | ||||||||||||
| HP | 2,5 | 2,5 | IT2 |
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1920; Нарушение авторских прав?; Мы поможем в написании вашей работы!