КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
АВПКО – Анализ видов, последствий и критичности отказов изделий
|
|
|
|
Разработан в США в 1980г. при проектировании космического корабля "Аполлон".
В России впервые разработан ГОСТ 27.310-95 "Надежность в технике. Анализ видов, последствий и критичности отказов Основные положения" в 1995г. и применяется в автомобильной промышленности (на ВАЗ), в 2001г. разработан ГОСТ Р 51814.2-2001 "Система качества в автомобилестроении. Метод анализа видов и последствий потенциальных дефектов" специально для автомобильной промышленности.
FMEA – это эффективный инструмент для обеспечения и повышения качества разрабатываемых изделий.
Цель:
- сокращение и снижение себестоимости процесса проектирования, доводки изделия
- предотвращение дефектов (отказов) и/или снижение негативных последствий от них.
Задачи:
- анализ потенциальных дефектов, их причин и последствий
- анализ и оценка рисков появления и не обнаружения дефектов при изготовлении
- разработка мер для устранения или снижения вероятности и ущерба от их появления.
Метод FMEA применим:
- при проектировании (разработка КД)
- при разработке технологических процессов изготовления изделия (ДСЕ)
- для эксплуатации – в случае изменения условий эксплуатации изделия
- при анализе несоответствующей продукции
На этапе разработки или доработки конструкции перед ее утверждением методом FMEA решают следующие задачи:
- определение «слабых» мест конструкции и принятие мер по их устранению
- получение сведений о риске отказов различных вариантов конструкции
- доработка конструкции до наиболее приемлемой с точки зрения обеспечения безопасности, надежности, производственной и эксплуатационной технологичности, требуемой себестоимости и т.д.
- сокращение дорогостоящих экспериментов, испытаний
На этапе разработки или усовершенствования производственного процесса методом FMEA решают следующие задачи:
-обнаружение «слабых» мест технологических процессов и принятие мер по их устранению
-принятие решений о пригодности выбранного техпроцесса, оборудования и т.п.
- оценка готовности серийного производства
ТЕХНОЛОГИЯ ПРИМЕНЕНИЯ FMEA
1 Выявляют возможные виды отказов составных частей и/ или изделия в целом, изучают их причины, механизмы и условия возникновения и развития
2 Определяют возможные неблагоприятные последствия возникновения выявленных отказов, проводят качественный анализ тяжести последствий отказов и/или количественную оценку их критичности
3 Составляют и периодически корректируют перечни критичных элементов конструкции и/или техпроцесса
4 Оценивают достаточность предусмотренных средств и методов контроля и диагностики изделия для своевременного обнаружения и локализации его отказов, обосновывают необходимость введения дополнительных средств и методов контроля и диагностики
5 Разрабатывают мероприятия по изменению конструкции и/или техпроцесса, направленнные на исключение отказа (дефекта) или снижения вероятности его возникновения и/или тяжести последствий отказов.
Оценивают эффективность ранее проведенных мероприятий (доработок)
6 Оценивают достаточность предусмотренных при техническом обслуживании изделия контрольно-диагностических операций, направленных на предупреждение отказов
7 Анализируют эксплуатационную документацию (РЭ) с точки зрения поведения персонала в аварийных ситуациях, обусловленных отказами изделия, разрабатывают мероприятия по совершенствованию и уточнению РЭ
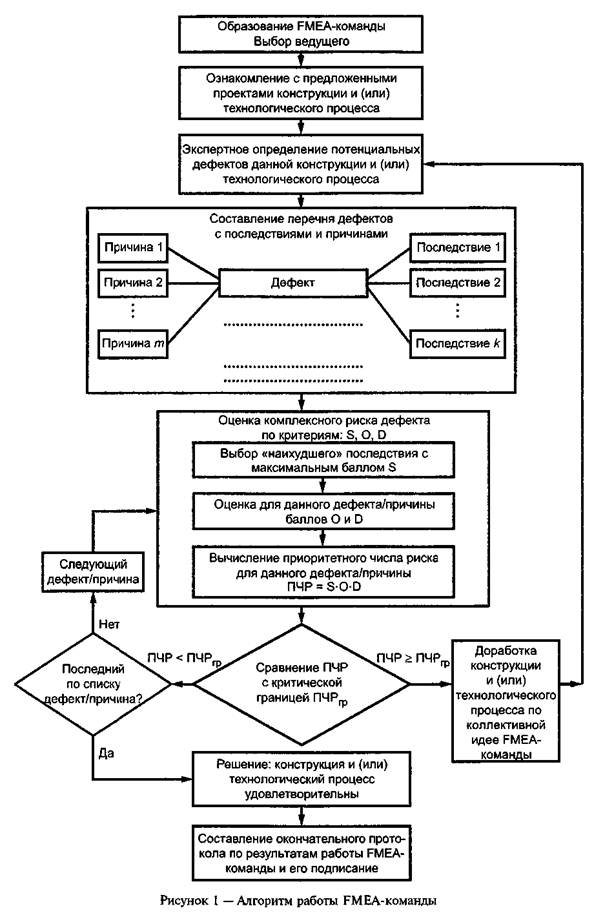
Методика работы FMEA – команды
(Основные этапы проведения FMEA)
|
Критичность отказов
Критичностьотказов С определяют как произведение С=В1*В2*В3,
где:
В1 – оценка вероятности возникновения отказа, в баллах
В2 – оценка последствий отказа, в баллах
В3 – оценка вероятности обнаружения отказа
Оценка вероятности возникновения отказа В1
Отказ практически невероятен - 1
Отказ маловероятен - 2
Отказ имеет малую вероятность, обусловленную точностью расчета - 3
Умеренная вероятность отказа - 4
Отказы возможны, но при испытаниях или в эксплуатации
аналогичных изделий не наблюдались - 5
Отказы возможны, наблюдались при испытаниях и
в эксплуатации аналогичных изделий - 6
Отказы вполне вероятны - 7
Высокая вероятность отказов - 8
Вероятны повторные отказы - 10
Оценка тяжести последствий отказа В2
Отказ не приводит к заметным последствиям,
потребитель вероятно не обнаружит наличие неисправности – 1
Последствия отказа незначительны, но потребитель
может выразить неудовольствие его появлением – 2…3
Отказ приводит к заметному для потребителя снижению
эксплуатационных характеристик или к неудобству
применения изделия – 4…6
Изделие не может быть использовано по назначению,
но угрозы безопасности отказ не представляет,
высокая степень недовольства потребителя – 7…8
Отказ представляет угрозу безопасности людей или
окружающей среды –9…10
Оценка вероятности обнаружения отказа В3
Очень высокая вероятность выявления отказа
при контроле, сборке, испытаниях (более 0,95) – 1
Высокая вероятность выявления отказа при контроле,
сборке, испытаниях (0,95…0,85) –2…3
Умеренная вероятность выявления отказа при контроле,
сборке, испытаниях (0,85…0,45) – 4…6
Высокая вероятность поставки потребителю
дефектного изделия (0,45…0,25) – 7…8
Очень высокая вероятность поставки потребителю
дефектного изделия (вероятность обнаружения отказа менее 0,25) – 9…10
Критичность отказов С= В1*В2*В3 д.б. не более 100
Устанавливается для каждого изделия и каждого отказа
индивидуально в зависимости от категории тяжести последствий отказов
Категории тяжести последствий отказов
1 – отказ, который может повлечь снижение качества функционирования
объекта, но не представляет опасности для окружающей среды, самого объекта и здоровья людей
2 – отказ, который может повлечь задержку выполнения задачи, снижение готовности и эффективности объекта, но не представляет опасности для
окружающей среды, самого объекта и здоровья людей
3 – отказ, который быстро и с высокой вероятностью может повлечь за собой значительный ущерб для самого объекта и/ или для окружающей среды, срыв выполняемой задачи, но создает пренебрежимо малую угрозу жизни и здоровью людей
4 – отказ, который быстро и с высокой вероятностью может повлечь за собой значительный ущерб для самого объекта и/или окружающей среды, гибель или тяжелые травмы людей, срыв выполнения поставленной задачи
Система 6s (Шесть сигм)
·Система Шести сигм – это подход к совершенствованию бизнеса, позволяющий найти и исключить причины ошибок или дефектов в бизнес-процессах компании.
При этом максимальная выгода для бизнеса может быть получена путем сосредоточения на тех параметрах процессов, которые оказываются критически важными для потребителя.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 4645; Нарушение авторских прав?; Мы поможем в написании вашей работы!