КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Гартування
|
|
|
|
Відпал
Види термічної обробки
Будь-який процес термічної обробки можна описати графіком, що показує зміну температури з часом. За графіком можна визначити температуру нагріву, швидкості нагріву і охолоджування, тривалість витримки при температурі нагріву і загальну тривалість процесу, але одержати інформацію про вид термічної обробки не є можливим. Вид термічної обробки визначається не характером зміни температури з часом, а типом фазових і структурних змін в металі. Грунтуючись на цій ознаці, А.А.Бочвар розробив класифікацію основних видів термічної обробки металів і сплавів.
Термічна обробка підрозділяється на власне термічну, хіміко-термічну і термомеханічну обробки.
Власне термічна обробка полягає тільки в термічній дії на метал або сплав. При хіміко-термічній обробці додатково виробляється дифузійне насичення металами і неметалами. Термомеханічна обробка передбачає поєднання термічної дії і пластичної деформації.
Власне термічна обробка включає наступні основні види: відпал; гарт; відпустка і старіння.
Відпал – операція термічної обробки, яка включає нагрів сталі, як правило, вище температури фазових перетворень, витримку і подальше повільне охолоджування, здійснюване, найчастіше, разом з піччю.
При повільному охолоджуванні сталі за своїм станом наближаються до фазової і структурної рівноваги, а одержувані структурні складові відповідають діаграмі «залізо – цементит». Після відпалу сталь має низькі значення твердості і міцності і високу пластичність.
У більшості випадків відпал є підготовчою термічною обробкою. Відпалу піддають відливки, поковки, прокат. У деяких випадках відпал є кінцевою термічною обробкою, наприклад відпал крупних відливок.
Розрізняють відпал I і II роду.
2.3.1.1 Відпал I роду
Відпал 1-го роду частково або повністю усуває відхилення від рівноважного стану, які виникають при попередній обробці, причому його проведення не обумовлене фазовими перетвореннями. Розрізняють наступні різновиди відпалу 1-го роду: дифузійний, рекристалізаційний і релаксаційний.
Дифузійному або гомогенізуючому відпалу піддають відливки і злитки з легованих сталей для зменшення дендритної ліквації. Метал нагрівають до температур 1100…1200°С, при яких якнайповніші протікають дифузійні процеси, необхідні для вирівнювання хімічного складу за всім об'ємом деталі.
Нагрів здійснюється із швидкістю 100…150оС/год, а тривалість витримки залежить від хімічного складу сталі і маси завантажених в піч деталей і може досягати декількох десятків годин. Надмірно тривалі витримки при гомогенізації недоцільні, оскільки вони знижують продуктивність процесу і призводять до зайвої витрати енергоресурсів.
Після гомогенізації сталь має крупне зерно, яке подрібнюється при подальшій обробці тиском або звичному повному відпалі.
Рекристалізаційному відпалу піддають холоднодеформований метал для зняття наклепу. Окрім рекристалізації фериту при відпалі можуть відбуватися коагуляція і сфероідизація цементиту, що підвищує пластичність і полегшує обробку тиском. Даний вид термічної обробки передбачає нагрів сталі вище за температуру рекристалізації. Для низьковуглецевих сталей (до 0,2%С) температуру відпалу після прокатування або штампування заготівок вибирають в межах 680…700оС з витримкою до 10 годин. Відпал каліброваних прутків з легованих сталей після холодної протяжки проводять при 680…740оС протягом 0,5…1,5 ч.
Релаксаційний відпал використовують для обробки литва, зварних з'єднань і деталей після механічної обробки, коли в результаті нерівномірного охолоджування або неоднорідної пластичної деформації виникають напруги, наявність яких може викликати зміну розмірів і деформацію деталей.
Відпал для зняття напруг здійснюється при температурах 160… 700оС з подальшим повільним охолоджуванням. Наприклад, для багатьох деталей прецизійних верстатів проводять відпал при 570…600оС протягом 2…3 годин після основної механічної обробки і при 160…180оС такої ж тривалості після остаточної механічної обробки для зняття шліфувальних напруг. Відпал для зняття напруг після зварювання проводиться при 650…700оС.
2.3.1.2 Відпал II роду
Відпал II роду полягає в нагріванні сталі до температур вище АС1 або АС3, витримці і подальшому повільному охолоджуванні. У процесі нагріву і охолоджування відбуваються фазові перетворення, які визначають структуру і властивості сталі.
Основні цілі відпалу: перекристалізація сталі, зняття внутрішніх напруг, зниження твердості і поліпшення оброблюваності.
При фазовій перекристалізації в процесі відпалу подрібнюється зерно, усувається відманштетова структура і рядковість. Характерним структурним дефектом сталевих відливань і сталей, нагрітих до температур 1100…1200оС (явище перегріву), є наявність крупного зерна аустеніту. При прискореному охолоджуванні грубозернистого аустеніту створюються умови для утворення відманштетової структури, яка характеризується тим, що кристали доевтектоїдного фериту орієнтовано виростають щодо кристалічних граток аустеніту і мають форму пластин. Відманштетовий ферит спостерігається лише в сталях, що містять менше 0,4 % С, і найчіткіше виявляється при прискореному охолоджуванні сталі в інтервалі температур від А1 – 50оС до 600..550оС.
Структура рядка виникає через забруднення неметалічними включеннями, які при обробці тиском витягуються, і ферит, зароджуючись на них, утворює витягнуті скупчення.
Ще однією важливою метою відпалу є запобігання утворенню флокенів при виробництві крупних поковок.
Відомо, що однією з головних причин утворення флокенів є підвищений вміст водню в сталі. Флокени звичайно утворюються в катаній сталі або в поковках, але іноді зустрічаються і в литій сталі. Як правило, вони розташовуються в центральній частині поковок і беруть свій початок в лікваційних ділянках, що збагачені вуглецем, фосфором, сіркою і легуючими елементами.
Причиною утворення флокенів є водень, а температура їх утворення лежить нижче 200оС. Утворенню флокенів сприяє наявність додаткових внутрішніх напруг (структурних, термічних і механічних), які збільшують локальну концентрацію водню в твердому розчині. Тільки розтягуючи напруги при сумісній дії з воднем можуть викликати утворення флокенів, стискаючі напруги зменшують небезпеку флокеноутворення.
Усі сталі загального призначення за ступенем флокеночутливості підрозділяють на чотири групи. До першої групи відносять вуглецеві сталі 15…55. До другої групи включені низьколеговані сталі: 20Х…55Х, 10Г2, 50Г, 50Г2, 60ХГ, 15ХМ, 35ХМ, 38Х2МЮА, 20ГС, 25ГС, 20ХГСА, 35ХГСА, 08ГДНФ. Третю групу складають середньолеговані сталі: 20ХН; 40ХН; 50ХН; 60ХН; 40ХНМ; 34ХН1МА; 38ХГН; 12Х1М1Ф; 15Х1М1Ф; 5ХГМ. Високолеговані сталі 34ХН3М. 38ХН3М, 18Х2Н4МА, 5ХНМ, 5ХНМ2 за своєю флокеночутливістю віднесені до четвертої групи.
Тривалість протифлокенного відпалу поковок, залежно від флокеночутливості сталі і розмірів поковок, може досягати декілька сотень годин, що робить цей процес дорогим.
Існують наступні види відпалу 2-го роду: повний, неповний та ізотермічний (рис. 13).
При повному відпалі доевтектоїдна сталь нагрівається вище АС3 на 30~50°С, витримується при цій температурі до повного завершення фазових перетворень і поволі охолоджується. При цьому ферито-перлітна структура перетворюється при нагріві на аустенітну, яка при подальшому повільному охолоджуванні розпадається на ферит і перліт, і, таким чином, відбувається повна перекристалізація.
На практиці швидкість нагріву близька до 100 оС/год, а тривалість витримки коливається від 0,5 до 1 ч на 1 т металу, що нагрівається. Повільне охолоджування з температури нагріву повинне забезпечити розпад аустеніту з утворенням перліту. Леговані сталі охолоджують значно повільніше (10…100 оС/год), ніж вуглецеві (150 … 200 оС/год).
Рисунок 13 - Схеми проведення відпалу і нормалізації
доевтектоїдної сталі
Надмірне перевищення температури нагріву вище АС3 викликає зростання зерна аустеніту, що погіршує властивості сталі.
Неповний відпал полягає в нагріві вище АС1 і повільному охолоджуванні. При цьому відбувається часткова перекристалізація тільки перліту, а ферит в доевтектоїдних сталях і цементит в заевтектоїдних не зазнають змін.
Неповному відпалу піддають доевтектоїдні сталі з метою зняття внутрішніх напруг і поліпшення оброблюваної різанням. Застосування його допустиме лише у тому випадку, коли нагрів в процесі попередньої обробки тиском не привів до утворення крупного зерна (інакше необхідний повний відпал з фазовою перекристалізацією).
Неповний відпал заевтектоїдних сталей називається сфероїдізуючим. У результаті одержують структуру зернистого перліту. Охолоджування при сфероїдізації повинне бути повільним, щоб забезпечити розпад аустеніту на суміш фериту і карбіду та коагуляцію карбідів, що утворилися. Метою проведення сфероїдізуючого відпалу є поліпшення оброблюваності різанням. Окрім цього, сталі із структурою зернистого перліту менш схильні до перегріву, утворенню тріщин і деформації при подальшому гартуванні.
Ізотермічний відпал часто проводять на практиці з метою економії часу. У цьому випадку деталь нагрівають, а потім швидко охолоджують (частіше перенесенням в іншу піч) до температури, що лежить нижче АС1 на 50…100°С. При цій температурі деталь витримується до повного розпаду аустеніту (тобто здійснюється ізотермічна витримка), після чого охолоджується на повітрі (див.рис. 13).
У даний час ізотермічний відпал часто застосовують для легованих сталей, оскільки він скорочує тривалість процесу. Для прискорення відпалу температуру ізотермічної витримки бажано вибирати близькій до температури мінімальної стійкості аустеніту, що переохолоджується, в перлітній області.
Після ізотермічного відпалу виходить більш однорідна структура, що пов'язано з вирівнюванням температури за перетином деталі і перетворенням за всім об'ємом одночасно.
2.3.1.3 Нормалізація
Нормалізацією називається нагрів доевтектоїдної сталі до температури вище АС3, а заевтектоїдної – вище Аcm на 30…50°С з подальшим охолоджуванням на повітрі. При нормалізації відбувається перекристалізація сталі і усунення грубозернистої структури, що виникає при відливанні або куванні.
У результаті охолоджування на повітрі розпад аустеніту на ферито-цементитну суміш відбувається при нижчих температурах, а отже, підвищується дисперсність її структури і твердість. Одержана структура називається сорбітом.
Нормалізації піддають низьковуглецеві сталі замість відпалу. Твердість при цьому вища, ніж при відпалі, але для низьковуглецевих сталей її значення достатньо низькі, щоб забезпечити задовільну оброблюваність. При цьому в порівнянні з відпалом поліпшується якість поверхні при різанні.
Для середньовуглецевих сталей нормалізацію застосовують замість гартування і високотемпературного відпуску. Механічні властивості при цьому знижуються, але зменшується деформація виробів у порівнянні з тією деформацією, яка виникає при проведенні гартування і високого відпуску.
Високовуглецеві (заевтектоїдні) сталі піддають нормалізації з метою усунення цементитної сітки.
Нормалізацію з подальшим високим відпуском (600 … 650°С) часто застосовують для виправлення структури легованих сталей замість відпалу.
2.3.2.1 Загальні положення
Існує три види гартування:
- гартування з поліморфним перетворенням;
- гартування без поліморфного перетворення;
- гартування з оплавленням поверхні.
Гартування з поліморфним перетворенням (гартування сталі на мартенсит) впродовж століть є основним способом зміцнення сталі, а в даний час застосовується і для гартування сплавів кольорових металів.
Гартування без поліморфного перетворення була вперше застосована на рубежі 20-го століття, і її промислове використовування почалося одночасно із застосуванням алюмінієвих сплавів. Гартування без поліморфного перетворення застосовується для сплавів, що мають змінну розчинність компонентів залежно від температури. У результаті гартування утворюється пересичений твердий розчин, але кристалічні гратки залишаються незмінними.
Гартування з оплавленням поверхні з'явився в 70-х роках минулого століття, коли в промисловості почали використовувати лазерний нагрів.
Гартування сталі – це термічна обробка, яка включає нагрів до температури вище за фазові перетворення, витримку при цій температурі і охолоджування з швидкістю, що перевищує критичну (див.рис. 13). Гартування є зміцнюючою термічною обробкою. Підвищення твердості і міцності забезпечується за рахунок отримання структури мартенситу. Гартування не є остаточною операцією, і після неї обов'язково проводять відпуск.
Результати гартування багато в чому залежать від правильного вибору температури нагріву. Доевтектоїдні сталі для гартування слід нагрівати до температури на 30…50°С вище АС3. У цьому випадку сталь з початковою структурою перліт + ферит нагрівається до аустенітного стану і при охолоджуванні із швидкістю більше критичної утворюється мартенсит. Таке гартування називається повним.
Неповне гартування здійснюється від температур, які відповідають міжкритичному інтервалу від АС1 до АС3, і використовується тільки для листової низьколегованої сталі для отримання структури фериту з невеликими ділянками мартенситу до 20%. Така структура забезпечує достатньо високі механічні властивості і, одночасно, здібність до штампування. У всіх інших випадках неповний гарт доевтектоїдних сталей не використовується, оскільки механічні властивості виходять нижчими в порівнянні з гартуванням від температур вище АС3.
Заевтектоїдні сталі нагрівають для гартування на 15…20°С вище АС1. При цих температурах в сталі разом з аустенітом є цементит. Тому після гартування в структурі заевтектоїдних сталей присутні мартенсит з невеликою кількістю залишкового аустеніту і нерозчинені частинки цементиту, що мають високу твердість. Інтервал гартівних температур не повинен перевищувати 15…20оС, оскільки надмірне підвищення температури гарту викликає інтенсивне зростання зерна, що приводить до зниження міцності й опору крихкому руйнуванню.
Гартування заевтектоїдних сталей, по суті, є неповним. Якщо заевтектоїдну сталь нагрівати для гартування вище Асm, то її структура складатиметься з крупногольчатого мартенситу з підвищеним вмістом залишкового аустеніту, присутність якого в структурі сталі знижує твердість.
Тривалість нагріву і витримки при гартівній температурі повинна забезпечити прогрівання виробів за перетином і завершення фазових перетворень, але виключити зростання зерна і зневуглецювання поверхневих шарів деталі. У більшості випадків є прийнятним вибір тривалості нагріву з розрахунку 1,5 хв. на 1мм перетину для вуглецевих сталей і 2 хв. на 1мм перетину для легованих сталей. Тривалість витримки складає одну третину від тривалості нагріву.
При визначенні технологічних параметрів процесу гартування необхідно враховувати загартовуваність і прогартовуваність сталі.
Загартовуваність – це здатність сталі підвищувати в процесі гартування свою твердість. Загартовуваність залежить головним чином від вмісту вуглецю в сталі, підвищується при його збільшенні і вважається достатньою при 0,4%С і вище, коли твердість загартованої сталі наближається до 60HRC (рис. 14).
1 – твердість мартенситу; 2 –заевтектоїдна сталь після гартування від температури АС1 + 20оС; 3 -твердість заевтектоїдної сталі після гартування від температури АСМ + (20…30оС)
Рисунок 14 - Вплив температури нагріву на твердість при гартуванні
сталі
Прогартовуваність характеризує глибину загартованого шару за даних умов гартування. За глибину загартованого шару умовно приймають відстань від поверхні до напівмартенситної зони (50% мартенситу і 50% трооститу). Діаметр заготівки, в центрі якої після гартування в даному охолоджуючому середовищі утворюється напівмартенситна структура, називається критичним діаметром (Дкр). Прогартовуваність зростає при підвищенні стійкості аустеніту, що переохолоджується, і, відповідно, зниженні критичної швидкості гартування.
2.3.2.2 Способи гартування
Охолоджування при гартуванні повинне забезпечити отримання структури мартенситу в межах заданого перетину деталі за відсутності утворення тріщин і деформацій.
Ідеальним охолоджуванням вважається таке, при якому забезпечується висока швидкість охолоджування при температурах якнайменшої стійкості аустеніту для попередження його дифузійного розпаду і повільне охолоджування в інтервалі мартенситного перетворення з метою зменшення гартівних напруг (рис. 15).
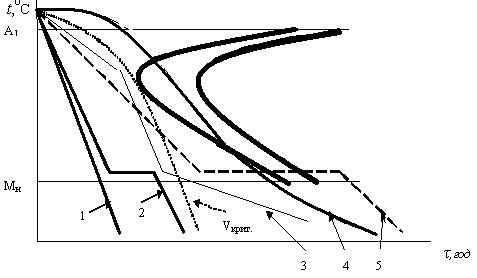
1 – гартування у воді; 2 – ступінчасте гартування;3 – ідеальне охолоджування; 4 – гартування в мастилі;5 – ізотермічне гартування;
Vкрит.- критична швидкість гартування
Рисунок 15 – Криві охолоджування, які відповідають різним способам
гартування
Напруги при гартуванні сталі виникають в результаті нерівномірного охолоджування поверхні і центральних зон деталі, а також через збільшення
об'єму при мартенситному перетворенні і неодночасності протікання його за перетином деталі. У першому випадку напруги класифікуються як теплові, а в другому – як структурні.
На початку охолоджування поверхневі шари унаслідок зменшення об'єму стискаються, чому протидіють ще неохолоджені внутрішні шари. Це викликає утворення в поверхневих шарах напруг розтягування, а у внутрішніх – напруг стиснення. При подальшому охолоджуванні напруги почнуть зменшуватися, і в деякий момент відбудеться зміна знаку напруг на поверхні і в центрі. Після остаточного охолоджування на поверхні утворюються залишкові напруги стиснення, а в серцевині – напруги розтягування. Поява залишкових напруг є результатом того, що напруги викликають не тільки пружну, але неодночасну і неоднакову пластичну деформацію шарів за перетином деталі.
Структурні напруги утворюються за зворотною схемою. На початку охолоджування в результаті мартенситного перетворення поверхневі шари розширяються, чому протидіють внутрішні шари, в яких ще не відбувалося структурних перетворень. Це приводить до утворення на поверхні стискуючих, а в центрі – розтягуючих напруг. При подальшому охолоджуванні знак напруг на поверхні і в центральних зонах змінюється, і після остаточного охолодження на поверхні будуть залишкові напруги розтягування, а в серцевині – напруги стиснення.
При гартуванні одночасно виникають як теплові, так і структурні напруги, і залежно від їх співвідношення можуть утворюватися різні епюри сумарних напруг. Найбільш небезпечними є розтягуючі напруги на поверхні, які сприяють утворенню тріщин і знижують опір втомному руйнуванню сталі.
Розтягуючі напруги виникають, в основному, за рахунок появи структурних напруг, величина яких тим більше, чим вища температура гартування та інтенсивніше охолоджування в інтервалі мартенситного перетворення Мп…Мк,. Для зменшення структурних напруг необхідно знижувати швидкість охолоджування нижче температури початку мартенситного перетворення.
Як гартівні середовища для вуглецевих сталей, що мають високу критичну швидкість гартування, застосовуються вода і різні водні розчини, а для легованих сталей, що мають невелику критичну швидкість охолоджування, – масло, водоповітряні суміші та т. п.
Вода, як гартівне середовище, має велику швидкість охолоджування в перлітному інтервалі, але при цьому і високу швидкість охолоджування при температурах утворення мартенситу, що може призводити до утворення тріщин і деформації загартованих виробів (рис.15). Окрім цього, охолоджуюча здатність води різко знижується при підвищенні її температури.
При гартуванні в мастилі охолоджування в мартенситному інтервалі здійснюється з невисокою швидкістю, але в інтервалі перлітного перетворення інтенсивність охолоджування часто виявляється недостатньою для його запобігання (див.рис. 15).
Таким чином, в даний час немає гартівного середовища, яке б забезпечувало ідеальне охолоджування, і тому розроблені різні способи гартування, використовування яких дозволяє знизити рівень виникаючих напруг при забезпеченні необхідного структуроутворення.
Найпоширенішим способом є гартування в одному охолоджувачі, при якому деталь занурюють в гартівне середовище, де вона залишається до повного охолоджування. З метою зменшення внутрішніх напруг деталі перед зануренням в гартівну рідину якийсь час охолоджують на повітрі. Такий спосіб називається гартуванням з підстужуванням. При цьому необхідно, щоб температура деталі при підстужуванні не опускалася нижче Аr3 для доевтектоїдних сталей і нижче Аr1 – для заевтектоїдних.
При гартуванні в двох середовищах деталь спочатку охолоджують у воді до температури декілька вище Мп, а потім для остаточного охолоджування переносять в середовище з меншою охолоджуючою здатністю, при цьому зменшуються внутрішні напруги, пов'язані з перетворенням аустеніту на мартенсит.
При ступінчастому гартуванні деталь після нагріву охолоджується в гартівному середовищі, що має температуру декілька вищою за точку Мп, і втримується в ній до вирівнювання температури за всім перетином, але при цьому не повинне відбутися перетворення аустеніту на бейніт. Після цього настає остаточне охолоджування на повітрі, під час якого відбувається перетворення аустеніту на мартенсит. Проведення ступінчастого гартування дозволяє зменшити деформації, викривлення і небезпеку виникнення тріщин.
Ізотермічне гартування виконується так само, як і ступінчасте, але витримка при температурі декілька вище Мп збільшується для завершення перетворень аустеніту на бейніт. Даний спосіб гартування застосовується для легованих сталей, при цьому буде потрібен подальший відпуск, що є важливою позитивною рисою цього способу. Як охолоджуючі середовища при ступінчастому та ізотермічному гартуванні застосовують розплавлені солі (55% KNO3 і 45%NaNO3) або луги (20%NaOH і 80%KOH).
Гартування з самовідпуском застосовується в основному для інструменту (зубила, ковальський інструмент і т. д.), коли для забезпечення його високої стійкості вимагається, щоб твердість поступово і рівномірно знижувалася від робочої до хвостової частини. Такий розподіл твердості можливий, якщо при гартуванні нагріту деталь робочою частиною занурюють у воду і виймають після короткочасної витримки. За рахунок тепла хвостової частини деталі її робоча частина нагрівається і відпускається. Температуру нагрівання визначають за кольорами тонких шарів оксидів які виникають на шліфованій поверхні. Колір шару залежить від його товщини, яка визначається температурою. При температурі 220оС поверхонь набуває ясно-жовтого кольору, при 230оС - жовтий, при 240оС - темно-жовтий, при 250оС - оранжевий, при 260оС - коричневий, при 270оС - червоний, при 280оС - фіолетовий, при 300оС - синій, при 320оС - сірий. Цей давно відомий спосіб зараз стає все більш затребуваним, що пояснюється прагненням до енергозберігаючих технологій і можливостями попереднього моделювання гартівного процесу і його виконання в автоматичному режимі.
2.3.2.3 Обробка холодом
Якщо температура кінця мартенситного перетворення нижча 0оС, то після гартування в структурі сталі міститься залишковий аустеніт. Його наявність знижує твердість сталі, а подальший розпад призводить до зміни форм і розмірів виробів. Чим нижче температура кінця мартенситного перетворення, тим більше залишкового аустеніту спостерігається в структурі загартованої сталі.
З метою зменшення кількості залишкового аустеніту сталь після гартування охолоджують до температур нижче 0оС, внаслідок чого поновлюється мартенситне перетворення. Такий технологічний процес називається обробкою холодом,. Температурний режим обробки холодом визначається температурою кінця мартенситного перетворення. Оскільки перетворення відбувається тільки при охолоджуванні у області мартенситного перетворення. Глибше охолоджування недоцільне, оскільки не викличе додаткового перетворення.
Після гартування сталі витримка при кімнатній температурі приводить до стабілізації аустеніту і при подальшій обробці холодом не весь залишковий аустеніт перетворюватиметься на мартенсит. Тому обробку холодом рекомендується проводити негайно після гартування.
Обробка холодом доцільна для вуглецевих сталей із змістом вуглецю понад 0,6% і застосовується для стабілізації розмірів калібрів, кілець шарикопідшипників і інших особливо точних виробів, для отримання максимальної твердості інструменту і цементованих деталей, а також для підвищення магнітних характеристик сталевих магнітів.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 3578; Нарушение авторских прав?; Мы поможем в написании вашей работы!