КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
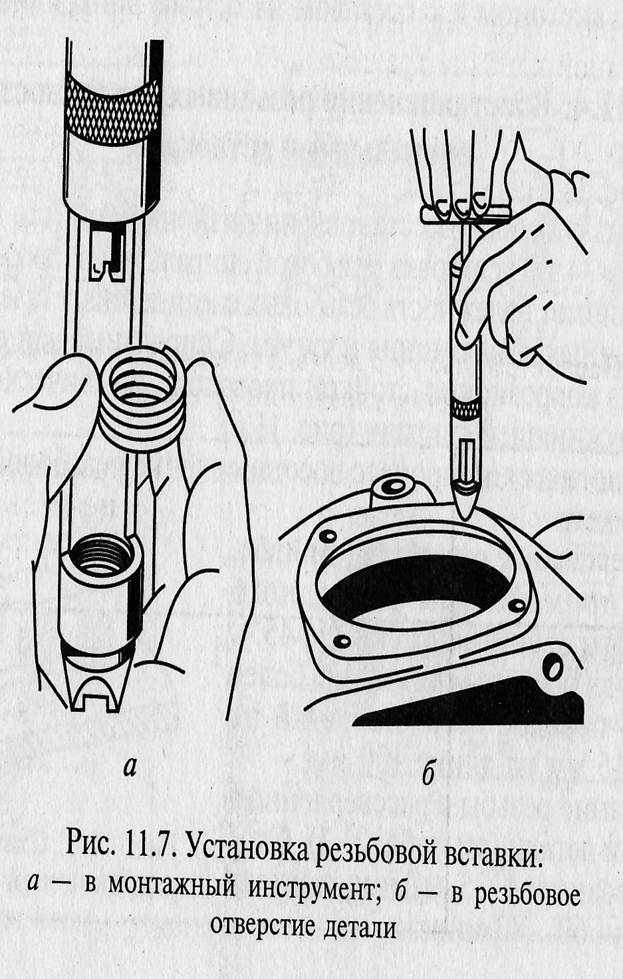
Восстановление резьбовых поверхностей спиральными вставками
|
|
|
|
Один из способов восстановления изношенной или повреждённой резьбы – это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей. Спиральные вставки изготавливают из коррозионно-стойкой проволоки
Технологический процесс восстановление резьбовой поверхности включает:
- рассверливание отверстия с применением накладного кондуктора и снятие фаски (1x45°).
- нарезание резьбы в рассверленном отверстии детали;
- установка резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент; ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в пазнижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали; вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
- контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом).
- Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается
5. Восстановление посадочных отверстий свертными втулками.
Восстанавливают свертными втулками посадочные отверстия под подшипники качения. Технологический процесс включает в себя следующие операции:
- изготовление заготовки свертной втулки. Заготовки свертных втулок получают резкой стальной ленты на полосы. Толщина ленты зависит от износа детали.
- свертывание втулки из заготовки путем ее сгиба на специальных приспособлениях. После свертывания втулки с одного из ее торцов снимают фаску;
- подготовка ремонтируемого отверстия под свертную втулку: растачивание отверстия; нарезка на обработанной поверхности винтообразной канавки треугольного профиля;
- установка втулки в ремонтируемое отверстие с помощью специальной оправки, которая крепится в пиноли задней бабки токарного станка
- раскатка втулки специальным раскатником
- обработка фаски в соответствии с чертежом на новую деталь.


|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1493; Нарушение авторских прав?; Мы поможем в написании вашей работы!