КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология проводного монтажа
|
|
|
|
К проводному монтажу предъявляются следующие требования:
– минимальная длина электрических связей;
– обеспечение надежных электрических и механических контактов;
– технологичность при изготовлении и ремонте аппаратуры;
– высокая помехоустойчивость за счет применения экранов, заземление каждого экрана в отдельности, пересечения монтируемых высокочастотных цепей под углом, близким к 90О;
– соблюдение допустимых расстояний между оголенными участками проводов и металлическими поверхностями конструкций (не менее 3 мм для цепей с напряжением до 250 В, 5 мм для цепей свыше 250 В);
– подключение не более 2-3 проводов под один зажимной контакт и выбор сечения проводов в зависимости от токовой нагрузки;
– оголенные участки проводов должны иметь антикоррозийное или технологическое покрытие под пайку.
К проводам для жгутового монтажа предъявляют следующие требования:
- высокая механическая и электрическая прочность;
- гибкость, эластичность, возможность фигурной укладки;
- наличие цветной изоляции или маркировочных бирок на концах проводников;
- соответствие сечения провода и изоляции току нагрузки, допускаемому падению напряжения; наличие паяемых и антикоррозионных покрытий.
Для фиксированного внутриблочного монтажа используют медные провода с волокнистой изоляцией из капроновых нитей (МШДЛ, МЭШДЛ, МГШ, МГШД), пластика (ПВХ, НВ, НВМ), с комбинированной волокнисто-полихлорвиниловой (МШВ, МГШВ, БПВЛ), полихлорвиниловой (ПМВ, МГВ), поливинилхлоридной (МКШ, МПКШ) и резиновой изоляции (ЛПРГС, ПРП, АПРФ, ПРГ). Монтаж при повышенной температуре ведут проводами в изоляции из стекловолокна (МГСЛ, МГСЛЭ). При повышенной температуре (до 250°С) и влажности используют провод во фторопластовой изоляцией (МГТФ), для аппаратуры, работающей в интервале температур -60 - +40°С - провода в шланговой оболочке из морозостойкой резины марок РПД и РПШЭ.
Монтажные провода поставляются в бухтах. Часть монтажных проводов, в первую очередь с резиновой изоляцией, имеют луженые токопроводящие жилы, что ускоряет процесс подготовки проводов для монтажа. При выборе цвета изоляции монтажных проводов и их обозначений на электромонтажных схемах рекомендуется учитывать назначение электрической цепи. Помимо цвета провода могут различаться при помощи бирок, липких лент или путем нанесения маркировочных обозначений непосредственно на изоляцию проводов. (Например, красный - для цепей с высоким положительным потенциалом, синий - с отрицательным потенциалом, желтый - питание переменным током, черный - нулевое значение потенциала и т. д).
Наибольшее применение получила маркировка при помощи маркировочных бирок, изготовленных из полихлорвиниловых трубок. Бирку закрепляют на конце провода таким образом, чтобы она перекрывала обрез его изолирующей оплетки на 1-3 мм и не сползала при тряске и вибрации. Изготовление бирок включает маркировку, сушку и отрезку полихлорвиниловых трубок и осуществляется на специальных автоматах.
Подготовка проводов к монтажу включает следующие операции: мерную резку, удаление изоляции и заделку концов проводов, маркировку, облуживание и свивание проводов.
Мерную резку проводов вручную выполняют ножницами, кусачками, определяя длину провода по шаблону. В мелкосерийном производстве эта операция механизируется с помощью устройств мерной резки (рис. 4.2). Приспособление состоит из упора 4 с закрепленной на нем стрелкой. Упор жестко крепится на столе 7 гайкой-барашком так, чтобы стрелка совпадала с делением линейки 8. Резка производится между отверстиями в неподвижном 2 и подвижном 3 дисках путем поворота диска 3 вручную рукояткой 6. Диск 3 возвращается в исходное состояние с помощью пружины 5. Приспособление позволяет получить точность нарезки ±0.7 мм. В других конструкциях вращение диска осуществляется электродвигателем.
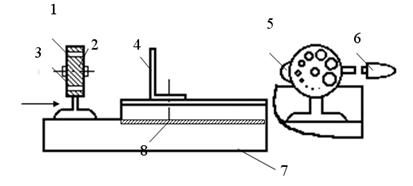
Рис. 4.2. Устройство мерной резки
Резку проводов (различных марок и сечений) длиной от 50 до 1350 мм и зачистку концов обжигом пластиковой изоляции по концам на расстоянии 5-10мм при массовом производстве выполняют на специальных автоматах (рис. 4.3).. Провод с катушки 1 протягивается через механизм предварительной подачи 2, роликовый механизм рихтовки 3, мерный ролик 4, механизм подачи (ролики 5,6), механизм зажима 8,9, механизм обжига 7 к механизму резки 10. При достижении заданной длины ведущие подвижные ролики 5 отходят от ведущих неподвижных роликов 6 с помощью пневмосистемы, но происходит фиксация провода зажимами 7 и 9. После этого механизм обжига 8 наджигает изоляцию провода в двух местах. Далее провод разрезается отрезным ножом 10 и выталкивается захватом 9 с помощью пневмосистемы в тару. Производительность автомата достигает 2000 шт/ч.
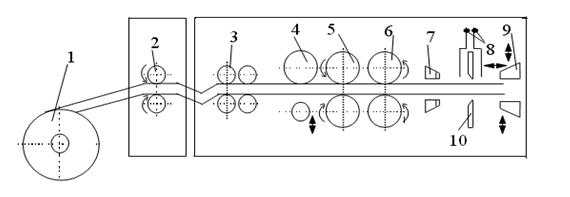
Рис. 4.3. Схема автомата подготовки провода
Зачистка проводов от изоляции должна обеспечить технологичность монтажа и надежность контактного соединения. Для большинства соединений зачистку осуществляют на длину 7-10 мм, для многожильных проводов - 10-15 мм (рис. 4.4). Изоляцию проводов удаляют:
– МГВ,МГВЛ,МГВЛЭ,МГВСЛ - электрообжигом;
– МГСЛ (с внутренней изоляцией из стекловолокна) надрезом на автомате, специальными щипцами;
– МГТФ, МГТФЛЭ (термостойкая фторопластовая изоляция) надрезом;
– ЛПЛ (х/б пряжа), МОГ (шелк, капрон), МГТЛ (лавсановая) электрообжигом;
– МШВ,МГШВ (пленочная и волокнистая изоляции) - электрообжигом;
– эмалевую изоляцию с проводов ПЭТ,ПЭЛ - шлифовальной шкуркой, шабером;
– ПЭВ и ПЭМ - погружением в муравьиную кислоту и протиркой бязью;
– многожильных ЛЭШО и ЛЭШД - нагревая в верхней части пламени спиртовой горелки и погружая в спирт с последующей протиркой бязью, либо погружением в расплав солей (хлористый калий) при температуре 7680 С на 1-2с.
Для зачистки изоляции применяют специальные приспособления, удаляющие изоляцию обжигом и стягиванием съемником изоляции (рис. 4.5). Основными рабочими органами являются нить накала 3 и губки-ножи 2. Нить прожигает изоляцию при повороте провода 1 вокруг оси. Губки являются опорой для провода при прожигании изоляции, предохраняют ее от обугливания, обеспечивают снятие изоляции. Для исключения надрезов губки полируются и имеют радиус скругления 0,08 мм.
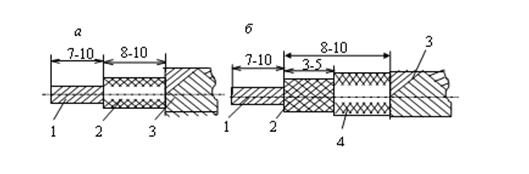
Рис. 4.4. Разделка концов проводов с пластиковой (а) и комбинированной (б) изоляцией
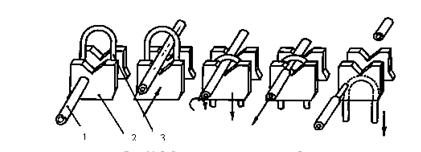
Рис. 4.5. Схема удаления изоляции обжигом
Термомеханический способ позволяет снимать изоляцию в один прием с проводов сечением 0,07-0,35 мм2. Рабочее место при этом должно быть оборудовано местной вентиляцией. Недостатки тепловых методов удаления изоляции: возможны пережоги провода, образование окисной пленки, выделение вредных газов.
К механическим приспособлениям, предназначенным для снятия любой изоляции, относится устройство с механическими щетками, которые вращаются при помощи электродвигателя в противоположных направлениях. Зазор между щетками регулируется. Время зачистки изоляции 2-3 с., производительность 150-300 проводов/час, длина снимаемой изоляции 5-20 мм. Недостатки механического способа: уменьшение диаметра, насечки, скручивание, трудности при обработке проводов малого диаметра 0,02-0,05 мм.
Заделку концов изоляции с волокнистой изоляцией осуществляют с помощью нитроклея, путем одевания полихлорвиниловых трубок или наконечников из пластмасс, нитками (оклетневка). Оклетневка состоит в наматывании на изоляцию слоя цветных хлопчатобумажных или шелковых ниток, которые затем покрывают клеем БФ-4 или нитролаком (рис. 4.6).
1 – провод; 2 – хлопчатобумажная нитка
рис. 4.6. Закрепление изоляции провода ниткой
Для снятия экранирующей оплетки с кабелей применяется установка СЭ-1, работающая по принципу винтового среза оплетки с помощью вращающихся фрез и неподвижных ножей (рис. 4.7). Перемещением втулки 1 устанавливают расстояние между ножами 2. Кабель 5 подается в отверстие втулки до упора 4. Фрезы 3, вращаясь навстречу движения провода, загибают экранирующую оплетку 6, которая срезается, попадая в зазор между зубьями фрез и ножами. Круговой срез обеспечивается поворотом провода вокруг оси. Установка для снятия экранирующей оплетки с концов монтажных проводов типа МГВШЭ, БПВЛЭ диаметром по оплетке 1-5 мм имеет производительность 600 заготовок/ч.
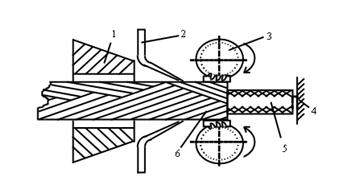
рис. 4.7. Схема установки для снятия экранирующей оплетки
Разделку концов экранирующей оплетки, обеспечивающую подключение ее к корпусу выполняют следующими способами:
– протаскиванием конца провода через отверстие, сделанное в оплетке на расстоянии 20 мм от конца и подключение свободной части оплетки к корпусу;
– подпайкой к оплетке дополнительного провода.
Лужение монтажных проводов осуществляют путем погружения оголенных участков в ванны с припоем ПОС61, ПОС61М при температуре 250-260 С в течение 1-4 с с использованием флюсов ФКСп, ФКТ. Для ВЧ кабелей с нетеплостойкой изоляцией применяется припой ПОСВ-33 при температуре 170-190°С.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2013; Нарушение авторских прав?; Мы поможем в написании вашей работы!