КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Плавильные печи
|
|
|
|
В сталелитейных цехах в качестве плавильных агрегатов используют различные печи - дуговые и индукционные тигельные электропечи, малые конвертеры, мартеновские печи, а также специальные плавильные печи - вакуумно-индукционные и вакуумно-дуговые, плазменно-дуговые, электронно-лучевые и электрошлаковые. Характеристика этих печей приведена в табл. 2.2.2.
Таблица 2.2.2 Характеристика плавильных печей для выплавки стали
| Тип плавильного агрегата | Источник полу-чения высокой температуры | Окислитель | Рекомендуемая область применения |
| Дуговая электропечь с основной футеровкой | Электричество | Кислород дутья, воздух, железная руда | Углеродистые и легированные стали ответственного и особо ответственного назначения |
| Дуговая электропечь с кислой футеровкой | Электричество. | Воздух, железная руда | Углеродистые и низколегирован-ные стали различного назначения |
| Индукционная тигельная электропечь | Электричество | Воздух | Углеродистые и легированные стали для мелких и средних отливок различного назначения |
| Малый конвертер | Кислород дутья | Кислород дутья | Высокохромистые низкоуглеродистые стали |
| Мартеновская печь с основной и кислой футеровкой | Газообразное или жидкое топливо | Кислород дутья, воздух, железная руда | Углеродистые и низколегирован-ные стали для крупных и средних отливок общего назначения |
| Специальные печи | Электричество | - | Легированные стали со специальными и особыми свойствами |
Достоинства и недостатки применения различных плавильных агрегатов при выплавке литейных сталей представлены в табл. 2.2.3.
Рис. 2.2.3 Достоинства и недостатки различных вариантов плавки литейных сталей
| Вариант плавки | Достоинства | Недостатки |
| Основная электро- дуговая | Возможность использования рядовой шихты и эффективного удаления фосфора, серы и немета-ллических включений; низкий угар легирующих элементов | Низкая стойкость футеровки, пониженная производительность и повышенная себестоимость жидкой стали |
| Кислая электро-дуговая | Повышенная производительность, высокая стойкость футеровки, низкие эксплуатационные расходы | Невозможность удаления серы и фосфо-ра, повышенные требования к шихте; высокий угар легирующих элементов |
| Индукцион- ная тигельная | Высокая производительность, малый угар легирующих элементов, активное перемешивание | Затрудненность удаления фосфора и серы из-за низкой температуры и малой активности шлака, необходимость при-менения чистых шихтовых материалов |
| Конвертер- ная | Возможность глубокого обезуглероживания расплавов высокохромистых сталей | Необходимость предварительного приготовления в другой печи расплава стали-полупродукта |
| Основная мартеновская | Низкие требования к качеству шихты, возможность удаления фосфора и серы | Низкая производительность, необходи-мость обеспечения непрерывного режима работы, повышенные эксплуатационные расходы и низкие санитарно-экологические условия работы. |
| Кислая мартеновская | Высокое качество стали | То же и, кроме того, необходимость использования шихты с низким содержанием фосфора и серы |
| Плавка в специальных печах | Повышенное качество стали | Низкая производительность, высокие требования к шихте, малые массы метал-ла и высокая стоимость жидкой стали |
Наиболее универсальными плавильными агрегатами для сталелитейных цехов являются дуговые электропечи. Они имеют вместимость от 0,5 до 100 т. Наибольшее применение получили печи вместимостью 3-50 т, технические характеристики которых приведены в табл. 2.2.4.
Таблица 2.2.4. Технические характеристики дуговых электропечей
| Обозна-чение | Вместимость номинальная, т | Мощность трансформатора, кВ∙А | Расход электроэнергии, кВт ∙ ч / т | Диаметр электрода, мм | Производи- тельность, т / ч * |
| ДСП-3 | 2 000 | 1,3 / 1,6 | |||
| ДСП-6 | 4 800 | 2.1 / 3,0 | |||
| ДСП-12 | 9 600 | 3,6 / 5,2 | |||
| ДСП-25 | 15 000 | 6,3 / 9,3 | |||
| ДСП-50 | 24 000 | 12,5 / 14,3 |
* в числителе и знаменателе – соответственно для основного и кислого вариантов плавки
Дуговые электропечи лучше других плавильных агрегатов приспособлены для плавки стали в условиях литейных цехов, так как позволяют быстро приготовить сталь практически любой марки требуемого качества и необходимого количества. При этом в них можно полностью утилизировать отходы собственного производства и переработать как компактный, так и стружечный металлический лом.
По конструкции они бывают с выкатным подом и с откатным или поворотным сводом (Рис. 2.2.1). Последние нашли большее применение ввиду большей компактности и простоты конструкции. Дуговая электропечь состоит из корпуса, футерованного изнутри огнеупорным материалом, и съемного куполообразного свода с отверстиями для электродов, также футерованного огнеупорным материалом. Подовая часть корпуса имеет сферическую форму, футеровку на ней формируют набивкой порошкообразных огнеупорных материалов со связующими. Боковые стены имеют наклон к вертикали в 15-20о и выкладывают их из огнеупорных кирпичей. В корпусе печи имеется рабочее окно, закрываемое дверкой, а на противоположной стороне размещается выпускное отверстие (лётка) и желоб. Рабочее окно используют для обслуживания печи в процессе плавки - скачивания шлака, ввода шлакообразующих и легирующих материалов, раскислителей, а также взятия проб для экспресс-анализа и т. д. Выпускное отверстие и желоб предназначены для выпуска стали, а также слива остатков шлака.
Электроды в дуговых печах применяют угольные графитированные круглого сечения и различного диаметра в зависимости от вместимости печи и мощности трансформатора (См. Табл. 2.2.4).
Шихту загружают на подовую часть печи. В ней же накапливается жидкий металл. В начале плавки электрическая дуга горит между шихтой и электродами, а после расплавления шихты – между расплавом и электродами.
Корпус печи опирается на секторную люльку, который с помощью гидро- или электропривода позволяет осуществлять наклон печи в сторону рабочего окна на 12о для скачивания шлака по ходу плавки, а в сторону выпускной летки – до 42о при выпуске стали, а при скачивании шлака – до 120о. Печи оснащены механизмами подъема-поворота свода, зажима и перемещения электродов, а также системами автоматического поддержания электрической дуги, водоохлаждения (корпуса, свода и сводового электродного кольца), газоотсоса и газоочистки.
В зависимости от марки выплавляемой стали и качества поставляемого стального лома применяют дуговые электропечи с основной или кислой футеровкой. Основную футеровку формируют из магнезитовых огнеупоров: стены и свод выкладывают соответственно магнезитовым и хромомагнезитовым кирпичом, а рабочий слой подины и откосов набивают смесью магнезитового порошка со смоляным или пековым связующим. Кислую футеровку формируют с использованием динасового кирпича и смеси кварцитового порошка или кварцевого песка с жидким стеклом и огнеупорной глиной.
Дуговые печи с основной футеровкой имеют более широкие металлургические возможности, так как позволяют осуществлять процессы дефосфорации и десульфурации, без ограничений реализовать окислительные и восстановительные процессы, выплавлять практически любые марки литейных сталей. Наиболее целесообразно их применять для выплавки высоколегированных сталей со специальными свойствами, а также конструкционных сталей повышенного качества. В этих печах выплавляют около 35 % всей электростали, идущей на производство стального литья. Это главным образом высокомарганцевые стали (~ 20 %), высокохромистые и хромоникелевые коррозионностойкие, жаропрочные и жаростойкие стали (~ 5 %). Остальные 10 % приходится на углеродистые и легированные конструкционные стали с особо низким содержанием фосфора и серы, предназначенные для изготовления отливок особо ответственного назначения, в частности, тяжелонагруженных и хладностойких.
Дуговые печи с кислой футеровкой, несмотря на невозможность проведения в них операции дефосфорации и десульфурации, получили в литейных цехах большее распространение. Их преимущество перед электропечами с основной футеровкой заключаются в следующем:
~ более низкая стоимость кислых огнеупоров (динасового кирпича, кварцитового порошка и кварцевого песка) в сравнении с основными;
~ более высокая их стойкость к теплосменам и обусловленный этим более длительный срок службы в условиях частых перерывов в работе печей, что характерно для литейного производства;
~ возможность формирования более глубокой ванны расплава (из-за отсутствия необходимости проведения процессов дефосфорации и десульфурации) и уменьшения удельной поверхности металл-футеровка и металл-шлак, через которые происходят теплопотери;
~ более высокий тепловой к.п.д. за счет уменьшения теплопотерь, вследствие более низкой теплопроводности кислых огнеупоров и кислых шлаков, а также уменьшения удельной поверхности теплоотвода;
~ более высокая производительность за счет ускоренного нагрева и плавления металла, сокращения окислительного периода и исключения операции дефосфорации и десульфурации;
~ снижение расхода электроэнергии и электродов;
~ самораскисление жидкой стали вследствие восстановления кремния из SiO2 футеровки и шлака углеродом расплава и большая чистота стали по неметаллическим включениям.
Однако, в дуговых печах с кислой футеровкой нельзя выплавлять стали, легированные повышенным количеством марганца, а также титаном, цирконием и алюминием. Это обусловлено тем, что марганец при плавке неизбежно окисляется с образованием основного оксида MnO, который активно взаимодействует с кислым оксидом SiO2 с формированием легкоплавких силикатов и размывает кислую футеровку. А титаном, цирконием и алюминием восстанавливают кремний из SiO2 футеровки, разрушая ее и одновременно обогащая расплав кремнием.
В последние годы в литейных цехах активно осваивают дуговые печи постоянного тока (Рис 2.2.3), которые отличаются тем, что в них используется однофазный прямой ток. При этом они имеют один графитовый электрод, который служит катодом. Роль анода в этих печах выполняет шихта или расплав, к которым ток подводят через один или несколько подовых медных электродов. Благодаря применению постоянного тока электрическая дуга горит стабильно (без затухания и зажигания в соответствии с частотой тока). А вследствие протекания тока через толщу (слой) расплава обеспечивается активное его перемешивание, что способствует снижению местного перегрева, лучшему усвоению добавок и равномерному распределению компонентов.
Технические характеристики дуговых печей постоянного тока представлены в табл. 2.2.5.
Таблица 2.2.5 Технические характеристики дуговых печей постоянного тока
| Показатели | Вместимость печи, т | ||||||||
| 0,1 | 0,25 | 0.5 | 1,5 | 3,0 | 6,0 | ||||
| Мощность, кВА | 630; | 18360; | |||||||
| Удельный расход электроэнергии, Вт∙ч/т | 560; | ||||||||
| Время расплавления с перегревом, ч | 32 / 21 | ||||||||
| Угар металла, % (не более) | - | - | - | - | 2,5 | - | |||
| Расход электродов, кг/т (не более) | - | - | 1,5 | - | - | 1,5 | 1,5 | 1,5 | - |
Дуговые печи постоянного тока имеют следующие преимущества перед аналогичными печами переменного тока:
~ более низкий расход электродов (в 2-3 раза);
~ снижение угара металла (до 2-4 %);
~ лучшее усвоение ферросплавов (на 15-20 %);
~ снижение количества пылевыбросов (в 6-8 раз);
~ снижение уровня шума (на 15-20 децибел);
~ снижение фликер-эффекта (на 50 %).
Индукционные тигельные электропечи применяют в литейных цехах с небольшим объемом производства стального литья, наиболее часто - в условиях литья по выплавляемым моделям. При этом преимущественно используют печи с кислой футеровкой, поскольку они дешевле и более стойки к теплосменам и в них можно выплавлять практически все основные марки сталей. Только стали, содержащие алюминий, титан и марганец, следует выплавлять в индукционных тигельных печах с основной футеровкой. Это обусловлено тем, что, как и в дуговых печах, алюминий и титан восстанавливают кремний из SiO2 футеровки, разрушают ее и одновременно обогащают расплав кремнием. А легированные марганцем стали при плавке образуют шлаки с высоким содержанием MnO, которые активно взаимодействует с кислым оксидом SiO2 и размывают футеровку.
Технические характеристики современных тигельных индукционных печей для выплавки сталей приведены в табл. 2.2.6.
Таблица 2.2.6 Технические характеристики индукционных тигельных печей для выплавки сталей.
| Марка печи | Вместимость, т | Мощность, кВт | Частота, Гц | Производитель- ность, т / ч | Расход электроэнергии, кВт ∙ ч / т |
| ИСТ-006 | 0,06 | 100 / 160 | 0,13 / 0,24 | 1000-1500 | |
| ИСТ-016 | 0,16 | 160 / 250 | 0,27 / 0,41 | 1000-1500 | |
| ИСТ-0,25 | 0,25 | 250 / 320 | 2400 / 1000 | 0,38 / 0,47 | 850-900 |
| ИСТ-0,4 | 0,4 | 320 / 500 | 0,44 / 0,78 | 850-900 | |
| ИСТ-1,0 | 1,0 | 500 / 800 | 1090 / 1000 | 0,79 / 1,30 | 775-800 |
| ИСТ-2,5 | 2,5 | 3,0 | 775-800 | ||
| ИСТ-6 | 6,0 | 3,0 | |||
| ИСТ-10 | 10,0 | 5,0 |
Тигельные печи питаются токами средней (500-1000 Гц) или повышенной частоты (1000-2500 Гц), для чего используются вращающиеся (машинные) или тиристорные преобразователи. Собственно печь состоит (Рис. 2.2.4) из полого водоохлаждаемого кольцевого многовиткового медного индуктора 1, подключенного к источнику тока через медные шины, и размещенного внутри него набивного тигля 2 из огнеупорного материала. Индуктор и тигель устанавливают на огнеупорное основание 6 и закрепляют в каркасе 3. При этом печь можно поворачивать вокруг оси 5 для слива шлака и выпуска плавки через носок 4. Для этого используют гидравлический или электрический привод.
Шихту загружают в тигель. При пропускании переменного тока по индуктору в полости тигля как внутри катушки создается переменное электромагнитное поле, которое возбуждает в кусковых шихтовых материалах вихревые токи. При этом высокое электрическое сопротивление компонентов шихты вызывает активное выделение в них теплоты, достаточное для быстрого нагрева и расплавления шихты, а также перегрева жидкой стали.
Шлак имеет низкую электрическую проводимость. Поэтому в нем эффект возбуждения вихревых токов и выделения теплоты практически не проявляются. Вследствие этого шлак, в отличие от электродуговой плавки, имеет более низкую температуру, чем расплав. Это не позволяет активно проводить процессы дефосфорации и десульфурации жидкой стали.
Достоинствами индукционных тигельных печей являются: малый угар шихты и легирующих элементов, активное перемешивание расплава и возможность получения однородного по химическому составу и температуре жидкого металла. Недостатками этих печей являются: малоэффективность проведения процессов дефосфорации и десульфурации из-за низкой температуры шлака, а также недостаточная стойкость футеровки.
Конвертеры в настоящее время как самостоятельные плавильные агрегаты для выплавки литейных сталей не применяют. Но их используют как агрегат дуплекс-процесса плавки высокохромистых низкоуглеродистых сталей. При этом в дуговой электропечи выплавляют расплав в виде полупродукта с практически любым содержанием углерода, но регламентированным содержанием кремния и хрома, а также фосфора и серы. Затем этот полупродукт заливают в конвертер, где осуществляют аргоно-кислородное рафинирование и получают легированную сталь с низким и сверхнизким содержанием углерода.
Мартеновские печи сохранились в старых литейных цехах, производящих крупнотоннажное литье. Ввиду их низкой производительности, высоких эксплуатационных расходов и санитарно-экологических недостатков они повсеместно заменяются более совершенными дуговыми электропечами.
Специальные плавильные печи, к которым относят вакуумно-индукционные и вакуумно-дуговые, плазменно-дуговые, электронно-лучевые и электрошлаковые, применяют в основном для выплавки сталей со специальными и особыми свойствами.
Вакуумно-индукционные печи бывают однокамерные и многокамерные. На рис. 2.2.5 представлена конструкция однокамерной печи.
Рис. 2.2.5 Схема вакуумной индукционной печи:
а – продольный и б – поперечный разрезы;
Плавильное устройство размещено в вакуумной камере. Камера 2 создается при совмещении откатного корпуса со стационарной стенкой. В откатном корпусе имеются смотровые окна 1, рубашка водяного охлаждения 3, дозатор 4 для ввода добавок и вакуумметр 9. К стационарной стенке смонтирован плавильный тигель 5 с площадкой 11 и токоподводящими шинами 7. Литейные формы крепят на площадке 11 с помощью откидной траверсы. Заливку форм осуществляют путем поворота тигля с площадкой при помощи электродвигателя 10 с редуктором поворотного механизма.
Вакуумно-индукционные печи в сравнении с индукционными печами имеют важное преимущество: в условиях глубокого вакуума (10-100 Па) эффективно реализуются экстракция из жидкой стали растворенных газов и её углеродное раскисление, что позволяет получать сталь с низким содержанием газов и высокой раскисленности без применения металлических раскислителей. Кроме того, отсутствие окислительной газовой среды позволяет выплавлять стали, легированные активными к кислороду элементами, с максимальным их усвоением и минимальных загрязнением расплава неметаллическими включениями.
Недостатком этих печей является развитие в условиях высокого вакуума нежелательного взаимодействия жидкой стали с футеровкой тигля. Этот процесс ускоряется при повышении вакуума и температуры. Следствием этого становятся загрязнение металла продуктами взаимодействия и снижение стойкости футеровки тигля (не более 20-50 плавок). Для максимального ограничения указанного взаимодействия и повышения стойкости тигля его изготовляют из наиболее высококачественных оксидных материалов - плавленых MgO, Al2O3 и ZrO2, которые обладают высокой огнеупорностью и слабым химическим взаимодействием с расплавом стали.
Вакуумно-дуговые печи (Рис. 2.2.6) также размещаются в вакуумной камере 1. Плавку осуществляют в водо-охлаждаемом тигле 2, имеющем намороженный слой выплавляемой стали (гарнисаж) 3. Расплав стали получают оплавлением электрической дугой постоянного тока расходуемого электрода 4, в качестве которого используют предварительно отлитую цилиндрическую заготовку из той же стали. Остаточное давление в вакуумной камере составляет 0,1…1,0 Па. Заливку стали в литейную форму 5 осуществляют в вакууме.
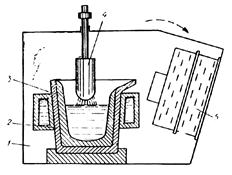
Рис. 2.2.6 Схема устройства вакуумно-дуговой печи
Сами печи имеют сложное и дорогое оборудование, невысокую производительность. Себестоимость отливок в 3…5 раз выше, чем при обычной электродуговой плавке. Но отливки получаются высокого качества: с минимальным содержанием растворенных газов, неметаллических включений и примесей цветных металлов; с высокими и стабильными параметрами механических свойств; без дефектов в виде газовых раковин и плен. Поэтому такие печи используют при изготовлении литых деталей особо ответственного назначения (для аэро-космической техники, энергетического и транспортного машиностроения, химической и др. отраслей промышленности).
Электронно-лучевые печи по конструкции похожи на вакуумно-дуговые печи (Рис. 2.2.7).
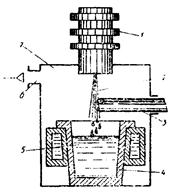
Рис. 2.2.7. Электронно-лучевая печь
Плавку осуществляют в водо-охлаждаемом гарнисажном тигле 4, который размещен внутри вакуумной камеры 7. Расплав стали получают оплавлением предварительно отлитой заготовки 3 из той же стали. Расплавление осуществляют за счет энергии электронного луча 2, генерируемого в электронной пушке 1. Обычно печи работают на постоянном токе при остаточном давлении 0,01...0,1 Па. В водоохлаждаемой гарнисажной печи установлены одна или несколько электронных пушек, с помощью которых наплавляют порцию металла. Затем печь наклоняют и сталь заливают в водоохлаждаемую форму. При этом одни пушки обогревают ванну, другие - носок тигля, литник или приемную воронку. Особенно это необходимо при литье высоколегированных сталей.
Плазменно-дуговые печи внешне похожи на дуговые печи постоянного тока (Рис. 2.2.8): так же имеют подовый водо-охлаждаемый электрод 2 и работают на постоянном токе. Но вместо энергии электрической дуги для расплавления шихты и получения расплава стали 3 используют энергию плазмы, которую генерируют специальные устройства - плазмотроны 1.
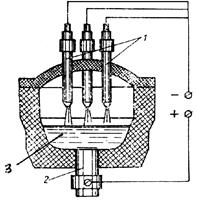
Рис. 2.2.8 Плазменно-дуговая печь
Для выплавки сталей используется так называемая низкотемпературная плазма (10000...30000 0С) со степенью ионизации около 1 %. Генератор плазмы плазмотрон состоит из водоохлаждаемого корпуса с крышкой, катода с вольфрамовым наконечником и медного анода с отверстием в виде сопла. Струя ионизированного газа вытекает из сопла, отрывает дугу от него и замыкает цепь на металле (шихте или жидкой стали). Длина плазменной дуги может достигать 1...2 м. Высокая температура плазмы обеспечивает высокую скорость плавления и нагрева металла. А большая длина дуги, при устойчивом горении, вне зависимости от обвалов шихты и всплесков жидкой стали способствует хорошей работе всего агрегата.
Плазменно-дуговые печи позволяют выплавлять особо низкоуглеродистые стали, так как в них нет угольных электродов. В печах создают нейтральную атмосферу, что способствует получению стали с низким содержанием газов и неметаллических включения и обеспечивает высокую степень усвоения легирующих компонентов шихты.
Электрошлаковые печи имеют электрическую схему питания (рис. 2.2.9) сходную с вакуумно-дуговой печью.
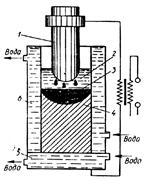
Рис. 2.2.9 Печь электрошлаковой плавки
Фазы электрического тока подсоединены к расходуемому электроду 1 и водоохлаждаемой литейной форме 5. Но принцип действия этих печей отличается: расходуемый электрод погружен в слой жидкого электропроводящего шлака 2. К электроду и изложнице подводят переменный электрический ток, который, проходя через слой шлака, нагревает его до температуры 1600...2000 0С. При этом часть тепла передается электроду, торец его расплавляется. Капли металла проходят через слой шлака и очищаются от вредных примесей, прежде всего от серы и неметаллических включений, и образуют жидкую ванну (лунку) 3. Расплав в изложнице затвердевает направленно снизу вверх, обеспечивая получение качественной литой заготовки 4. При этом шлак, затекая в зазор между изложницей и литой заготовкой, образует шлаковая корочка (гарнисаж). Вследствие этого заготовка имеет гладкую поверхность. В качестве шлака используют смесь на основе CаF2 с добавками Al2O3, CaO и MgO. Образующийся шлак должен иметь относительно низкую температуру плавления (1320-1450 ºС) и удельное электросопротивление при рабочих температурах в пределах 0,001-0,005 Ом·м. При изготовлении фасонных отливок метал плавят электрошлаковым методом в тигле, а затем его сливают в литейную форму. Этот способ не уступает по экономическим показателям индукционным тигельным печам. Методом электрошлакового кокильного литья получают отливки ответственного и особо ответственного назначения.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 4570; Нарушение авторских прав?; Мы поможем в написании вашей работы!