КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Усадка литейных сталей
|
|
|
|
Усадка стали в отливке складывается из уменьшения объема в жидком состоянии при охлаждении от ТЗАЛ до ТЛ, из уменьшения объема в интервале (Т Л – Т С) при изменении агрегатного состояния и, наконец, из изменения объема при охлаждении затвердевшей стали от температуры конца затвердевания до нормальной температуры. О развитии усадки в различных температурных интервалах можно судить по изменению величины удельного объема стали (рис. 2.6.2).
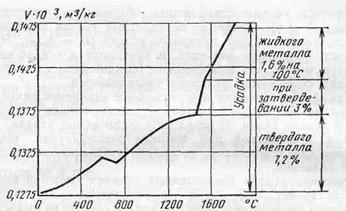
Рис. 2.6.2. Изменение удельного объема нелегированной (0,35 % С) стали
в процессе охлаждения (по данным Ю. А. Нехендзи)
Усадка в жидком состоянии определяется коэффициентом объемного сжатия и величиной перегрева над температурой плавления. Для углеродистой стали в жидком состоянии коэффициент объемного сжатия равен 1,5 ∙ 10 -4. Этот коэффициент увеличивается на 20 % при повышении содержания углерода на 1 %. Марганец, кремний, сера и фосфор заметно не влияют на коэффициент термического сжатия углеродистой стали.
Изменение объема стали при затвердевании определяется сжатием при переходе в твердое состояние и усадкой в температурном интервале (Т Л – Т С). С повышением содержания углерода увеличивается интервал кристаллизации, а, следовательно, возрастает и усадка:
Содержание углерода, %............. 0,1 0,35 0,45 0,7
Сокращение объема стали при затвердевании, %.. 2 3 4,3 5,3
Усадка стали в твердом состоянии складывается из доперлитной усадки в интервале (Т С – Т γ↔ α), расширения при фазовом  превращении и послеперлитной усадки при дальнейшем охлаждении.
превращении и послеперлитной усадки при дальнейшем охлаждении.
Суммарное сокращение объема в твердом состоянии составляет 7,2—7,5 %, а линейных размеров — 2,4—2,5 % (свободная линейная усадка).
С повышением содержания углерода линейная усадка в твердом состоянии уменьшается главным образом за счет уменьшения доперлитной усадки (табл. 2.6.1).
Таблица 2.6.1 Зависимость линейной усадки сталей от содержания углерода
(по данным Ю. А. Нехендзи)
| Содержание углерода, % | Линейная усадка, % | Линейное
расширение при
превращении, %
| ||
| доперлитная | послеперлитная | свободная | ||
| 0,08 | 1,42 | 1,16 | 2,47 | 0,11 |
| 0,14 | 1,52 | 1,06 | 2,46 | 0,11 |
| 0,35 | 1 47 | 1,04 | 2,40 | 0,11 |
| 0,45 | 1,39 | 1,07 | 2,35 | 0,11 |
| 0,55 | 1,35 | 1,05 | 2,31 | 0,09 |
| 0,90 | 1,21 | 0,98 | 2,18 | 0,01 |
Исключение составляют стали, содержащие ≤ 0,18 % С. Повышенная усадка в этом случае объясняется резким сокращением объема при перитектической реакции ( + Ж
+ Ж  ). Снижение доперлитной усадки вызвано уменьшением температурного интервала усадки. Этот фактор имеет решающее значение, и доперлитная усадка снижается несмотря на то, что коэффициент термического сжатия при повышении содержания углерода увеличивается.
). Снижение доперлитной усадки вызвано уменьшением температурного интервала усадки. Этот фактор имеет решающее значение, и доперлитная усадка снижается несмотря на то, что коэффициент термического сжатия при повышении содержания углерода увеличивается.
В реальных условиях действительное изменение линейных размеров стальных отливок (литейная усадка) меньше свободной линейной усадки стали. В результате торможения усадки, главным образом доперлитной при высоких температурах, происходит пластическая деформация, несколько уменьшающая общее изменение размеров.
Литейная усадка тонкостенных отливок сложной конфигурации составляет 1,25 -1,50 %, толстостенных – 2,0 - 2,3 %. Даже в условиях торможения литейная усадка обычно не бывает меньше 1 %, иначе в отливках образуются трещины.
Торможение усадки, особенно в высокотемпературной области, если даже оно и не привело к появлению трещин, является причиной заметного снижения пластичности и ударной вязкости в результате появления деформационной пористости. В частности, для стали 35Л снижение относительного удлинения и ударной вязкости достигает соответственно 40 и 30 %.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 5727; Нарушение авторских прав?; Мы поможем в написании вашей работы!