КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технічна характеристика верстата
|
|
|
|
Загальна характеристика верстата
РІЗЕФРЕЗЕРУВАЛЬНИЙ ВЕРСТАТ МОДЕЛІ 561
Верстати
Y групи: шлицьо-різефрезерувальні та зубошліфувальні
Лекція 15. Кінематичні структури, схеми та настроювання верстатів
Фрезерувальних верстатів на нарізання зубчастих коліс з використаням ділильних голівок та столів.
Область використання, характерні рухи, види оброблюваних поверхонь та
інструментальне забезпечення різефрезерувальних та різе-зубошліфувальних верстатів. Кінематичні структури, схеми, настроювання та налагоджування цих верстатів [1-3, 7, 10 ].
Завдання на самостійну роботу.
Призначення верстата. Верстат призначений для фрезерування довгих зовнішніх різей в умовах серійного виробництва. У індивідуальному і дрібносерійному виробництві верстат застосовується також для нарізування коротких різей, фрезерування шліцьових валиків і нарізування циліндрічних зубчастих коліс. За наявності додаткових пристосувань на верстаті можуть бути нарізані унутрішні різі (мал. 103).
Висота центрів, мм...................................................................................200
Найбільший діаметр оброблюваної деталі, мм:
над станиною......................................................................................400
над супортом.......................................................................................200
Діаметр отвору полого шпинделя, мм........................................................82
Найбільша довжина фрезерування, мм....................................................700
Найбільша глибина фрезерування, мм.............................................................25
Межі нарізуваних кроків метричних різей, мм....................................1—48
Найбільший крок гвинтової канавки, мм.................................................700
Межі нарізуваних кроків дюймових різей, дюймах.......................1/16 – 1 3/4
Найбільший нарізуваний модуль, мм.................................................. 12
Межі діаметрів використованих у верстаті фрез, мм...................... 70—115
Кількість швидкостей обертання шпинделя............................................5
Межі чисел обертів шпинделя за хвилину..........................................55—250
Кількість швидкостей кругових подач оброблюваної деталі....................32
Кількість величин повздовжніх подач фрезерної голівки.........................32
Межі швидкостей кругових подач деталі, об/хв.............................0,014—52
Потужність електродвигуна, КВт................................................................3
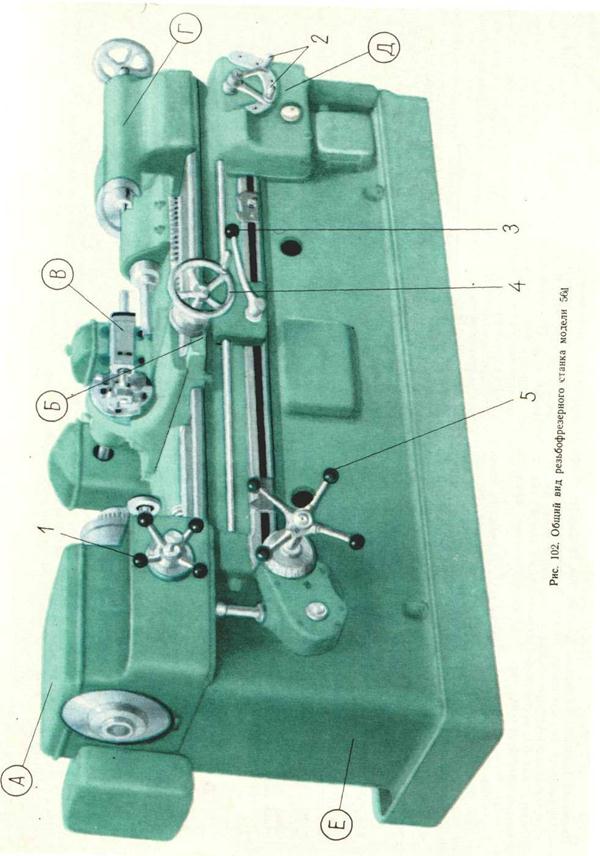
Основні вузли верстата (мал.104). А — передняя бабка; Б — супорт;
В - фрезерна голівка; Г- задня бабка; Д- коробка швидкостей; Е - станина.
Органи управління. 1 — рукоятка для настроювання верстата на різні види робіт; 2 — рукоятки перемикання коробки швидкостей; 3—рукоятка управління верстатом; 4 — маховичок ручної поперечної подачі фрезерної голівки; 5 — рукоятка управління коробкою подач.
Рухи у верстаті. Рух різання — обертання шпинделя фрезерної голівки з фрезою. Залежно від виду виконуваних на верстаті робіт, шпинделю передньої бабки і супорту фрезерної голівки можуть надаватися: рух подачі, рух ділення і рух обкатки, або рух утворення гвинтової поверхні. Допоміжні рухи — швидке обертання шпинделя передньої бабки, швидке переміщення супорта з фрезерною голівкою в повздовжньому напрямку, рухи механізму управління і перемикання і робота ділильного пристрою.
Принцип роботи. На верстаті можна проводити наступні основні види робіт: фрезерування однозахідних і багатозахідних різей різного профілю з нормальним кроком; фрезерування гвинтових канавок з великим кроком; фрезерування повздовжніх канавок різного профілю; фрезерування шліцьових валиків і циліндрічних зубчастих коліс методом обкочування.
Для фрезерування довгих різей, гвинтових канавок і повздовжніх пазів застосовуються дискові фрези відповідного профілю; для фрезерування коротких кріпильних різей - гребінчасті фрези. Зубчасті колеса і шлицьові
валики нарізують черв'ячними фрезами. Фрези встановлюють у шпиндель фрезерної голівки, який і приводиться в обертання.
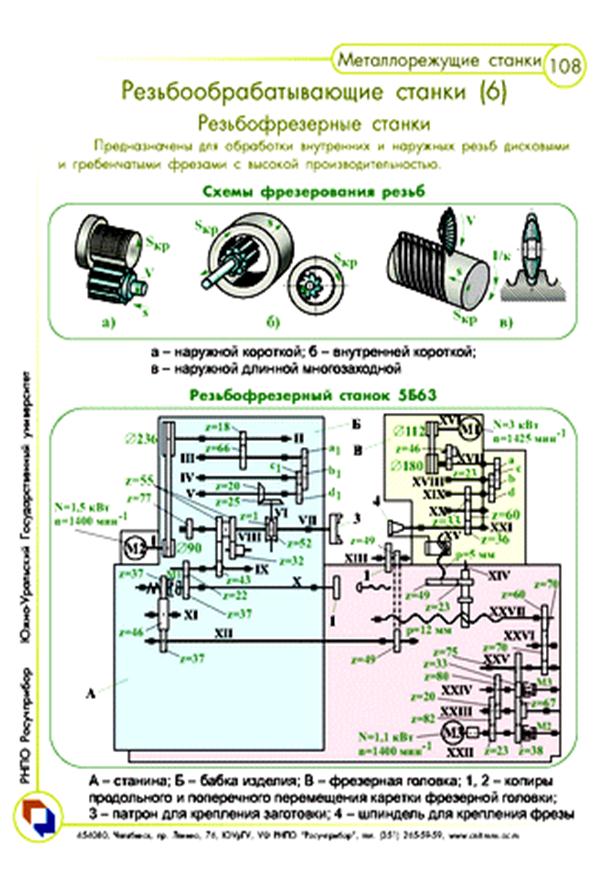
Мал.103. Схеми фрезерування різей на різефрезерувальних верстатах
|
Мал. 104. Загальний вигляд різефрезерувальноговерисаиу моделі 561
Фрезерна голівка зроблена поворотною. В процесі настроювання верстата вісь шпинделя встановлюють так, щоб площина обертання дискової фрези співпадала з напрямом канавки, що фрезерується. Гребінчасті різьбові фрези розташовують паралельно вісі оброблюваної деталі. Черв'ячні фрези встановлюють так, щоб напрям підйому їх витків співпадав з напрямом западин нарізуваній деталі.
Оброблювану деталь закріплюють в шпинделі передньої бабки. Для закріплення оброблюваних деталей застосовуються повідкові, цангові та кулачкові патрони. Довгі вали підтримуються задньою бабкою, а у разі потреби — рухомим або нерухомим люнетами.
При фрезеруванні довгих резьб, дисковій фрезі, розташованій під кутом, рівним куту підйому різі, надається обертання відповідно до вибраної швидкості різання. Оброблюваній деталі, встановленій в центрах передньої і задньої бабок і підтримуваній люнетами, задається повільне обертання відповідно до заданої швидкості подачі. Рухом утворення гвинтової поверхні є переміщення супорта з фрезерною голівкою, жорстко пов'язане з обертанням деталі. За кожен оберт деталі фрезерується один виток різі. Багатозахідні різі фрезеруються послідовно хід за ходом. Після фрезерування кожного ходу різі проводиться ділильний поворот оброблюваної деталі.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 677; Нарушение авторских прав?; Мы поможем в написании вашей работы!