КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Центробежное литьё
|
|
|
|
Литьё в кокиль
Сущность этого литья заключается в изготовлении отливок путём заливки расплава в многократно используемую металлическую форму, называемую кокилем. Кокили обычно изготовляют литьём или механической обработкой из серого чугуна, стали или цветных сплавов. Стержни часто выполняют из легированных сталей, поскольку на них действуют высокие температуры и механические нагрузки. При получении полостей, форма которых не допускает свободное извлечение стержня из отливки, используют комбинированные стержни, одна часть которых – металлическая, а другая – песчаная или оболочковая (эту часть, образующую сложное поднутрение, при извлечении просто разрушают).
Рабочие поверхности кокиля с вертикальной плоскостью разъёма (рис. 3.19- а), состоящие из правой 1 и левой 2 полуформ, поддона 3 и металлического стержня 4, предварительно нагревают до температуры 150°С и покрывают из пульверизатора 5 слоем огнеупорного покрытия, которое защищает эти поверхности от резкого нагрева и схватывания с отливкой, а также позволяет регулировать скорость охлаждения расплава для обеспечения высокого качества. Огнеупорные покрытия создают из огнеупорных материалов (пылевидного кварца, талька, мела, графита), связующего (жидкого стекла) и воды. Далее на металлический стержень 4 устанавливают песчаный стержень 6 (рис. 3.19- б), предназначенный для образования расширяющейся части полости отливки. Затем половины кокиля соединяют друг с другом (рис. 3.19- в), скрепляют и заливают расплавом 7. После затвердевания и охлаждения отливки 8 (рис. 3.19- г) кокиль раскрывают и вытягивают металлический стержень. Освобождённая отливка подаётся на дальнейшие операции очистки и механической обработки.
Литьё в кокиль является высокопроизводительным и позволяет сократить, а во многих случаях полностью избежать расхода формовочных и стержневых смесей, трудоёмких операций формовки и выбивки форм, повысить точность размеров отливок и уменьшить шероховатость поверхности, снизить в 2 раза припуски на механическую обработку по сравнению с литьём в песчаные формы. Затвердевание отливок в условиях интенсивного отвода теплоты обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных литьём в песчаные формы.
К недостаткам кокильного литья относятся высокая трудоёмкость изготовления кокилей, их ограниченная стойкость, а также трудность изготовления сложных по конфигурации отливок.
Центробежное литьё – это процесс получения отливок во вращающихся формах. Вследствие вращения формирование отливки происходит под действием центробежных сил, что измельчает структуру, очищает расплав от неметаллических включений, повышает механические свойства и герметичность отливок. Центробежное литьё осуществляют в металлических изложницах, выполненных из чугуна или стали и имеющих толщину в 1,5–2 раза больше толщины отливки. Изложницы устанавливают в специальные машины с горизонтальной или вертикальной осями вращения. Внешняя конфигурация отливок формируется полостью изложницы, а внутренняя поверхность во многих случаях формируется без непосредственного участия изложницы, что приводит к невысокому качеству этой поверхности. Для увеличения срока службы, предотвращения приваривания и уменьшения скорости затвердевания отливок на рабочую поверхность изложниц наносят теплозащитные покрытия (краски или порошкообразные облицовки), а их наружную поверхность в процессе литья охлаждают водой или воздухом. Перед началом работы изложницы подогревают до температуры 200°С.
Для примера рассмотрим получение на горизонтальной центробежной машине отливки чугунной водопроводной трубы с раструбом (рис. 3.20). Металлическая изложница 1 закреплена в опорных роликах 2 и снабжена механизмом вращения вокруг горизонтальной оси, приводящимся в действие электродвигателем. Для образования раструба трубы в изложницу перед началом работы вставляют стержень 3, который выполняют либо песчаным, либо оболочковым. После того, как электродвигатель приводит изложницу 1 во вращение (с частотой 150–1200 мин –1), расплавленный чугун из разливочного ковша 4 заливают в изложницу по жёлобу 5, установленному на тележке 6. В процессе заливки жёлоб 5 синхронно с ковшом 4 перемещают вправо с постоянной скоростью, что обеспечивает получение одинаковой толщины отливаемой трубы 7 по её длине. Изложница вращается до полного затвердевания залитого расплава, после чего отлитую трубу извлекают.
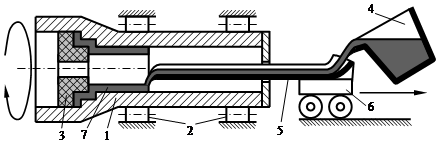 Рис. 3.20. Изготовление отливки на горизонтальной центробежной машине:
1 – металлическая изложница; 2 – опорные ролики; 3 – песчаный стержень; 4 – разливочный ковш; 5 – жёлоб; 6 – тележка; 7 – образующаяся отливка
Рис. 3.20. Изготовление отливки на горизонтальной центробежной машине:
1 – металлическая изложница; 2 – опорные ролики; 3 – песчаный стержень; 4 – разливочный ковш; 5 – жёлоб; 6 – тележка; 7 – образующаяся отливка
|
Аналогично можно изготовить втулки, гильзы, кольца и т.п. Кроме того, поочерёдной заливкой можно получать многослойные заготовки, например, двухслойные (биметаллические) трубы (залив сначала слой чугуна, а следом, например, слой бронзы).
Рис. 3.21. Изготовление отливки на вертикальной центробежной машине: 1 – поддон; 2 – изложница; 3 – крышка; 4 – шпиндель; 5 – разливочный ковш; 6 – образующаяся отливка |

При получении отливок на вертикальной центробежной машине (рис. 3.21) поддон 1 с закреплённой на нём изложницей 2, закрытой крышкой 3, устанавливают на шпиндель 4, который может вращаться с помощью механизма, снабжённого электродвигателем. После достижения требуемой частоты вращения внутрь литейной полости с помощью разливочного ковша 5 заливается расплавленный металл, который растекается по поддону 1, увлекается центробежными силами и прижимается ими к вертикальной стенке изложницы 2, повторяя её рельеф, в результате чего начинает образовываться отливка 6. Вращение формы производится до полного затвердевания отливки. Таким способом получают отливки типа колец или венцов зубчатых колёс, имеющих сравнительно небольшую высоту, но достаточно большой диаметр. Поскольку при вращении вокруг вертикальной оси свободная внутренняя поверхность расплава приобретает характерную форму параболоида вращения, то это приводит к разнотолщинности отливки по высоте и сдерживает применение таких машин.
В целом технологическими преимуществами центробежного литья являются получение внутренних полостей полых заготовок практически без использования стержней и большая экономия сплава за счёт отсутствия литниковой системы.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 693; Нарушение авторских прав?; Мы поможем в написании вашей работы!