КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Доводочные станки
|
|
|
|
Для снижения шероховатости поверхностей деталей в технологических процессах применяют хонингование, притирку и суперфиниширование.
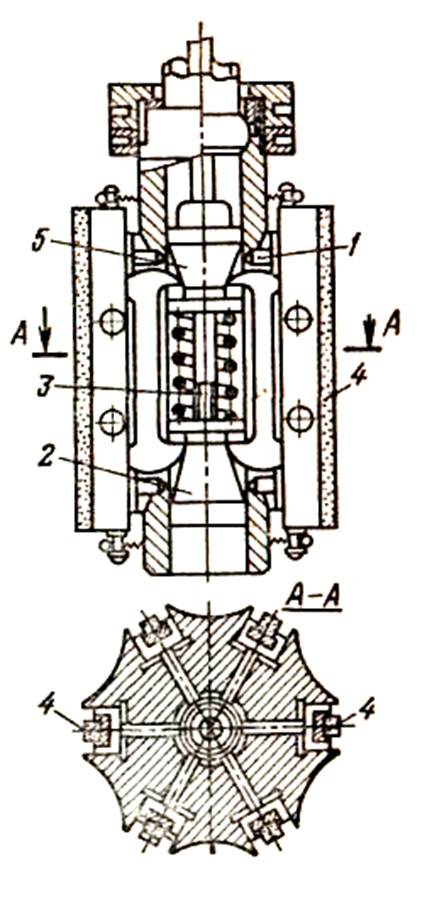
Хонингование в основном применяется при обработке цилиндрических отверстий. Сущность этого процесса состоит в том, что специальный инструмент (хонинговальная головка), оснащенный абразивными брусками, совершает одновременно вращательное и возвратно-поступательное движения в неподвижной детали. Абразивные бруски 4 (рис.20) устанавливаются в пазах боковой поверхности головки и получают автоматическое радиальное перемещение при помощи конусов 2 и 5, насаженных на стержень 3 с резьбой. Стержень после каждого двойного хода инструмента поворачивается и сближает конусы, которые через пальцы 1 раздвигают абразивные бруски. Благодаря применению брусков тонкой зернистости и сложному характеру их движения относительно обрабатываемой поверхности хонингование дает возможность не только снижать шероховатость поверхности, но и устранять небольшие неточности формы отверстий (конусность, овальность и пр.). При хонинговании применяется охлаждающая жидкость — керосин или водно-мыльные растворы.
Рис.20. Схема хонинговальной головки.
Притирка — тонкая отделка поверхностей мелкозернистым абразивным
порошком, смешанным со смазкой и нанесенным в таком виде на поверхность притира. Характер движения каждого зерна абразива по притираемой поверхности должен быть таким, чтобы траектория зерна не повторялась. В качестве абразивного материала используются наждак, корунд, карборунд, крокус, окись хрома, алмазный порошок и другие материалы в виде порошка или пасты, которыми покрывают (шаржируют) притиры. Притиры изготовляют из чугуна, бронзы и пр. На рис. 21показана схема притирки. Между притиром 1 и диском 2 расположен сепаратор (деталедержатель) 3 с обрабатываемыми деталями. Притир и диск вращаются вокруг оси О1 в противоположные стороны с различными скоростями.
|
|
|
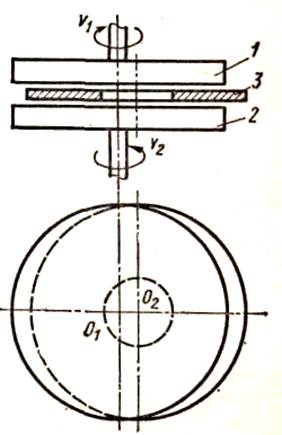
Рис.21. Схема притирки.
Сепаратор с осью О2 получает горизонтальное возвратно-поступательное движение от отдельного привода. Притирочные станки строят как общего назначения, так и специализированного (например, для притирки шеек коленчатых валов).
Суперфиниширование дает возможность получать поверхности наименьшей шероховатости, и предназначено для обработки поверхностей любых форм (плоских, цилиндрических, наружных и внутренних, а также фасонных). B качестве инструмента применяются мелкозернистые абразивные бруски. Сущность процесса заключается в следующем (рис. 22). Абразивные бруски совершают колебательное возвратно-поступательное движение с большой частотой и малым ходом по поверхности детали. В результате колебательного движения абразивного бруска по обрабатываемой поверхности гребешки ее неровностей срезаются.
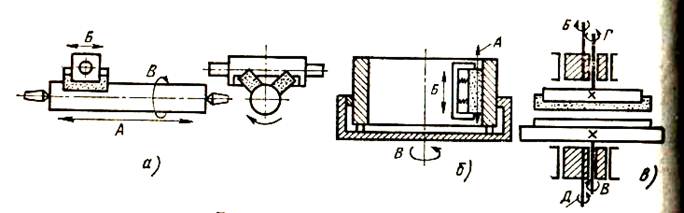
Рис. 22. Схемы суперфиниширования:
а—цилиндрическое наружное; 6 — цилиндрическое внутреннее; в — плоское; А — возвратно-поступательное движение инструмента; Б — колебательное движение инструмента; В — вращение детали; Г — вращение инструмента; Д — колебательное движение детали.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 611; Нарушение авторских прав?; Мы поможем в написании вашей работы!