КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сущность и техника особых способов наплавки
|
|
|
|
Кроме описанных выше основных способов наплавки, достаточно широко применяемых в промышленности, имеется ряд других, имеющих ограниченное применение. Это наплавка с разделенными процессами тепловой подготовки наплавляемого металла и наплавляемой детали, наплавка токами высокой частоты, вибродуговая, дуговая лежачим электродом, вакуумно-дуговая испаряющимся электродом, газотермическая наплавка и напыление с использованием гибких шнуровых материалов.
Наплавку с разделенными процессами тепловой подготовки применяют в основном при наплавке более легкоплавкого сплава (например, на основе меди) на сталь.
В настоящее время процесс реализуется в виде выливания расплавленного в тигле наплавляемого металла на предварительно заформованную (для соответствующего фиксирования месторасположения жидкогонаплавляемого металла) деталь, предварительно отдельно подогретую в печи. Для обеспечения смачивания и сцепления наплавляемого металла с деталью наплавляемую поверхность при нагреве детали в печи защищают от окисления флюсом. Способ трудно поддается механизации, трудоемкий, но обеспечивает хорошее качество наплавленного слоя.
Наплавка токами высокой частоты осуществляется расплавлением наложенной на наплавляемую поверхность смеси флюса и порошка наплавочного сплава (например, зернистого сормайта) посредством подводимого индуктора, обеспечивающего выделение достаточной тепловой мощности. Сормайт нагревается до температуры его плавления (-1150 °С). Толщина получаемого слоя более 0,4 мм. Производительность наплавки довольно высока.
Вибродуговую наплавку выполняют вибрирующим электродом диаметром 1,5... 2 мм, причем в результате его вибрации механическим путем или при помощи электромагнита с частотой до 30... 100 1/с и амплитудой 0,5... 1 мм дуга закорачивается на наплавляемое изделие и снова возбуждается. При каждом коротком замыкании часть наплавляемого электрода остается на поверхности. Толщина слоя получается небольшой. Так как в зону наплавки все время подаются охлаждающая жидкость (обычно водный раствор кальцинированной соды) или потоки воздуха, изделие прогревается и деформируется очень мало. Ускоренное охлаждение способствует повышению твердости наплавленного металла. Наиболее часто этот способ применяют при наплавке цилиндрических изделий небольшого диаметра (рис. 10). Выполняют вибродуговую наплавку и под флюсом.
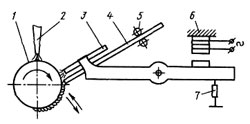
Рис. 10 Вибродуговая наплавка:
1 - наплавляемое изделие; 2 - сопло для подачи охлаждающей изделие жидкости;3 - сопло для подачи жидкости в зону сварки;4 - электродная проволока; 5 - электродоподающие ролики;6 - электромагнитный вибратор; 7 – пружина
Дуговую наплавку лежачим электродом или пластиной осуществляют посредством зажигания дуги между наплавляемым изделием и пластиной, наложенной на него над прослойкой гранулированного флюса толщиной 3... 5 мм (рис. 11, а). Дуга по мере оплавления пластины перемещается, вызывая ее расплавление и наплавление соответствующего количества металла на изделие. При надлежащей подготовке процесс происходит достаточно устойчиво. По аналогичной схеме возможна наплавка во внутренних полостях деталей по образующей (рис. 11, б).
Разработаны способы наплавки в вакууме испаряющимся и полым накаливающимся электродом.
В настоящее время для решения вопросов защиты поверхности деталей от износа, а также ремонта изношенных деталей с одновременным улучшением эксплуатационных свойств поверхности нашли широкое применение защитные покрытия, наносимые на обрабатываемую поверхность различными методами газотермического напыления или наплавки. Обеспечение заданных свойств покрытий для конкретных условий эксплуатации деталей возможно при газотермическом напылении или наплавке как отдельных композиционных порошковых материалов, так и многокомпонентных механических смесей порошков различного гранулометрического состава.
Недостатками любого метода газотермического напыления или наплавки, использующего для нанесения покрытий порошковые материалы, является сложность обеспечения стабильности свойств и надлежащего уровня качества покрытий, получаемых из многокомпонентных механических смесей порошков, что вызвано сегрегацией компонентов при смешивании и транспортировании смеси из дозирующих устройств в струю. Сегрегация приводит к неравномерности формирования структуры, увеличению пористости, снижению прочности и ухудшению эксплуатационных характеристик покрытий.
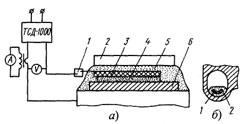
Рис. 11 Наплавка лежачим пластинчатым электродом:
а - схема наплавки лежачим пластинчатым электродом:
1 - подвод тока; 2 - медная плита; 3 - электрод;4 - легирующая обмазка; 5 - флюс; 6- изделие;
б - пример применения наплавки лежачим электродом длявосстановления изношенной проушины трака: 1 - стержень; 2 - покрытие
Указанных недостатков лишены системы газопламенного напыления, использующие в качестве распыляемого материала стержни, изготовленные высокотемпературным спеканием или экструзией порошков со связующим. Малая длина стержней не дает возможности выполнять процесс напыления непрерывно, что ограничивает возможности применения данного метода.
Получение покрытий с заданными свойствами, в том числе и из многокомпонентных механических смесей порошков различного гранулометрического состава, обеспечивается при использовании гибких шнуровых материалов (ГШМ). Они специально разработаны для использования в системах газопламенного напыления, а также для ручной газопламенной наплавки и представляют собой получаемый экструзией композиционный материал шнурового типа, состоящий из порошкового наполнителя и органического связующего, полностью исчезающего при нанесении покрытия - связующее сублимирует в процессе нагрева при температуре 400 °С без какого-либо отложения на подложку. Прочность и эластичность гибких шнуров позволяет пользоваться ими так же, как и проволокой и наносить покрытия с помощью газопламенных аппаратов проволочного типа. Метод газопламенного напыления отличается экономичностью, простотой аппаратурного оформления и надежностью оборудования для нанесения покрытий, что позволяет использовать его там, где требуется соблюдение непрерывности и стабильности технологического процесса. В цеховых условиях процесс газопламенного напыления может быть механизирован или автоматизирован. Кроме того, небольшая масса и мобильность ручных аппаратов позволяет использовать их для обработки крупногабаритных деталей и металлоконструкций в полевых условиях.
Технология изготовления гибких шнуровых материалов позволяет получать в составе шнуров практически любые сочетания различных порошковых материалов, отличающихся по гранулометрическому составу. Стабильная подача шнурового материала в высокотемпературную зону газового потока по оси струи, аналогично достигаемой при распылении стержней и проволок, а также правильный подбор состава компонентов порошковых смесей и размера частиц порошков гарантирует расплавление всех составляющих порошкового наполнителя шнура, в том числе и керамики. Это обеспечивает получение следующих преимуществ по сравнению с традиционными методами газотермического напыления и наплавки:
- повышение коэффициента использования напыляемого материала;
- повышение прочности сцепления покрытий с основой при напылении (адгезия);
- повышение прочности сцепления напыленных частиц между собой (когезия);
- повышенная скорость распыляемых частиц в газовом потоке позволяет наносить покрытия с пониженной пористостью, достигаемой при использовании газопламенного порошкового напыления;
- катушечная намотка гибкого шнура позволяет автоматизировать операцию напыления.
При использовании ГШМ достигается высокая производительность и экономичность напыления и наплавки. Этот факт подтверждается возрастающим в мире спросом на шнуровые материалы, особенно на материалы из оксидной керамики и карбида вольфрама.
Технологический процесс производства деталей с покрытиями, получаемыми с помощью шнуровых материалов, включает операции предварительной мойки, обезжиривания, абразивно-струйной обработки заготовок, газопламенного напыления, сплавления покрытий (при использовании гибких шнуровых материалов на основе самофлюсующихся сплавов системы Ni(Co)-Cr-B-Si) и последующей размерной обработки деталей. Операция газопламенного напыления может быть заменена на операции газопламенной, плазменной или электродуговой неплавящимся электродом наплавки. При этом можно использовать стандартное промышленное оборудование.

Рис. 14.15. Схема установки "ТЕХНИКОРД ТОП-ЖЕТ/2" для газопламенного напыления:
1 - пистолет-распылитель; 2 - стойка для катушек и пульта; 3 - пульт управления; 4 - блок подготовки воздуха; 5,10,13 - регуляторырасхода соответственно воздуха, кислорода и горючего газа;6,8,11 - регуляторы давления соответственно воздуха, кислорода игорючего газа; 7, 9,12 - манометры соответственносжатого воздуха, кислорода и горючего газа;14,15- штуцеры входа соответственно горючего газа и кислорода;16,17,18- штуцеры выхода соответственно горючего газа,кислорода и воздуха; 19 - пламягасители;20,21, 22 - шланги соответственно горючего газа, кислорода и сжатого воздуха;23 - баллон для горючего газа; 24 - редуктор горючего газа;25 - кислородный баллон; 26 - кислородный редуктор
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 699; Нарушение авторских прав?; Мы поможем в написании вашей работы!