КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Гидросистема шлифовальных станков
|
|
|
|
Гидросистема станка выполняет следующие функции:
- быстрый отвод шлифовальной бабки;
- продольное перемещение стола;
- автоматическую периодическую поперечную подачу шлифовальной бабки;
- врезную подачу шлифовальной бабки;
- блокировку механизма ручного перемещения стола;
- блокировку исходного положения механизма врезания.
Для работы гидросистемы используется насосная установка, которая состоит из бака 1 (см. рис.6), лопастного насоса 2, фильтра 3, предохранительного клапана с переливным золотником 15 и манометра 17 с золотником включения 16. Рабочее давление в системе 8 - 12 кг/см.
Управление работой гидросистемы осуществляется рукояткой 78 крана управления 4. Этой рукояткой можно включать продольное перемещение стола, быстрый подвод - отвод шлифовальной бабки, врезную подачу шлифовальной бабки, а также разгружать насос.
Быстрый подвод и отвод шлифовальной бабки.
Быстрый подвод шлифовальной бабки осуществляется с помощью груза 66 (см. рис.6), а отвод - с помощью гидроцилиндра 6, закрепленного неподвижно на шлифовальной бабке. Оба движения выполняются при включенном насосе 2, часть масла от которого по трубопроводам 81,82,83, 65, 110, 111, 112 поступает в гидравлический замок 5, открывает его и соединяет трубопроводы 90 и 91.
Для осуществления быстрого отвода шлифовальной бабки рукоятку 78 управления краном 4 переводят в положение 1. Масло от насоса 2 по трубопроводам 85 и 86 подается в кран управления 4 и от него по трубопроводам 87, 88, 89, 90 через открытый замок 5 и трубопровод 91 поступает в заднюю (верхнюю) полость гидроцилиндра 6 (шток поршня опирается на гайку-втулку 3 и неподвижен). Под давлением насоса цилиндр перемещается относительно поршня назад (вверх) и, преодолевая сопротивление груза 66, отводит шлифовальную бабку.
Шлифовальная бабка остается в отведенном положении и при падении давления в гидросистеме, а также и при выключении насоса 2, так как в этих случаях гидрозамок 5 под действием пружины закрывает выход масла из цилиндра 6.
Для быстрого подвода шлифовальной бабки рукоятку управления 78 переводят в положение П. Масло из цилиндра 6 выдавливается грузом 66 на слив через открытый гидрозамок 5, трубопроводы 90, 89, 88, 87 и кран управления 4. Цилиндр 6 вместе с бабкой перемещается вперед (вниз) до упора У на гайке-втулке В.
Врезная подача шлифовальной бабки.
Движение врезания осуществляется от цилиндра врезания 21, в котором перемещается поршень со штоком-рейкой. При движении штока-рейки влево вращаются колеса 30-30 и через колесо 60 вращают винт врезания 48. Шлифовальная бабка под действием груза 66 через втулку-гайку В, ходовой винт 51 прижимает упорную шайбу Ш к винту врезания 48 и перемещается вслед за ним. Подача прекращается, когда упорная шайба Ш дойдет до упоров УК и остановится.
Цикл движений шлифовальной бабки при врезном шлифовании включает: быстрый подвод, черновую подачу, чистовую подачу и быстрый отвод.
Установка необходимой величины суммарного хода шлифовальной бабки осуществляется лимбом 76. Для этого смещают в осевом направлении лимб 76 с колесом 47, которое своими торцевыми буртиками перемещает блок колес 60-30-30 и выводит верхнее его колесо 30 из зацепления со штоком-рейкой. Поворотом лимба 76 через колеса 47-60 и 30-60 вращают винт врезания 48 и отводят упорную шайбу Ш от упоров УК на необходимую величину хода бабки. Затем осевым смещением лимба 76 сцепляют колесо 30 блока колес со штоком-рейкой.
Установка величины чистового припуска осуществляется поворотом лимба 75 относительно лимба 76 на необходимую величину. При этом кулачок 59 через колеса 60-96-60 устанавливается в такое положение, чтобы в момент включения чистовой подачи он переключил золотник 23 вправо.
Рассмотрим поэтапно работу привода врезной подачи.
Включение цикла врезного шлифования осуществляется переводом рукоятки управления 78 в положение Ш.
1. Быстрый подвод шлифовальной бабки к заготовке происходит сразу после переключения рукоятки 78 и крана управления 4 в положение Ш. Масло от насоса 2 по трубопроводам 85, 86 подается к крану управления 4 и от него по трубопроводу 99 поступает в штоковую полость цилиндра врезания 21. Слив масла из бесштоковой полости цилиндра происходит через трубопровод 100, кран 4, трубопроводы 128, 129, дроссель ускоренной подачи 24, реверсивный золотник 27 и трубопровод 131. Поршень цилиндра 21 быстро перемещается вправо, а шток-рейка поршня через колеса 30-б0 поворачивает винт врезания 48, чем и осуществляется быстрый подвод шлифовальной бабки.
При встрече шлифовального круга с заготовкой увеличивается нагрузка электродвигателя шлифовальной бабки, срабатывает реле максимального тока и включает электромагнит реверсивного золотника 27. Золотник переключается влево. Слив масла через дроссель 24 и реверсивный золотник 27 прекращается и этим заканчивается быстрый подвод.
2. Черновая врезная подача осуществляется после окончания быстрого подвода. Масло от насоса продолжает поступать в штоковую полость цилиндра 21 по прежнему пути. Однако слив масла из бесштоковой полости цилиндра 21 происходит иначе - через трубопровод 100, кран 4, трубопроводы 128, 132, золотник подач 23, трубопровод 133 и дроссель черновой подачи 18(2).
Движение вправо поршня со штоком-рейкой осуществляется медленнее и, следовательно, вращение винта врезания 24 будет медленнее.
Движение от штока-рейки с реечным колесом 30 через колеса 60-47 передается лимбу 76, от него - лимбу 75 и далее через колеса 60-96-60 получает вращение кулачок 59, который управляет золотником 23. После удаления с заготовки припуска на черновое шлифование кулачок 59 переключает золотник блока подач 23 вправо. Слив масла через дроссель 18(2) прекращается и заканчивается черновая подача.
3. Чистовая подача начинается после переключения золотника 23 вправо. В этом случае масло из бесштоковой полости цилиндра 21 будет сливаться через дроссель чистовой подачи 18(5), а движение поршня со штоком-рейкой и вращение винта 4 будет происходить еще медленнее.
При достижении заданного размера обрабатываемой детали подается команда от электроупора (или от прибора активного контроля) на выключение электромагнита реверсивного золотника 27. Под действием пружины золотник 27 переключается вправо.
4. Быстрый отвод шлифовальной бабки начинается после переключения реверсивного золотника 27 вправо. Масло от насоса 2 по трубопроводам 85, 117, через реверсивный золотник 27, трубопровод 118, золотник блока подач 23 в трубопровод 113 поступает под левый торец золотника крана управления 4 и переключает его в исходное положение 1.
После переключения крана 4 в положение 1 масло из напорной магистрали подается в заднюю (верхнюю) полость гидроцилиндра 6 - происходит быстрый отвод шлифовальной бабки.
Одновременно реверсируется цилиндр врезания 21, т.е. из напорной магистрали масло подается по трубопроводам 85, 86 через кран 4 и трубопровод 100 в бесштоковую полость цилиндра и поршень со штоком-рейкой перемещается влево, вращая винт врезания 48 и кулачок 59 в обратную сторону. Из штоковой полости цилиндра 21 масло вытесняется на слив по трубопроводу 99 через кран 4.
В конце хода влево поршень цилиндра 21 нажимает на блокировочный золотник 22 и переключает его влево в исходное положение. В результате масло под давлением, из бесштоковой полости цилиндра 21 по трубопроводу 115, через золотник 22 и трубопровод 116 подается под правый торец золотника 23 и перемещает его влево - в исходное положение. Полость под левым торцом золотника-крана 4 через трубопровод 119 и золотник 23 соединяется со сливом. Все механизмы приведены в исходное положение и подготовлены для повторения цикла.
Продольная подача стола. Автоматическое продольное перемещение стола осуществляется гидроцилиндром 9 (см. рис.7), управление которым производится с помощью гидропанели реверса 8 от переставных упоров У1 и У 2. Гидропанель реверса 8 со стоповым золотником 31, состоит из корпуса, в котором расположены реверсивный золотник распределитель Зз и золотник управления 32, переключаемый упорами с помощью рычага 61. В левой и правой крышках гидропанели расположена следующая аппаратура управления качеством реверса:
Д1 и Д4- дроссели регулирования паузы;
Д2 и ДЗ- дроссели регулирования плавности разгона;
ОК1, ОК2, ОК3 и ОК4 - обратные клапаны.
Для включения продольной подачи стола рукоятку 78 управления краном 4 переводят вправо (положение VII, VIII, IX).
Управляющий поток масла от насоса 2 по трубопроводам 83, 85 и 86 подводится к крану управления 4 и, пройдя через него, поступает в трубопровод 105. Из трубопровода 105 часть управляющего потока масла по трубопроводу 107 поступает в цилиндр 10, и, перемещая поршень, расцепляет шестерни 18-56 привода ручного перемещения стола.
Другая часть масла из трубопровода 105 подается по трубопроводу 106 в гидроцилиндр 7 и, перемещая поршень, переключает стоповый золотник 31 влево в положение "Работа".
После переключения стопового золотника 31 влево основной поток масла от насоса 2 по трубопроводам 81, 83 и 84 подводится по каналу К11 к проточке П1 стопового золотника, затем в проточку П2 и по каналу К1 к проточке П7 реверсивного золотника З3.
Дальнейший путь движения масла зависит от положения золотников. Эти золотники в конце каждого хода стола переключаются то в правое, то в левое положение.
При правом положении золотников 32 и З3 (как по схеме) осуществляется движение стола влево.
Масло из напорной магистрали через проточки П7 и П6 реверсивного золотника Зз подается в канал К2 и по трубопроводу 96 поступает в правую полость цилиндра 9, перемещая поршень со штоком и стол станка влево.
Из левой полости цилиндра масло вытесняется в бак через трубопровод 97, канал К10, проточки П8, П9 реверсивного золотника 33 проточки П15 и П14, канал К6, трубопровод 140 и дроссель 18(1) скорости стола (расположен вне панели).
В конце хода стола влево его правый переставной упор У2 поворачивает рычаг 61 против часовой стрелки и через валик-шестерню а рейку на плунжере золотника 32 переключает этот золотник влево.
Начинается реверсирование движения стола, которое складывается из этих трех этапов - торможение, выдержка в момент остановки и разгон.
Переключение золотника управления З2 справа налево складывается, в свою очередь, из двух периодов - перемещение плунжера З2 из правого положения в среднее и из среднего в левое.
В первом периоде, при перемещении из правого положения до среднего, плунжер золотника З2 своей правой конической поверхностью постепенно прикрывает поток масла, сливающегося из левой полости силового цилиндра 9 через проточки П15 и П14, обеспечивая плавное торможение стола (первый этап реверсирования).
В конце пути торможения плунжер золотника 32 приходит в среднее положение, разъединяет проточки П15 и П14, т.е. перекрывает слив масла из левой полости силового цилиндра 9 и стол останавливается.
Начинается второй этап процесса реверсирования - выдержка.
Как только плунжер золотника 32 пройдет через среднее положение, он соединит между собой проточки П10-П11 и П16-П17. Начинается второй период переключения 32 - перемещение плунжера золотника 32 из среднего положения в левое за счет подачи масла в правую внутреннюю его полость. Масло из напорной магистрали через проточку П7 и правую ветвь канала К3 подается под давлением в проточки П16 и П17 и через боковое отверстие в плунжере золотника 32 поступает в его правую внутреннюю полость и сдвигает плунжер влево. Из левой внутренней полости 32 масло вытесняется в бак через боковое отверстие, проточки П11 и П10, левую ветвь канала К7 и трубопровода 123. Одновременно вытесняется в бак масло и из левой торцевой полости золотника 32 через радиальный зазор между плунжером и втулкой и канал К7, Этим обеспечивается безударное переключение 32.
Одновременно с подачей во внутреннюю полость 32 масло под давлением из проточки П17 поступает в канал К9 и через обратный клапан ОК4 и дроссель Д4 подается в правую торцевую полость реверсивного золотника 33 и перемещает его влево. Из левой торцевой полости золотника 33 масло сливается в бак через канал К4, проточки П11 и П10 золотника 32, левую ветвь канала К7 и трубопровод 123.
Переключение реверсивного золотника 33 складывается также из двух периодов - перемещение плунжера 33 из правого положения в среднее и из среднего - в левое.
В первом периоде время переключения золотника З3 из крайнего правого до среднего положения зависит от настройки дросселя Д4, при этом стол станка все еще неподвижен.
Третий этап реверсирования - разгон стола вправо- начнется лишь после того, как реверсивный золотник З3 пройдет через среднее положение и, смещаясь влево, будет постепенно соединять проточку П7 напорной магистрали с проточкой П8 и левой полостью, силового цилиндра 9.
В этом втором периоде хода золотника З3, его переключение осуществляется под воздействием масла, которое из проточки П17 под давлением поступает в правую торцевую полость З3 по левой ветви канала К9, минуя дроссель Д4. Из левой торцевой полости 33 масло сливается в бак через дроссель Д2 и обратный клапан ОК2. Благодаря тому, что скорость перемещения золотника З3 во втором периоде хода определяется настройкой дросселя Д2, то с помощью последнего можно регулировать плавность разгона стола. После переключения З3 в крайнее левое положение заканчивается разгон стола, и дальнейшее движение его вправо происходит с заданной скоростью.
При движении стола вправо, масло из напорной магистрали 84 через канал K11, проточки П1, П2 стопового золотника 31 и канал К1 поступает в реверсивный золотник З3 и через его проточки П7, П8 и правый канал К10 подается по трубопроводу 97 в левую полость силового цилиндра 9. Поршень со столом движется вправо. Из правой полости цилиндра 9 масло вытесняется в бак через трубопровод 96, канал К2, проточки П6 и П5 реверсивного золотника З3, проточки П13, П14 и канал К6 золотника управления 32 , трубопровод 140 и дроссель Д18(1).
В конце хода стола вправо его левый переставной упор У1 поворачивает рычаг 61 по часовой стрелке и через валик-шестерню и рейку перемещает золотник управления З2 вправо. Своей левой конической поверхностью золотник З2 дросселирует поток масла, идущего на слив между проточками П13 и. П14 и обеспечивает этим плавное торможение стола. Когда золотник 32 приходит в среднее положение, он разъединяет проточки П13 и П14 и стол останавливается.
После того, как золотник 32 перейдет за среднее положение, масло под давлением из проточки П12 через боковое отверстие поступает в его левую внутреннюю полость и быстро перемещает его вправо.
Одновременно с этим, масло под давлением из проточки П12 через проточку П11, канал К4, обратный клапан OK1 и дроссель Д1 поступает в левую торцевую полость золотника З3 и перемещает его вправо. Из правой торцевой полости золотника З3 масло сливается в бак в первой половине его хода через левую ветвь канала К9, проточки П17, П18 и канал К7, во второй половине хода - через дроссель ДЗ, обратный клапан ОК3 и далее через канал К9, проточки П17, П18, канал К7 и трубопровод 123.
Скорость движения реверсивного золотника З3 на первой половине хода определяется настройкой дросселя Д1, на второй, когда происходит разгон стола, настройкой дросселя ДЗ.
Далее цикл работы повторяется.
Автоматическая периодическая поперечная подача шлифовальной бабки. Периодическая поперечная подача шлифовальной бабки производится автоматически в момент реверсирования продольного движения стола. Периодическая подача осуществляется при помощи гидроцилиндра 12 (см. рис. 22), который через зубчатый сектор С и собачку СБ вращает храповое колесо 200.
Управление подводом масла в гидроцилиндр 12 осуществляют краном 11. В зависимости от того, когда должна производиться периодическая поперечная подача, кран 11 устанавливают в одно из следующих положений: А - подачи нет, Б - подача у задней бабки, В - подача на каждый ход, Г- подача у передней бабки.
Рассмотрим работу механизма при подаче на каждый ход стола.
При правом положении золотников 32 и З3 (как на схеме рис.22) осуществляется продольное движение стола влево, а кран 11 поперечной подачи сдвинут влево давлением масла, которое из напорной магистрали через проточку П7 золотника З3, левую ветвь канала К5, проточки П12 и П11 золотника 32 по трубопроводам 120 и 122 подается к правой торцевой полости крана 11.
В конце хода стола влево его правый упор У2 через рычаг 61 и валик-шестерню переключает золотник 32 влево.
В первоначальный момент после переключения З2 масло из напорной магистрали через проточку П7 золотника З3, правую ветвь канала К3, проточки П16, П17 и канал К8 трубопровода 101 и 103, поступает в кран 11 и через него по трубопроводу 98 подается в цилиндр 12 и перемещает его поршень влево. Поршень, при своем движении, через рейку, зубчатый сектор и собачку поворачивает храповое колесо 200, которое через редуктор (колеса 30-60 и 30-60) поворачивает ходовой винт 51 поперечной подачи и осуществляет этим подачу.
В последующий момент масло из трубопровода 101 через трубу 102 с дросселем поступает к левой торцевой полости крана 11 и переключает его вправо. Из правой торцевой полости крана 11 масло вытесняется на слив по трубопроводам 122, 120, каналу К5 золотника 32, его проточкам П11, П10, левой ветви канала К7 и трубопроводу 125.
После переключения крана 11 вправо масло из цилиндра 12 вытесняется пружиной на слив через трубопровод 98, кран 11, трубопроводы 121, 120, канал К5, проточки П11, П10 и далее через левую ветвь канала К7 и трубопровод 123. Поршень цилиндра 12 сдвигается пружиной вправо - это является зарядкой механизма для осуществления следующей периодической подачи. В конце другого хода стола вправо его левый упор У1 переключает золотник 32 вправо.
В первоначальный момент после переключения 32 масло из напорной магистрали (проточка П7 золотника 33) через левую ветвь канала КЗ, проточки П12, П11 и канал К5 золотника 32 поступает в трубопроводы 120, 121 и через кран 11 в трубопровод 98 вновь подается в цилиндр 12, перемещает его поршень влево и осуществляет этим следующую поперечную подачу.
В последующий момент масло из трубопровода 120 через трубу 122 с дросселем подается к правой торцевой полости крана 11 и переключает его влево. Из левой торцевой полости крана 11 масло вытесняется в бак по трубопроводам 102, 101, каналу К8, проточкам П17, П18 по правой ветви канала К7 и трубопроводу 125.
После переключения крана 11 влево масло из цилиндра 12 вытесняется пружиной на слив через трубопровод 98, кран 11, трубопроводы 105, 101, канал К8, проточки П17 и П18, канал К7 и трубопровод 123.
Величина поперечной подачи устанавливается специальным устройством за счет изменения числа зубьев храпового колеса, захватываемых собачкой.
Рассмотрим работу механизма для случая, когда поперечная подача осуществляется у задней бабки, т.е. в конце хода стола влево.
При правом положении золотников 32 и 33 (как на схеме) осуществляется продольная подача стола влево. Кран 11 поперечной подачи, установленный в положение Б, сдвинут влево давлением масла, которое из напорной магистрали через проточку П7 золотника 33, левую ветвь канала К3, проточки П12, П11 и канал К5 золотника З2 по трубопроводам 120 и 122 подается к правой торцевой полости крана 11.
В конце хода стола влево его правый упор У2 через рычаг 61 и валик-шестерню переключает золотник З2 влево.
В первоначальный момент после переключения влево золотника З2 масло из напорной магистрали через проточку П7 золотника 33, правую ветвь канала К3, проточки П16, П17 и канал К8 золотника З2, трубопроводы 101 и 103 поступает в кран 11 и через него по трубопроводу 98 подается в цилиндр 12. Под давлением масла поршень перемещается влево и через рейку, зубчатый сектор С и собачку CБ поворачивает храповое колесо 200. Последнее, через колеса 30-60 и 30-60 поворачивает ходовой винт 51, сообщая этим поперечную подачу шлифовальной бабке.
В последующий момент масло под давлением из трубопровода 101 через трубу 102 с дросселем подается к левой торцевой полости крана 11 и переключает его вправо. Из правой торцевой полости крана 11 масло сливается в бак по трубопроводам 122, 120, каналу К5, проточкам П11 и П10 золотника З2, левой ветви канала К7 и по трубопроводу 123.
После переключения крана 11 вправо цилиндр 12 соединяется со сливом через трубопровод 98, кран 11 и трубопровод 125. Под действием пружины поршень в цилиндре 12 перемещается в правое (исходное) положение и вытесняет масло в бак. Смещение поршня вправо является "зарядкой" механизма, необходимой для осуществления следующей прерывистой подачи.
При следующем реверсировании стола, когда он подойдет к крайнему правому положению, левый его упор У1 повернет рычаг 61 по часовой стрелке и переключит золотник З2 вправо. Тогда масло из напорной магистрали через проточку П7 золотника 33, левую ветвь канала КЗ, проточки П12 и П11 золотника З2 подается по трубопроводам 120 и 122 к правой торцевой полости крана 11 и сдвигает его влево.
Далее цикл работы повторяется.
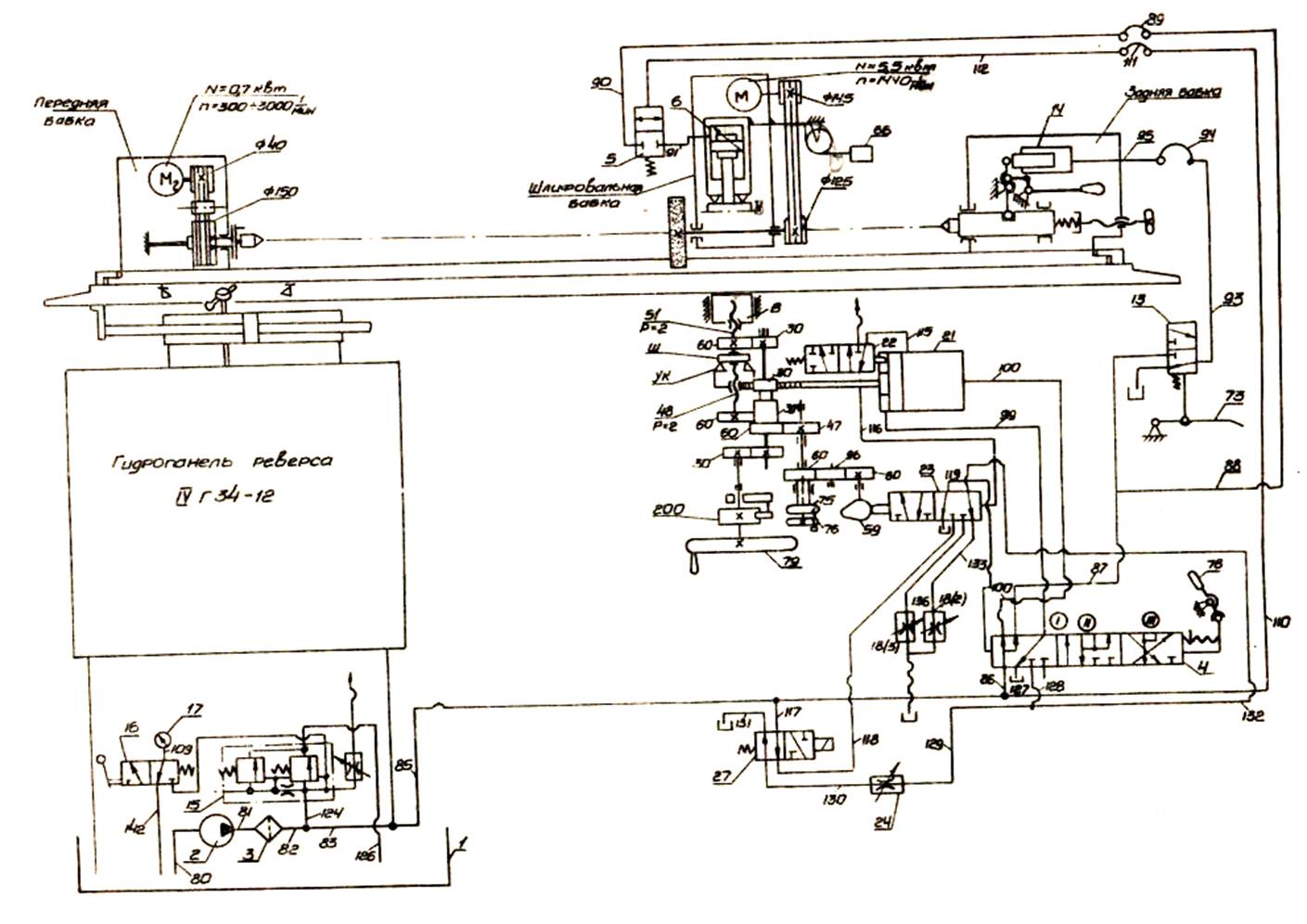
Рис.6. Гидравлическая схема привода поперечной подачи шлифовальной бабки.
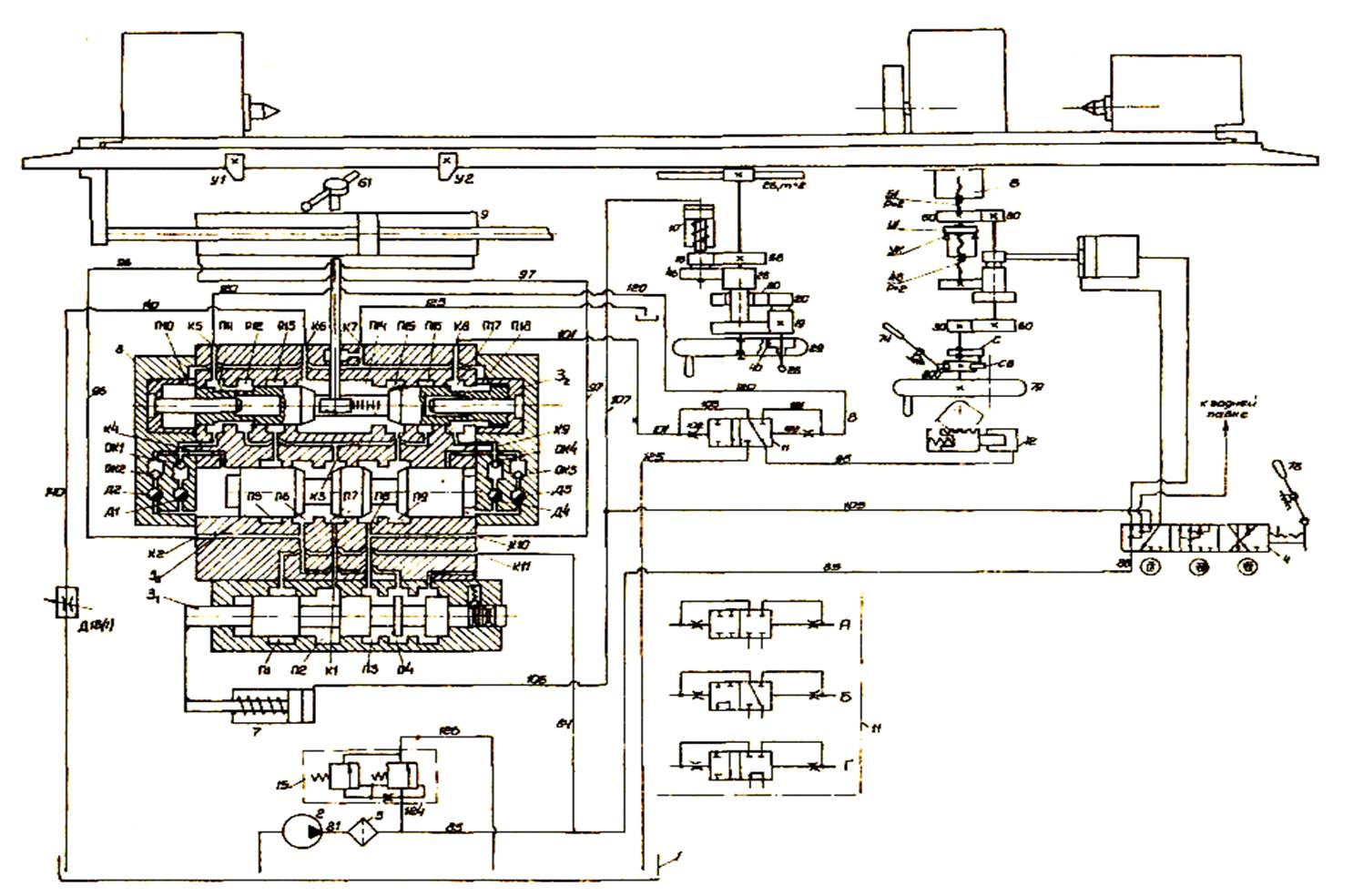
Рис.7. Гидравлическая схема привода продольной подачи стола.
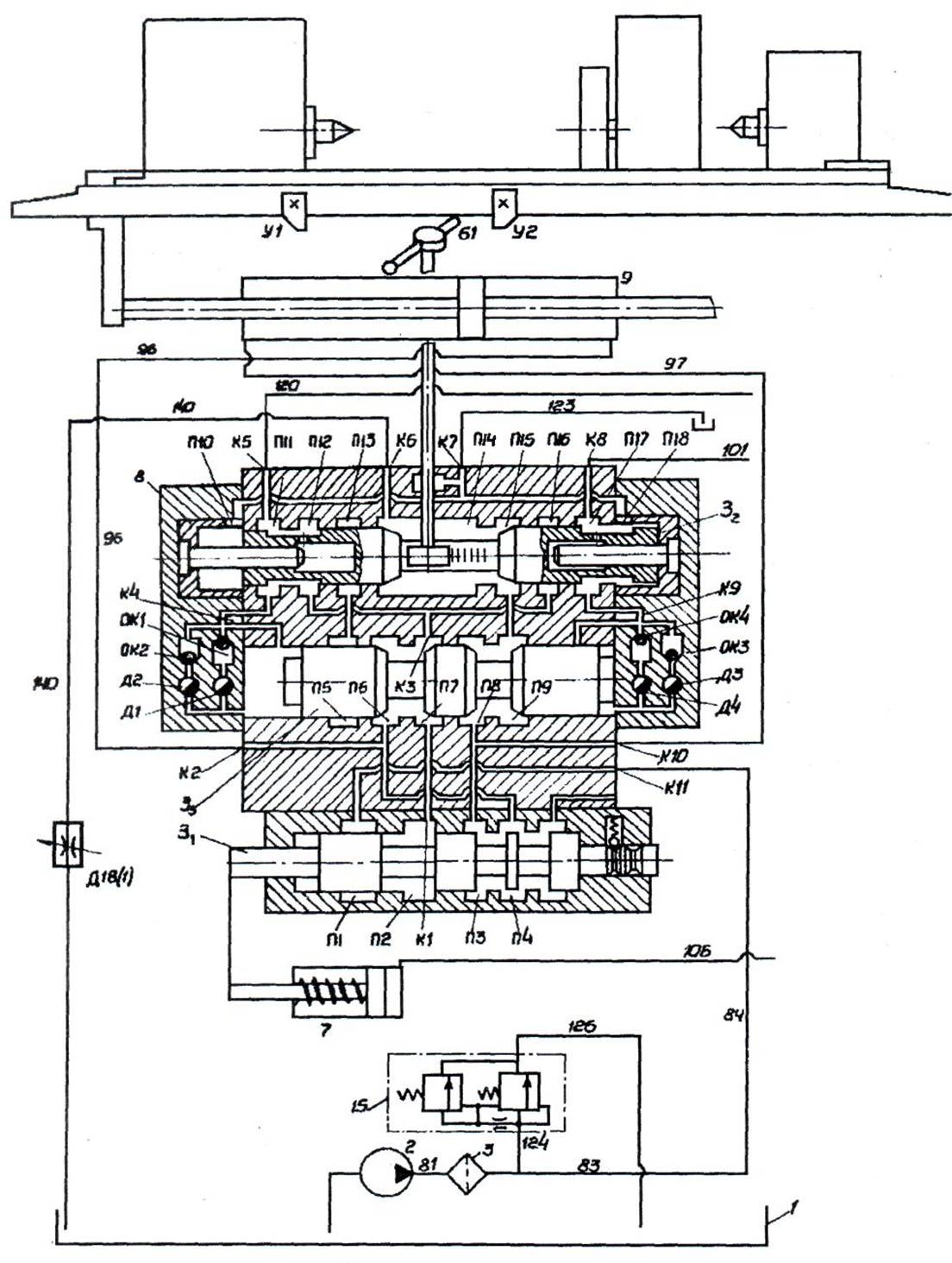
Рис.7. (а). Гидропанель реверса шлифовального станка.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 5152; Нарушение авторских прав?; Мы поможем в написании вашей работы!