КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Дисперсність порошку, мкм С, % (за масою) Нm, МПа
|
|
|
|
<45 3,85/1,55 5110-6450/5780
(-90) - (+45) 3,93/2,02 4480-8930/6700
(-150) -(+90) 3,88/3,22 5590-24000/14800

Примітка. У чисельнику - значення концентрацій вуглецю і твердості частинок у покритті до напилювання; у знаменнику - після напилювання.
. При цьому зберігається і висока середня мікротвердість частинок у покритті 14,8-103 МПа. Дрібні частинки зневуглецьовуються практично на всю глибину. Дослідженнями встановлено також, що при збільшенні потужності дуги і дистанції напилювання окислювання вуглецю в напилюваних частинках істотно посилюється. Деяке зниження втрат вуглецю було досягнуто при застосуванні захисних пристроїв на плазмотроні. Мінімальні втрати вуглецю були досягнуті тільки при напилюванні в камерах із загальним захистом процесу напилювання.
Зневуглецьовані дрібні частинки карбіду вольфраму можна використовувати як пластичний компонент покриття. Змінюючи співвідношення між великими і дрібними частинками у вихідному порошку карбідів вольфраму, можна одержувати покриття з різною структурою і мікротвердістю її складових.
У практиці газотермічного напилювання карбідів вольфраму застосовують механичні суміші з різними добавками пластичного компоненту: нікелю, кобальту, міді і сплавів Nі-Cr, Nі-Cr-B-Sі та ін.
Зниження втрат вуглецю при напилюванні у відкритій атмосфері в основному забезпечується за рахунок нанесення на частинки плакування з нікелю, кобальту і міді. Одночасно з цим досягається введення в покриття пластичного металу. Але нанесення на частинки карбідів вольфраму нікелю, хрому, міді хімічними й електрохімічними способами товщиною до 5 мкм не забезпечує ефективний захист карбіду від окислювання вуглецю.
Експерименти показали,що спостерігається сповзання оболонки з частинок у процесі її нагрівання і переносу. Значно кращі результати були отримані при плакуванні карбіду вольфраму газофазними методами, зокрема за допомогою дисоціації карбонілу нікелю. При цьому на частинках утворюється щільний шар нікелю з високою адгезією. Докладно досліджено плазмове напилювання карбідів вольфраму з 5, 12, 30, 40 і 50 % (за масою) Nі. У покриттях утворюються різноманітні фази, деякі з них мають дуже напружений стан. Мікротвердість фаз знаходиться в широких межах: від (3-4) 10
10 до
до
(40-50) 10 МПа. При цьому твердість складає НV 1000 - 1450 МПа, пористість 3 -7 % (об’ємн.). При 40 - 50 % (за масою) плакування в покритті виявляється чистий нікель. При цьому досягаються максимальні значення продуктивності і коефіцієнта використання порошку. Однак максимум твердості покриття досягається при 30 % (за масою) Nі в плакованому карбіді. Великий вплив на властивості покрить має потужність дуги і розмір плакованих частинок. Ці два параметри в основному визначають тепловий стан частинок. Формування покриття може здійснюватися за двома схемами: з повним розплавлюванням плакованої частинки і з оплавленням тільки плакуючої оболонки. Максимум твердості покриття (HV5) досягається при мінімальних розмірах частинок (dпо = 20 ÷ 40 мкм) і максимальній потужності дуги (Nд = 40 кВт). Подальше збільшення потужності дуги Nд знижує твердість покриття і відповідно продуктивність, обумовлену активним випаровуванням нікелю і його розбризкуванням. Поряд з цим зменшується пористість, знижується гетерогенність, з'являються перенапружені фази
(Нm до 50*103 МПа). Очевидно, такий режим характерний для першої схеми формування покриття. Зі збільшенням діаметру плакованих частинок різко знижується твердість покриття. Однак мікротвердість частинок залишається високою, характерною для вихідних карбідів. Для даного випадку характерний режим другої схеми формування покриття (з розплавлюванням тільки оболонки на напилюваній частинці). Аналогічні закономірності отримані і при напилюванні кобальтованих карбідів.
Вакуумне конденсаційне напилювання карбідів вольфраму досить легко здійснюється методами розпилення. Термічне випаровування не забезпечує одержання в покриттях карбідів стехіометрічного складу. Тому найбільш раціональним є метод вакуумного реакційного напилювання.
Лекція 21. Особливості нанесення покрить із нітридів
21.1. Нанесення покрить із нітридів перехідних металів
Нітриди бувають або стехіометрічного складу, або змінного. Для нітридів характерні всі типи хімічних зв'язків: ковалентні (BN, Sі N
N ), іоноковалентні (CrN), металеві (NbN, MoN) та іонні (LіN, MgN). Останні активно розкладаються водою і тому мало придатні для створення покрить методами напилювання. Більшість нітридів так само, як і карбіди, являють собою фази втілення з щільними кубічними чи гексагональними кристалічними ґратками і мають високу температуру плавлення.Однак необхідно враховувати переважно газоконденсатну дисоціацію нітридів при їхньому нагріванні: (MeN)тв ® Метв + 1/2 N
), іоноковалентні (CrN), металеві (NbN, MoN) та іонні (LіN, MgN). Останні активно розкладаються водою і тому мало придатні для створення покрить методами напилювання. Більшість нітридів так само, як і карбіди, являють собою фази втілення з щільними кубічними чи гексагональними кристалічними ґратками і мають високу температуру плавлення.Однак необхідно враховувати переважно газоконденсатну дисоціацію нітридів при їхньому нагріванні: (MeN)тв ® Метв + 1/2 N газ. Найбільш стійкими є нітриди титану, цирконію, гафнію, танталу, алюмінію та ін.
газ. Найбільш стійкими є нітриди титану, цирконію, гафнію, танталу, алюмінію та ін.
Нестійкими є нітриди металів шостої групи, вони окисляються легше, ніж відповідні карбіди. Наведемо максимальні температури стійкості тугоплавких нітридів при їхньому окислювання на повітрі,К: 1473 для TiN; 1473 для ZrN; 1073 для VN; 1073 для TaN-NbN; 1273 для AІN; 1273 для BN; 1673 для SіN.
Найбільшою стійкістю проти окислювання володіють нітриди титану, цирконію і, особливо, кремнію. Більшість нітридів, що становлять інтерес для утворення напилюваних покрить, слабко взаємодіють з воднем і азотоводневою сумішшю. При нагріванні в контакті з вуглецем чи вуглецевомісними газами нітриди легко утворюють відповідні карбіди чи карбонітриди.
З аналізу властивостей нітридів випливає, що їх можна використовувати при створенні зносостійких, корозійностійких і жаростійких покрить, а також ряду покрить зі специфічними характеристиками. Найбільші труднощі пов'язані зі застосуванням методів газотермічного напилювання. При високих температурах нагрівання напилювані частинки дисоціюють. Недостатній прогрів не забезпечує їхнє закріплення на поверхні напилювання (коефіцієнт використання порошку дорівнює нулю). Процес газотермічного напилювання може бути реалізований тільки при використанні композиційних порошків: плакованих чи конгломерованих. У композиційній частинці при нагріванні нітридна складова знаходиться у твердому стані. У розплавлений стан переходить легкоплавка металічна складова частинки. Таким чином перспективним при напилюванні газотермічних покрить є використання плакованнх нітридних порошків.
21.2. Нанесення покриттів із нітридів бору, алюмінію та кремнію.
Плакування нітридів
Широке застосування одержало газотермічне напилювання нітриду боpу у складі конгломерованих композиційних порошків. Відомо, що a-BN подібно графіту характеризується високими антифрикційними властивостями. У зв'язку з цим a-BN (білий графіт) використовують у конструкційних покриттях, наприклад різного роду ущільненнях газотурбінних двигунів. Нітрид бору
(dпo» 1 мкм) замішують з металевими порошками на рідкому склі чи іншому з’єднувальному компоненті. Пастоподібну суміш гранулюють, сушать і розсіюють з виділенням необхідної фракції (60 -100 мкм). При газотермічному напилюванні легкоплавка основа композиційної частинки розплавляється. За рахунок цього в покритті, при його формуванні, утворюються досить міцні адгезійні і когезійні зв'язки. Конгломерування нітридних частинок з іншими складовими відкриває нові галузі їхнього застосування в газотермічних покриттях. При цьому реалізуються унікальні властивості цілого ряду нітридів (b-BN, AІN, TіN, SіN4 та ін.).
Для створення тонких нітридних покрить (dП = 1 ÷ 180 мкм) найбільшого поширення одержали методи вакуумного конденсаційного напилювання. Причому в усіх випадках процес напилювання необхідно вести в присутності азоту вакуумними реакційними способами. Формування вакуумних реакційних покрить полегшується в зв'язку із широкими областями гомогенності, властивими нітридним сполукам:
Нітрид...... TІN ZrN VN NbN TaN
Вміст....
N2, % (ат) 37- 50 34 - 50 41- 50 50 – 51 44 - 47
Для одержання нітридних покрить відповідний нітриду метал випаровують чи розпорошують у середовищі азоту. Молекули нітридів утворюються при зіткненні атомів реагуючих елементів. Ймовірність зіткнення атомів у газовій фазі при тиску азоту в камері 10-2 Па мала. Середня довжина вільного пробігу молекул газу складає близько 50 см. Зі збільшенням тиску азоту в камері ймовірність синтезу нітридів у газовій фазі зростає. Тому можна вважати, що реакція утворення нітридів в основному відбувається на поверхні напилювання. Характер проходження реакції залежить від попадання на поверхню деталі атомів металу й азоту, коефіцієнта їхньої конденсації і температури цієї поверхні. Для напилювання нітриду титану можна розрахувати парціальний тиск азоту в камері P , при який частота зіткнення атомів металу і молекул азоту на поверхні буде приблизно однаковою.
, при який частота зіткнення атомів металу і молекул азоту на поверхні буде приблизно однаковою.
Число атомів титану NК, ат/см с, що досягає поверхні конденсації в одиницю часу виразимо через швидкість осадження (без урахування розсіювання газоподібними молекулами):
с, що досягає поверхні конденсації в одиницю часу виразимо через швидкість осадження (без урахування розсіювання газоподібними молекулами):
NК = NА rVк / M,
rVк / M,
де NА-число Авогадро; r - густина титану, що дорівнює 4,5 г/см;
Vk – швидкість осадження (випаровування), що дорівнює 610 г/смс;
г/смс;
М - молекулярна маса титану, що дорівнює 48 г/ат. Розрахункова величина NК складе 3,410 ат/ смс.
ат/ смс.
Частота зіткнення молекул азоту N може бути визначена з виразу:
може бути визначена з виразу:
N= 2,6310 (MТ)
(MТ) P,
P,
де M- молекулярна маса азоту; Т - температура газу (найчастіше
300 °С); P- парціальний тиск азоту, Па.
Розрахунки показують, що однакова кількість зіткнень атомів металу і молекул газу буде відбуватися при PN = 0,08 Па.
Реакцію між металом і азотом можна стимулювати активацією й іонізацією атомів. Цього особливо легко досягнути при використанні дугових способів розпилення-випаровування і магнетронному іонному розпиленні. Іонізація потоку пари обумовлює особливо високі швидкості плазмохімічних реакцій як у випарному просторі, так і на поверхні напилювання. Концентрацію азоту в напилюванному покритті доцільно регулювати зміною тиску азоту в камері. Однак великий вплив має і величина негативного зсуву потенціалу, що подається на напилювану деталь.
Для підвищення надійності нітридних покрить часто змінюють концентрацію азоту по товщині покриття. Перший шар осаджують практично з чистого металу. Далі концентрацію азоту по товщині покриття збільшують і доводять до стехіометрічного значення нітриду.Розрізняють три етапи режиму напилювання.
Перший етап - обробка в тліючому розряді для очищення поверхні і підігріву деталі до 250-280 °С. Тиск у камерi Рк = 5 10 Па; напруга розряду Up = 2,0 ÷ 2,2 кВ; струм розряду Iр = 0,05 ÷ 0,5 А; t = 7 ÷ 20 хв.
Па; напруга розряду Up = 2,0 ÷ 2,2 кВ; струм розряду Iр = 0,05 ÷ 0,5 А; t = 7 ÷ 20 хв.
Другий етап - іонне бомбардування поверхні з метою остаточного її очищення й активації: Рк = (2 ÷ 3) 10-1 Па; Ід = 75 ÷ 80 А; t = 1 ÷ 5 хв.
Третій етап - напилювання шару покриття: тиск азоту
P = (2 ÷ 3) 10-1 Па; Iд = 70 ÷ 120 А; T = 400 ÷450 °С; t = 6 ÷ 10 хв.
= (2 ÷ 3) 10-1 Па; Iд = 70 ÷ 120 А; T = 400 ÷450 °С; t = 6 ÷ 10 хв.
Лекція 22. Напилення борідних покрить
22.1. Нанесення борідних покрить
Більшість боридів мають високу температуру плавлення і значну термодинамічну стабільність Характерна spконфігурація обумовлює їхню високу твердість. Боридам властива термостійкість і яскраво виражені металеві властивості. Різні типи хімічних зв'язків у боридах обумовлюють широкий спектр їхніх фізико-хімічних властивостей. Перехід від нижчих боридів до вищих в ряді МеB ®МеB ® МеВ ® МеB®МеВ супроводжується зростанням твердості, зменшенням ентальпії утворення, збільшенням температури плавлення. Значно зростає також твердість, міцність, стійкість до окислювання й інші показники. У нижчих боридів атоми бору взаємно ізольовані; у вищих - з'єднані міцним ковалентним зв'язком. У техниці найбільше розповсюдження отримали дібориди. Боридні покриття можуть мати високу зносостійкість при нормальних і підвищених температурах,а також жаростійкість, корозійну стійкість в ряді агресивних середовищ. При газотермічному напилюванні покрить необхідно враховувати високу температуру плавлення боридів. Незначна густина цих сполук приводить до високих швидкостей напилюваних частинок. У цих випадках потрібна велика потужність джерела теплоти. З нагріванням боридів можливий їхній перехід з вищих сполук у нижчі, а також можлива дисоціація з утворенням окремих елементів.
® МеВ ® МеB®МеВ супроводжується зростанням твердості, зменшенням ентальпії утворення, збільшенням температури плавлення. Значно зростає також твердість, міцність, стійкість до окислювання й інші показники. У нижчих боридів атоми бору взаємно ізольовані; у вищих - з'єднані міцним ковалентним зв'язком. У техниці найбільше розповсюдження отримали дібориди. Боридні покриття можуть мати високу зносостійкість при нормальних і підвищених температурах,а також жаростійкість, корозійну стійкість в ряді агресивних середовищ. При газотермічному напилюванні покрить необхідно враховувати високу температуру плавлення боридів. Незначна густина цих сполук приводить до високих швидкостей напилюваних частинок. У цих випадках потрібна велика потужність джерела теплоти. З нагріванням боридів можливий їхній перехід з вищих сполук у нижчі, а також можлива дисоціація з утворенням окремих елементів.
При напилюванні покрить у відкритій атмосфері неминуче окислювання частинок. При цьому на поверхні утворюється легкоплавка оксидна плівка ВOз температурою плавлення
460 °С, або більш складна плівка за участю оксиду металу
(ВO)x (МеО)у. Захисні властивості оксидної плівки вважають досить надійними від глибинного окислювання напилюваної частинки. При взаємодії напилюваних частинок з азотом, що міститься в двофазному потоці, може спостерігатися утворення нітридів.
Даним часом боридна група матеріалів недостатньо досліджена щодо газотермічного напилювання. Однак результати дослідів з плазмового напилювання диборидів хрому і цирконію показали задовільні результати. Покриття товщиною 0,3 - 0,5 мм наносилося на вироби з корозійностійкої сталі. Режим напилювання такий: dп = 50 ÷ 63 мкм; Iд = 500 А; GAг = 0,5 г/с; GN= 0,15 г/с; Gт.г = 0,55 г/с (Gт.г - витрата транспортувального газу); L = 60 мм.
22.2. Властивості боридних покрить
Наведемо деякі властивості напилених покрить:
Бориди СгВ ZrВ
sа, МПа 1,53 1,44
sк, МПа 12-24 18-26
П, % (об’ємн.) 10,9 8,0
Коефіцієнт використання 53 63
порошку, %
Нm, ГПа 1850 2000
Аналіз показує, що властивості боридних покрить аналогічні покриттям, напиленим з інших матеріалів. Мікроструктура покрить з дібориду хрому має шарувату будову з набором нерівномірно розташованих фаз, що чергуються: СгВ, ВO, СгO. У покритті також присутня невелика кількість BN і вільного бору. Аналогічна
будова покриття з дибopиду цирконію. У ньому виявлені фази:
ZrВ, ZrО, ВO, ZrN, BN і В. Мікротвердість окремих складових колива-ється від 21,00 до 30,00 ГПа.
Чисті боридні газотермічні покриття так само, як карбідні чи нітридні, мають підвищену крихкість. Для підвищення пластичності в покриття рекомендується вводити матричний компонент, що знижує крихкість напилюваного матеріалу. Найбільш доцільно для цього застосовувати композиційні порошки (плаковані, конгломеровані) чи механічні суміші боридів з іншими порошками.
Практика показала задовільну сумісність боридів хрому, титану і цирконію з пластичною зв'язкою з хрому чи сплавів на основі нікелю і хрому. Однак у системі MeВ- Nі чи МеВ- NіCr можливо оплавлення евтектики Nі-NіB при 1100 °С. Чималий інтерес для газотермічного напилювання становить композиційний порошок з дібориду заліза, отриманий методом СВС. Покриття, напилені з FeВз матричним металом, мають високу зносостійкість. Витрати на виробництво порошку мінімальні. У перспективі роль боридних покрить, напилюваних газотермічними методами, зростатиме.
Вакуумні конденсаційні методи напилювання боридних покрить поки не одержали поширення.
Лекція 23. Нанесення оксидних покрить
23.1. Загальна характеристика оксидних покрить
У багатьох агресивних середовищах, особливо при високих температурах, оксиди значно більш стійкі порівняно з карбідами, боридами і нітридами. До специфічних властивостей оксидів належать низькі теплопровідність і електропровідність. Більшість оксидів, застосовуваних для напилювання покрить, має високу температуру плавлення, твердість і зносостійкість. Оксиди, особливо вищі, будучи кінцевими продуктами окислення інертні до окисних середовищ. Оксидні покриття найбільш універсальні в умовах експлуатації і можуть бути використані як корозійностійкі і жаростійкі, теплозахисні, електроізоляційні і зносостійкі. Завдяки невисокій вартості ряду промислових оксидів та їхнім універсальним експлуатаційним властивостям ця група матеріалів одержала особливо широке застосування в напилюваних покриттях. Причому використовують як методи газотермічного напилювання, так і вакуумного конденсаційного.
Для газотермічних методів напилювання оксидів важливим є поводження напилюваних частинок при їхньому нагріванні і переносі. Висока температура плавлення оксидів і низька їх теплопровідність затрудняє прогрівання напилюваних частинок. Тому необхідно застосовувати джерела теплоти з високою ентальпією. При цьому необхідно збільшувати шлях ефективного нагрівання частинок при їх переносі в струмені.
Ступінь дисоціації визначається термодинамічною стійкістю оксидів і умовами їхнього нагрівання. Так, при плазмовому напилюванні з ентальпією струменя на зрізі сопла 28-30 кДж/r термодинамічна стійкість оксидів у міру її зростання така: CuO, FeO> CrO, CrO, TіО, ZrО, AlO. Спостерігається кореляція ступеня дисоціації з теплотою утворення оксидів. Навіть термодинамічно міцні оксиди схильні до значної дисоціації при температурі нагрівання частинок, близької до температури плавлення. Для зменшення ступеня дисоціації оксидів при напилюванні слід знижувати температуру нагрівання частинок, застосовувати плакування і т.д.
Взаємодія оксидних частинок з газовою фазою, що містить азот, водень і вуглецевомісні гази, виявляється дуже слабко. Очевидно, це пов'язано з малим часом контактування при переносі частинок до поверхні напилювання.
При газотермічному і вакуумному конденсаційному напилюванні оксидів одним з найбільш розповсюджених дефектів є відшаровування покрить. Причому цей дефект може виявлятися безпосередньо в процесі напилювання і при експлуатації покриття. Відшаровування спричинені, як правило, великою різницею в коефіцієнтах термічного розширення оксидного покриття і напилюваного виробу. Для часткового "згладжування" температурного коефіцієнта лінійного розширення застосовують проміжні шари (підшари). При виборі матеріалу підшару необхідно прагнути утворення на границі розподілу високої адгезійної міцності. З цієї причини часто як проміжний шар напилюють термореагуючі сполуки металідного типу, наприклад NіAl, NІAl та ін.
Газотермічним напилюванням одержують два види покрить: оксидні і металооксидні.
Для цих цілей застосовують чисті оксиди, сплави на їхній основі і механічні суміші оксидів. Грануляцію порошків залежно від методу газо-термічного напилювання вибирають у межах 10 - 80 мкм. Дрібнодис-персійні порошки застосовують для газополуменевого, детонаційно-газового і деяких способів плазмового напилювання.
Покриття, напилені з чистих оксидів, не завжди задовільняють численні експлуатаційні вимоги щодо електропровідності і теплопровідності, хімічної стійкості в активних середовищах, газопроникності.
У ряді випадків необхідно збільшити температурний коефіцієнт лінійного розширення, наблизивши його до температурного коефіцієнта лінійного розширення матеріалу напилюваного виробу. Нарешті, найбільш розповсюджені для напилювання покрить чисті оксиди: AlOZrО, тощо мають фазові перетворення при високих температурах. Це приводить до виникнення додаткових внутрішніх напружень у напилених покриттях. Розробка сплавів на основі оксидів дозволила розширити галузь їхнього застосування і підвищити експлуатаційні характеристики покрить.
23.2. Нанесення газотермічних покрить із оксидів алюмінію
Оксид алюмінію AlOзастосовують для напилювання покрить різного призначення. Необхідної фракції порошок відсівають з електрокорунду (a - AlO) чи глинозему (g - AlO), що випускаються промисловістю для багатоцільового використання. Матеріал має невисоку вартість і доступний у придбанні. Крім того, використовують і чистий безводний оксид алюмінію класу ЧДА. Найбільш стійкими модифікаціями оксиду алюмінію є a - AlO(високотемпературна) і g - AlO(низькотемпе-ратурна). При газотер-мічному напилюванні залежно від методу і режиму процесу в покритті формується як g - AlO, так і a - AlOНаприклад, у процесі плазмо-вого напилювання при високому градієнті температури контактної взаємодії покриття формується в осно-вному з модифікації g - AlO. Очевидно, перші шари на вихідній поверх-ні напилювання, коли швидкість охолодження особливо велика, формуються переважно з g - AlO. Зі збільшенням товщини покриття в його складі в значних кількостях може утворюватися і високо-температурна модифікація a - AlO. Формування фаз івідповідно зміна щільності ρпк при плазмовому напилюванні покрить з AlOзалежно від температури поверхні наведені на рис. 23.1. З підвищенням Тп в покритті зростає кількість фази a - AlO.
Одночасно з цим збільшується щільність напилюваного оксиду. Це ще раз свідчить про залежність фазового складу покриття від умов його формування. З фазовим складом зв'язані службові характеристики покриття. Збільшення  -фази в покритті з AlOістотно підвищує їхню зносостійкість.Дослідженнями встановлено перекручування кристалічних ґраток фаз і перенапруга структурних складових покриття.
-фази в покритті з AlOістотно підвищує їхню зносостійкість.Дослідженнями встановлено перекручування кристалічних ґраток фаз і перенапруга структурних складових покриття.
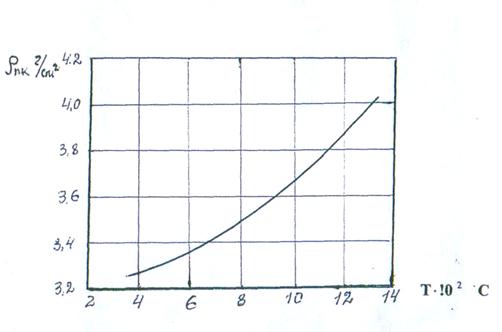
Рис. 23.1. Залежність густини ρ і фазового складу покриття
і фазового складу покриття
з AlOвід температури напиляної поверхні Тn
Система AlO– ТіОодержала велике розповсюдження при газотермічному напилюванні покрить. Застосовують механічні суміші порошків, а також спечені композиції. Добавки ТіО вибирають залежно від призначення покрить, у широкому діапазоні концентрацій. При цьому підвищуються багато показників ефективності процесу напилювання й експлуатаційних характеристик покрить. Зокрема, знижується пористість, величина залишкових напруг і підвищується пластичність. У системі AlO– ТіОможливі дві евтектики: на основі AlO(Тпл = 1840°С) і на основі (Тпл = 1705°С). Таким чином, порівняно з AlOграниця плавлення може бути знижена на 300 - 350 °С.
Уведений ТіОполіпшує змочуваність розплавленими частинками поверхні напилювання. У конгломераційних порошках кращі результати отримані на композиції AlO+13 % ТіО. Для готування сумішей використовують технічний рутил чи ТіОкласу ЧДА.
При плазмовому напилюванні механічних сумішей формуються покриття, що мають адгезійні показники на рівні показників чисто оксидних покрить - AlO, ТіО. Разом з тим пористість їх знижується на 1-2 %. Незважаючи на ретельне перемішування суміші в покритті, спостерігається нерівномірний розподіл складових AlOі ТіО. Розшарування механічної суміші внаслідок різних питомих мас компонентів відбувається частково в порошковому живильнику, в процесі транспортування порошку до розпилювача й у самому розпилювачі.
Спечені і плавлені композиції усувають недоліки, властиві механічним сумішам. Покриття мають значно меншу пористість і кращі адгезійні показники.
Вихідний стан спеченой композиції AlO- ТіОмістить - AlO, ТіОу формі рутилу і з'єднання  (АІТіО
(АІТіО ). У плазмовому покритті фазовий склад трохи змінюється: з'являються сліди
). У плазмовому покритті фазовий склад трохи змінюється: з'являються сліди  - AlO; виявляється твердий розчин на основі AlO. Поверхня зерен покрита дрібнозернистою евтектикою, в якій виявляється сполука (АІТіО).
- AlO; виявляється твердий розчин на основі AlO. Поверхня зерен покрита дрібнозернистою евтектикою, в якій виявляється сполука (АІТіО).
Система AlO- МgО. До найбільш перспективних композицій цієї системи слід віднести алюмомагнезіальну шпінель МgАІОі тверді розчини оксиду алюмінію в шпінелі. Переваги цих матеріалів порівняно з AlOтакі: найбільш висока термодинамічна стійкість завдяки кубічним кристалічним ґраткам; відсутність фазових перетворень у всьому температурному діапазоні; більш високі значення температурного коефіцієнта лінійного розширення, регульовані за рахунок зміни складу шпінелі; регулювання електроізоляційних властивостей у шпінелі за рахунок спотворень ґратки твердого розчину.
При плазменному напилюванні покрить спостерігається часткове розкладання хімічної сполуки і сублімація оксиду магнію. Втрати оксиду магнію зростають з підвищенням температури напиляних часток і збільшенням його концентрації у вихідній композиції.
Газотермічні покриття з алюмомагнезіальної шпінелі і твердих розчинів на її основі мають характерну шарувату будову. При цьому зберігається вихідний тип кристалічних ґраток. Фазових перетворень при нагріванні покриття не виявляється. Величина пористості складає 5 - 6 % (об'ємн.) і аналогічна покриттям з AlO.
Система AlO- СаО. Спечені композиції цієї системи
СаО6AlO, 5СаОAlOі ЗСаОAlOдозволяють знизити температуру нагрівання напиляних частинок порівняно з AlOприблизно до 1500 °С. Це сприятливо впливає на одержання покрить більш високої якості, особливо на зниження відкритої пористості. У покриттях, напилюваних з названих сполук спостерігається практично повна аморфізація. У процесі нагрівання напилюваних частинок при формуванні покриття не спостерігається розпаду вихідних сполук.
Наступне нагрівання покриття понад 600 - 700 °С переводить його структуру з аморфного стану в кристалічний. Об'ємна вага покриття, наприклад зі СаОAlO, збільшується з 2,75 до 2,92 г/смПри цьому покриття не розтріскується і не відшаровується.
Рис. 23.2. 3алежність питомого електроопору від температури:
1 – Mg AlO+ 30% AlO, 2 – Mg AlO+ 50% AlO,
3 – AlO , 4 – MgAlO, 5 - 3CaO Al2O3
, 4 – MgAlO, 5 - 3CaO Al2O3
Адгезійна міцність залежно від умов процесу плазмового напилювання знаходиться на рівні 7,0 - 16,0 МПа. На рис. 23.2 наведена залежність питомого електроопору  плазмового покриття від температури.
плазмового покриття від температури.
Поряд з розглянутими широко використовуються й інші композиції на основі оксиду алюмінію: AlO SіО2, AlOCrOта ін.
SіО2, AlOCrOта ін.
Оксид цирконію ZrО2. Основне достоїнство покрить, з оксиду цирконію полягає в низької теплопровідності і підвищеній хімічній стійкості. Чистий оксид цирконію плавиться при температурі 2700°С. Сполука має поліморфні перетворення:
1000°С 2480°С 2700 °С
ZrО  ZrО ZrО плавлення
ZrО ZrО плавлення
(моноклінна) (тетрагональна) (кубічна)
Перехід ZrОз моноклінної модифікаціі в тетрагональну супроводжується зменшенням її питомого обсягу приблизно на 7 %. Для попередження стиску при нагріванні і розширенні при охолодженні в оксид уводять різні добавки, що стабілізують тетрагональний різновид. Найбільше поширення одержали добавки оксидів кальцію, магнію, ітрію та ін., що утворюють з оксидом цирконію стійкі тверді розчини. Особливо висока стабільність розчинів спостерігається при введенні двох чи більше добавок. Однак різкі і часті коливання температур приводять до розпаду твердих розчинів.
Для прогріву частинок оксиду цирконію потрібні високоентальпійні джерела теплоти (плазмові струмені). Шлях нагрівання частинок повинен бути максимальним.
Оксиди заліза. Покриття на основі оксидів заліза зарекомендовали себе як зносостійкі. Головне їхнє достоїнство полягає у високій антифрикційності. Звичайно для напилювання застосовують вищі оксиди заліза: FeO(гематит) і FeO(магнетит). У процесі нагріву напилюваних частинок, їхньому переносі і формуванні покриття спостерігається перехід вищих оксидів у нижчі. Так, при плазмовому напилюванні гематиту в покритті зафіксовані такі фази, % (об'ємн.):
10 - 20 FeO; 60 - 80 FeOі 30 - 45 FеО.
У випадку застосування магнетиту покриття формується в основному з FeOі FеО. Поряд з цим виявляється і чисте залізо
3-10 % (об'ємн.). Мікроструктура покрить сильно залежить від швидкості охолодження часток на поверхні напилювання. З'являються ділянки в особливому перенапруженому стані, їх можна розглядати як аморфізовані.При сухому терті спостерігається викришування мікрочастинок, що володіють підвищеним об'ємно-напруженим станом. Добавка в покриття пластичного компонента (наприклад металу) підвищує працездатність напилюваних виробів. Установлено, що ферооксидні покриття добре працюють при підвищених температурах (600 – 700 оС) у парі з м'якими чавунами, а також сталевою азотованою поверхнею. Малі значення коефіцієнта тертя пояснюються переносом продуктів тертя з ферооксидного покриття на контртіло. Експлуатація поршневих кілець з покриттями з оксидів заліза показала зносостійкість на рівні молібденових покрить. Покриття з молібдену на поршневих кільцях, застосовуваних у двигунобудуванні, є найбільш зносостійкими.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 487; Нарушение авторских прав?; Мы поможем в написании вашей работы!