КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка и оформление технологической документации
|
|
|
|
ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА по производительности
ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА по себестоимости
ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
При выборе оптимального варианта ТП используют технико-экономические критерии — экономичность и производительность. Экономичным считается процесс, который при заданных условиях обеспечивает минимальную технологическую себестоимость. Производительность соответствует наименьшим затратам живого труда и обеспечивает быстрый выпуск продукции в плановые сроки.
Технологическая себестоимость изготовления партии изделий определяется по формуле
 (1.32)
(1.32)
где А — текущие затраты на одно изделие;
N — программа выпуска, шт.;
В — единовременные затраты на программу.
Текущие затраты складываются из следующих составляющих:
 (1.33)
(1.33)
где М — затраты на основные материалы;
З — заработная плата производственных рабочих;
П — расходы на эксплуатацию оснастки и оборудования.
Затраты на основные материалы рассчитываются с учетом возвратных отходов:
 (1.34)
(1.34)
где N — программа выпуска;
mi — масса i -го материала в изделии;
qi — стоимость этого материала;
mj — масса отходов j -го материала;
qj — стоимость этих отходов.
Заработная плата производственных рабочих определяется по формуле
 (1.35)
(1.35)
где М — число операций;
К з.п — коэффициент к заработной плате;
Т шт i — штучное время выполнения i -й операций, нормо-ч;
Si — часовая тарифная ставка рабочего по данной операции.
Коэффициент к заработной плате определяется так:
 (1.36)
(1.36)
где  — коэффициент многостаночного обслуживания;
— коэффициент многостаночного обслуживания;
Р — число рабочих;
m — число станков, которые обслуживает один рабочий;
|
|
|
К 2 — коэффициент, учитывающий перевыполнение нормы (1,1—1,2);
К 3 — коэффициент, связанный с дополнительной оплатой, включающей отчисления на социальное страхование, отпуски и т.д. (1,3—1,5).
Расходы на эксплуатацию оборудования П берутся в процентах к основной заработной плате рабочих и включают затраты на вспомогательные материалы, электроэнергию, амортизацию оборудования, текущий ремонт.
Единовременные затраты В складываются из двух статей: заработной платы наладчиков З н и затрат на основное технологическое оборудование С о:
 (1.37)
(1.37)
 (1.38)
(1.38)
где k — количество единиц оборудования;
Сi — стоимость единицы оборудования;
Кi — коэффициент амортизации.
Коэффициент амортизации зависит от сложности технологического оснащения и составляет: 1,0 — 2,0 для простого, 0,7 — 0,8 для средней сложности, 0,4 — 0,5 для сложного оснащения.
Заработная плата наладчиков технологического оборудования определяется в соответствии с выражением
 (1.39)
(1.39)
где k — количество наладчиков;
Т п.з i — подготовительно-заключительное время по данной операции;
S н i — часовая тарифная ставка наладчика;
Н — число наладок оборудования.
Уравнение технологической себестоимости единичной операции единицы продукции
 (1.40)
(1.40)
Эту зависимость можно представить в виде гиперболы, асимптотически приближающейся к оси N, и выделить в ней три участка (рис. 1.8): мелкосерийное, серийное, крупносерийное и массовое производство. Наиболее сильно программа выпуска влияет на технологическую себестоимость в мелкосерийном производстве.
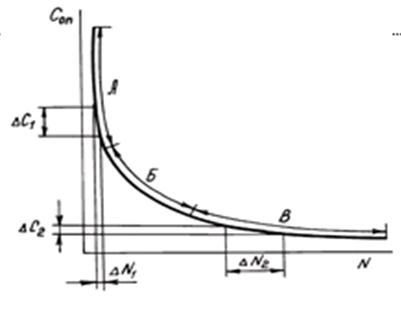
рис. 1.8. Зависимость технологической себестоимости от программы выпуска
Для выбора оптимального варианта ТП по себестоимости строят, используя уравнение (1.32), графические зависимости себестоимости годовой программы по двум вариантам (рис. 1.9):
 (1.41)
(1.41)
где A 1=tga1 — постоянные текущие затраты, в данном случае А 1 >A 2, В 2 >B 1.
|
|
|
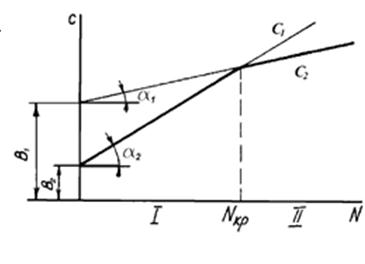
рис. 1.9. Сравнение двух вариантов ТП по себестоимости
Для нахождения N кр, при котором себестоимость по обоим вариантам равны: С 1 =С 2, решим систему уравнений (1.41):

откуда
 (1.42)
(1.42)
Логический смысл сравнения вариантов заключается в том, что для варианта с большим уровнем автоматизации единовременные затраты будут выше по причине высокой стоимости оборудования, но текущие затраты меньше вследствие повышения производительности и снижения квалификации рабочих. Таким образом, если заданная программа меньше N кр, то выбираем I вариант ТП, если программа выпуска больше N кр, то выбираем II вариант.
Для выбора оптимального варианта ТП по производительности рассчитываем производительность труда по каждому из вариантов. Производительность — количество изделий, которое изготовлено за единицу времени (час, смену):
 (1.43)
(1.43)
где Ф д — действительный фонд времени за плановый период;
n — количество операций ТП;
Т шт i — трудоемкость i -й операции.
При расчетах производительности труда необходимо различать штучно-калькуляционное и штучное время выполнения операции.
Штучно-калькуляционное время
 (1.44)
(1.44)
где Т п.з — подготовительно-заключительное время, которое затрачивается на ознакомление с чертежами, получение инструмента, на подготовку и наладку оборудования, оно затрачивается на всю программу выпуска.
Штучное время, затрачивается на каждое изделие,
 (1.45)
(1.45)
где Т осн — основное время работы оборудования;
Т всп — вспомогательное время на установку и снятие детали;
Т обсл — время обслуживания и замены инструмента;
Т пер — время регламентированных перерывов в работе.
Для сборочно-монтажного производства Т осн и Т всп объединяют в оперативное время Т оп, а Т обсл +Т пер составляют дополнительное время, его задают в процентах от оперативного в виде коэффициентов. Согласно ОСТ 4ГО.050.012 "Нормирование сборочно-монтажных работ в производстве РЭА" штучное время определяется по формуле
 (1.46)
(1.46)
где К 1 — коэффициент, зависящий от сложности аппаратуры и типа производства;
К 2 — коэффициент, учитывающий подготовительно-заключительное время и время обслуживания в процентах от оперативного;
|
|
|
К 3 — коэффициент, учитывающий долю времени на перерывы в работе в процентах к оперативному времени и зависящий от сложности выполняемой работы и условий труда.
Значения коэффициентов К 1 и К 2 выбирают по табл. 1.9 в зависимости от типа производства, К 3 — по табл. 1.10.
Таблица 1.9. - Значения коэффициентов К 1 и К 2
| Тип производства | К 1 для аппаратуры | К 2, % | ||
| 2-го поколения | 3-го поколения | 4-го поколения | ||
| Индивидуальное | 1,3 | 1,8 | 2,0 | |
| Мелкосерийное | 1,2 | 1,5 | 1,8 | 9,6 |
| Серийное | 1,0 | 1,2 | 1,5 | 7,6 |
| Крупносерийное | 0,75 | 0,9 | 1,12 | 5,4 |
| Массовое | 0,70 | 0,85 | 1,05 | 3,7 |
Таблица 1.9.- З начения коэффициента К 3 в зависимости от условий работы
| Характер работ | К 3, % |
| Простые: | |
| Легкие | |
| Средние | |
| в неблагоприятных условиях | |
| в тяжелых условиях | |
| с большим зрительным напряжением | |
| Тяжелые или в особо неблагоприятных условиях | |
| Особо тяжелые и в неблагоприятных условиях |
Для выбора оптимального варианта ТП составляют два уравнения для вычисления суммарного штучно-калькуляционного времени сравниваемых вариантов в соответствии с технической нормой:
 ,
,  (1.47)
(1.47)
где m, n — число операций по вариантам.
Тогда критический размер партии изделий равен
 (1.48)
(1.48)
Если вариант ТП отличается большим уровнем автоматизации, то ему соответствует большее суммарное подготовительно-заключительное время вследствие сложности подготовки оборудования и одновременно меньшее суммарное штучное время.
Ориентировочно подготовительно-заключительное время на всю годовую программу равно
 (1.49)
(1.49)
где Т п.з. см — сменная норма подготовительно-заключительного времени;
С — количество смен;
Д р — количество рабочих дней в плановый период.
Сменная норма подготовительно-заключительного времени определяется инструкцией по эксплуатации и выражает готовность оборудования на начало ТП (табл.1.10).
Таблица 1.10.- Укрупненные нормы подготовительно-заключительного времени
| Тип оборудования | Т П.З. СМ, мин |
| Простая оснастка | 1—5 |
| Оснастка средней сложности (с пневмо- или электроприводом) | 10—15 |
| Сложная технологическая и регулировочная оснастка | 15—30 |
| Полуавтоматы | 15—25 |
| Сложное автоматическое оборудование | 20—30 |
| Микропроцессорное оборудование, управляемые роботы | 30—40 |
| Установки волновой пайки | 50—60 |
|
|
|
Единые правила выполнения, оформления, комплектации и обращения технологической документации установлены комплексом стандартов Единой системы технологической документации (ЕСТД), которые распределены по следующим классификационным группам:
0—основные положения;
1—основополагающие стандарты;
2—классификация и обозначение технологических документов (ТД);
3—правила учета применяемости изделий и технологической оснастки;
4—правила оформления ТД на процессы, специализированные по видам работ;
5—правила оформления ТД на испытания и контроль;
6—вспомогательное производство, правила оформления ТД;
7,8—для последующих стандартов;
9—нормативное хозяйство.
Согласно ГОСТ 3.1102—81, на этапе “эскизного и технического проекта КД ТД соответствует предварительному проекту с присвоением литеры "П", рабочей документации на стадии опытного образца присваивается литера "О", на стадии установочной серии — литера "А", массового или серийного производства — литера "Б".
К ТД относятся графические и текстовые документы, назначение и содержание которых приведены в табл.1.11. Технологическая документация разрабатывается в виде комплекта документов. Виды ТД устанавливает ГОСТ 3.1102—81, состав, формы и правила оформления информационных блоков основной надписи — ГОСТ 3.1103—82, общие требования к документам, формам и бланкам — ГОСТ 3.1104—81, термины и определения основных понятий — ГОСТ 3.1109—82.
При серийном производстве и маршрутно-операционном типе ТП комплект ТД включает:
1) титульный лист (ГОСТ 3.1105—74);
2) ведомость технологических документов (ГОСТ 3.1122—84, формы 4 и 4а);
3) комплектовочную карту (ГОСТ 3.1123—84, формы 6 и 6а);
4) маршрутные карты (ГОСТ 3.1118—82, формы 1 и 1а);
5) ведомость оснастки (ГОСТ 3.1122—84, формы 2 и 2а);
6) ведомость операции контроля (ГОСТ 3.1105—74, форма 3).
При крупносерийном или массовом производстве и операционном типе ТП комплект ТД включает:
1) титульный лист (ГОСТ 3.1104—81);
2) ведомость технологических документов (ГОСТ 3.1122—84, формы 4 и 4а);
3) комплектовочную карту (ГОСТ 3.1123—84, формы 6 и 6а);
4) маршрутные карты (ГОСТ 3.1118—82, формы 2 и 2а);
5) операционную карту сборки (ГОСТ 3.1407—82, формы 3 и 3а или 2 и 2а);
6) карту эскизов (ГОСТ 3.1105—84, формы 7 и 7а);
7) ведомость оснастки (ГОСТ 3.1122—84, формы 3 и 3а);
8) операционную карту контроля (ГОСТ 3.1502—74).
Документы заполняются следующими способами:
1) машинописным с шагом письма 2,54 или 2,6 мм;
2) рукописным, черной тушью, с высотой букв и цифр не менее 2,5 мм (ГОСТ 2.304—81);
3) с применением печатного устройства (ГОСТ 2.004-88) шрифтом 11 pt.
Наименование разделов и подразделов записывают в виде заголовков и подзаголовков и при необходимости подчеркивают. Под заголовками и между разделами следует оставлять 1—2 свободные строки. Запись данных следует производить в технологической последовательности выполнения операций, переходов, приемов работ, физических и химических процессов.
Таблица 1.11.- Виды и назначение основных технологических документов
| Вид документа | Содержание и назначение документа |
| Маршрутная карта (МК) | Описание ТП изготовления изделия по всем операциям в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах |
| Технологическая инструкция (ТИ) | Описание приемов работы или ТП, правил эксплуатации средств технологического оснащения, физических и химических явлений, происходящих на отдельных операциях |
| Карта эскизов (КЭ) | Эскизы, схемы и таблицы, необходимые для выполнения ТП, операции или перехода |
| Комплектовочная карта (КК) | Данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия |
| Ведомость материалов (ВМ) | Данные о заготовках, нормах расхода материала |
| Ведомость оснастки (ВО) | Перечень технологической оснастки и инструментов, необходимых для выполнения данного ТП |
| Ведомость технологических документов (ВТД) | Состав и комплектность ТД, необходимых для изготовления изделия |
| Операционная карта (ОК) | Описание технологической операции с указанием переходов, данных о технологическом оборудовании, оснастке, инструментах и режимах обработки |
| Ведомость операции (ВОП) | Описание и перечень всех операций технологического контроля, выполненных в одном цехе в технологической последовательности, с указанием данных о контрольной оснастке, инструментах и требований к контролируемым параметрам изделия |
Операции нумеруют числами ряда арифметической прогрессии (5, 10, 15 и т. д.). Допускается к числам добавлять слева нули. Переходы нумеруют числами натурального ряда (1, 2, 3 и т. д.) в пределах данной операции. Установы нумеруют прописными буквами русского алфавита (А, Б, В и т. д.). Размерные характеристики и обозначение обрабатываемых поверхностей указывают арабскими цифрами. Для обозначения позиций и осей допускается применять римские цифры.
Допускается применять сокращенную запись наименований и обозначений, если в документе записаны коды или полные наименования и обозначения этих данных. Например, при последовательном применении инструмента одного кода и наименования в нескольких переходах одной операции полную информацию указывают только для перехода, где он впервые применяется. В следующем переходе записывают: "То же", далее — кавычки. При применении инструмента одного кода и наименования в разных переходах одной операции, не следующих друг за другом, в переходе, где впервые был применен данный инструмент, допускается указывать номера последующих переходов, например "ШЦ 11-250-0,05 (для переходов 3, 5, 8)". При этом, записывая соответствующую информацию в этих переходах, дают ссылку, например "см. переход 1".
Титульный лист (ТЛ) является первым листом комплекта технологических документов и заполняется на формах 1—4 в соответствии с ГОСТ 3.1105—84. Форму 2 применяют для документов с горизонтальным расположением поля подшивки. В основной надписи, располагаемой в верхней правой части ТЛ, указывают наименование и обозначение изделия по конструкторскому документу, технологический код процесса, литеру, соответствующую этапу разработки, количество листов. Ниже указывают наименование министерства, организации-разработчика. Еще ниже указывают должности и фамилии лиц, согласовавших комплект документов (слева) и утвердивших документ (справа).
Далее прописными буквами записывают: "КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ" или "КОМПЛЕКТ ДОКУМЕНТОВ", ниже строчными — название ТП. Ниже слева указывают должность и подпись лиц, подтверждающих согласование комплекта документов с подразделениями предприятия, справа — подписи ответственных за разработку комплекта документов. В нижней части ТЛ указывают номер акта и дату внедрения ТП в производство, например: АКТ N 14-87 от 15.05.2001.
Маршрутная карта (МК) является одним из важнейших технологических документов комплекта, его составной и неотъемлемой частью и имеет ряд форм. Выбор и установление области применения соответствующих форм МК зависит от разрабатываемых видов технологических процессов, назначения и формы в составе комплекта ТД и применяемых методов проектирования. Формы и правила оформления МК устанавливает ГОСТ 3.1118—82. При маршрутном и маршрутно-операционном описании ТП МК является одним из основных документов, в котором описывается весь процесс в технологической последовательности выполнения операций. При операционном описании ТП МК выполняет роль свободного документа, в котором указывается адресная информация (номер участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
Для изложения ТП в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. В качестве обозначения служебных символов приняты буквы русского алфавита, которые отражают определенные виды информации и проставляются перед номером строки (табл. 1.12).
Таблица 1.12.- Содержание символов, используемых для описания МК
| Обозначение | Содержание информации, вносимой в графы МК, расположенные в строке |
| А | Номер цеха, участка, рабочего места, где выполняется операция; номер, код и наименование операции; обозначение документов, применяемых при выполнении операции |
| Б | Код, наименование операции, трудозатраты |
| В, Г, Д, Е | Информация по символам А и Б для форм с вертикальным расположением поля подшивки |
| К | Комплектация изделия составными частями с указанием наименований и обозначений деталей и сборочных единиц |
| М | Применяемый материал, исходная заготовка, вспомогательные материалы, коды единицы величины, единицы нормирования, количество на изделие и нормы расхода |
| О | Содержание операции (перехода) |
| Т | Применяемая технологическая оснастка |
| Л, Н | Комплектация изделия для форм с вертикальным расположением поля подшивки |
На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик с учетом выбранного им способа заполнения документов.
Запись на строках, имеющих символ О, следует выполнять в технологической последовательности по всей длине строки с возможностью переноса, при необходимости, информации на следующие строки. При операционном описании ТП номер проставляют в начале строки. Информацию на строках с символом Т записывают в такой последовательности: приспособления, вспомогательный, режущий, слесарно-монтажный, специальный инструмент, средства измерения. Запись выполняют по всей длине строки, разделяя каждый вид инструмента знаком ";". Количество одновременно применяемых единиц технологической оснастки указывают после кода (обозначения), заключая в скобки, например БГУИ.ХХХХХХ.ХХХ (5), приспособление для гибки. Графы маршрутных карт заполняют в соответствии с табл. 1.13.
При заполнении МК и ОК руководствуются следующими правилами и требованиями:
· именовать операции кратко, без возможности других толкований, начиная с отглагольного существительного (например: "Установка ЭРЭ на печатные платы", "Пайка бескорпусных микросборок на печатные платы", "Контроль блока");
· переходы формулировать глаголами в повелительном наклонении (например: "Извлечь деталь из тары", "Закрепить ручку согласно чертежу", "Проверить внешним осмотром качество и правильность крепления печатного узла согласно чертежу"), т. е. построение фразы при формулировании перехода должно обращать внимание исполнителя в первую очередь на главное действие, а затем указываются предметы и действия, посредством которых достигается основная цель;
· все операции, включая регулировочные и контрольные, вносить в ТД в порядке их выполнения.
Таблица 1.13.- Кодирование информации в графах маршрутной карты
| Служебные символы | Условное обозначение | Содержание информации в графе |
| МО1 | — | Наименование, сортамент, размер и марка материала, обозначение стандарта, ТУ |
| МО2 | КОД | Код материала по классификатору |
| МО2 | ЕВ | Код единицы величины (массы, длины, площади детали, заготовки, материала) по классификатору |
| МО2 | МД | Масса детали по КД |
| МО2 | ЕН | Единица нормирования, на которую установлена норма расхода материала или норма времени, 1, 10, 100, 1000 |
| МО2 | Н.расх. | Норма расхода материала |
| МО2 | КИМ | Коэффициент использования материала |
| МО2, МО3 | Код заготовки | Код заготовки по классификатору. Допускается указывать вид заготовки (отливка, прокат и т. д.) |
| МО2, МО3 | Профиль и размеры | Профиль и размеры исходной заготовки, например: лист 1х100х1000 |
| МО2, МО3 | КД | Количество деталей, изготавливаемых из одной заготовки |
| МО2, МО3 | МЗ | Масса заготовки |
| А, В | Цех, уч., РМ | Номера (коды) цеха, участка, рабочего места, где выполняется операция |
| А, В | Опер. | Номер операции в технологической последовательности изготовления или ремонта изделия (включая контроль и перемещение): 005; 010; 015 и т. д. |
| А, В | Код, наименование операции | Код операции по технологическому классификатору, наименование операции |
| А, Г | Обозначение документа | Обозначение документа, инструкций по охране труда, применяемых при выполнении данной операции |
| Б, Д | Код, наименование | Код оборудования по классификатору, краткое наименование |
| Б, Е | СМ | Степень механизации (код) |
| Б, Е | Профиль | Код профессии по классификатору ОК ПДТР |
| Б, Е | Р | Разряд работы, необходимый для выполнения операций |
| Б, Е | УТ | Код условий труда по классификатору ОК ПДТО и код вида нормы |
| Б, Е | КР | Количество исполнителей, занятых при выполнении операции |
| Б, Е | КОИД | Количество одновременно обрабатываемых деталей (сборочных единиц) при выполнении одной операции, при перемещении объема грузовой единицы — количество деталей в таре |
| Б, Е | ОП | Объем производственной партии в штуках |
| Б, Е | Кпп | Коэффициент штучного времени при многостаночном обслуживании, зависящий от числа обслуживаемых станков, например: М, равного 1,2,3,4,5, соответственно 1;0,65; 0,48;0,39;0,35 |
| Б, Е | Тп.з. | Норма подготовительно-заключительного времени на операцию |
| Б, Е | Тшт. | Норма штучного времени на операцию |
| К, Л, М | Наименование дет., сб.ед. | Наименование деталей, сборочных единиц, материалов детали, применяемых при выполнении операции |
| К, Н, М | ОПП | Обозначение подразделения (склада, кладовой), откуда поступают комплектующие детали |
| К, Н, М | Кп | Количество деталей, сборочных единиц, применяемых при сборке изделия |
| К, Н, М | Н.расх. | Норма расхода материалов |
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 809; Нарушение авторских прав?; Мы поможем в написании вашей работы!