КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приведенный средний диаметр резьбы
|
|
|
|
Понятие приведенного среднего диаметра резьбы (ГОСТ 16093−2004) введено для упрощения контроля резьб и расчета допусков среднего диаметра при раздельном контроле шага, угла профиля и среднего диаметра.
Под приведенными средними диаметрами болта и гайки понимают такие их условные величины как d2пр и D2пр с учетом взаимосвязи средних диаметров резьбы с погрешностями шага и угла профиля, которые обеспечивают безусловную свинчиваемость болта с гайкой при соотношении, чтобы приведенный средний диаметр гайки был больше или равен приведенному среднему диаметру резьбы болта:

Приведенным средним диаметром резьбы называется значение среднего диаметра резьбы, увеличенное для наружной и уменьшенное для внутренней резьб на суммарную диаметральную компенсацию отклонений шага и половины угла профиля.
В основу приведенного среднего диаметра (d2пр, D2пр) берется измеренный (действительный) размер среднего диаметра (d2изм, D2изм), увеличенный для болта и уменьшенный для гайки на диаметральные компенсации погрешностей шага и угла профиля:
 ;
;

Для наружной резьбы к d2изм прибавляется ( ), поскольку наличие погрешности шага и угла профиля в резьбе мешает свинчиванию и фактически увеличивает средний диаметр резьбы болта.
), поскольку наличие погрешности шага и угла профиля в резьбе мешает свинчиванию и фактически увеличивает средний диаметр резьбы болта.
Для внутренней резьбы из D2изм вычитается (), так как наличие погрешности шага и угла профиля в резьбе мешает свинчиванию и фактически уменьшает средний диаметр резьбы гайки.
Резьбовые детали, имеющие одинаковый приведенный диаметр, равноценны в отношении обеспечения свинчиваемости, но прочнее из них та, в которой погрешности шага и угла профиля меньше.
При контроле резьбы условиями годности с использованием приведенных и измененных средних диаметров являются следующие соотношения:
§ для болта  ;
; 
§ для гайки  ;
; 
Наиболее распространенной, получившей широкое применение, является метрическая резьба с зазором для диапазона диаметров от 1 мм до 600 мм, система допусков и посадок которой представлена в ГОСТ 16093−2004 ОНВ «Резьба метрическая. Допуски. Посадки с зазором»
Система допусков и посадок метрических резьб включает в себя:
§ степени точности резьб;
§ классы точности резьб;
§ нормирование длин свинчивания;
§ методики расчета допусков отдельных параметров резьбы;
§ обозначение точности и посадок метрических резьб на чертежах;
§ контроль метрических резьб.
Степень точности и классы точности резьбы.
Метрическая резьба определяется пятью параметрами:
§ средним диаметром;
§ наружным диаметром;
§ внутренним диаметром;
§ шагом резьбы;
§ углом профиля резьбы.
Допуски назначаются только для двух параметров наружной резьбы — среднего и наружного диаметров и для двух параметров внутренней резьбы — среднего и внутреннего диаметров.
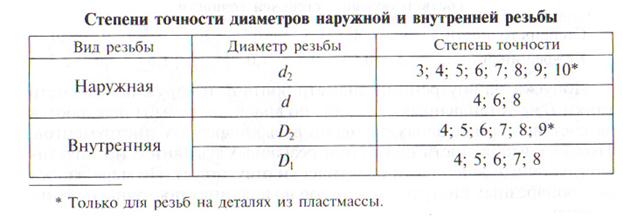
Для этих параметров для метрической резьбы установлены степени точности 3−10 (Табл. 1.5.1).
Степени точности сгруппированы в три класса точности: точный, средний и грубый.
Понятие класса точности условное. При отнесении степеней точности к классу точности учитывают длину свинчивания, от которой также зависит обеспечение заданной точности резьбового соединения.
Установлены три группы длин свинчивания:
§ S — короткие;
§ N — нормальные;
§ L — длинные.
К группе N относят длины свинчивания от  до
до  мм;
мм;
длины свинчивания меньше нормальных относят к группе S, а больше — к группе L.
Таблица 1.5.1
При одном и том же классе точности допуск среднего диаметра при длине свинчивания L должен быть увеличен, а при длине свинчивания S — уменьшен на одну ступень по сравнению с допуском, установленным для длины свинчивания N.
Приближенное соответствие классов точности и степеней точности следующее:
§ точный класс соответствует 3−5 степеням точности;
§ средний класс соответствует 6−7 степеням точности;
§ грубый класс соответствует 8−9 степеням точности.
Исходной степенью точности для расчета числовых значений допусков диаметров наружной и внутренней резьбы была принята шестая степень точности при нормальной длине свинчивания.
Допуски по шестой степени точности рассчитывают по формулам:
§ суммарный допуск, мкм, среднего диаметра резьбы болта:
 ,
,
где (6) — шестая степень точности;
P — шаг резьбы, мм;
d — среднее геометрическое значение интервала номинальных наружных диаметров резьбы, мм.
§ суммарный допуск, мкм, среднего диаметра резьбы гайки увеличивают на 32% по сравнению с допуском на средний диаметр резьбы болта:
 ;
;
§ допуск, мкм, наружного диаметра резьбы болта
 ;
;
§ допуск, мкм, внутреннего диаметра резьбы гайки
 , при P£0,8 мм;
, при P£0,8 мм;
 , при P³1 мм;
, при P³1 мм;
Допуски диаметров d2 (D2), d1 (D1) для остальных степеней точности определяют умножением допуска шестой степени точности на соответствующие коэфицент.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 4867; Нарушение авторских прав?; Мы поможем в написании вашей работы!