КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производство стали в мартеновских печах
|
|
|
|
Агломерациязаключается в спекании шихты, состоящей из железной руды мелких фракций (40…50 %), известняка (15 … 20 %), возврата мелкого агломерата (20… 30 %), коксовой мелочи (4 … 6 %), влаги (6…9 %) на специальной машине для улучшения их металлургических свойств. Эти материалы смешиваются с измельченным твердым топливом (коксом, углем), увлажняются и подаются в агломерационную машину. Спекание выполняют на агломерационных машинах при 1300…1500 °С. В процессе спекания из руды удаляются вредные примеси (сера, частично мышьяк), карбонаты разлагаются и получается кусковой пористый офлюсованный материал - агломерат.
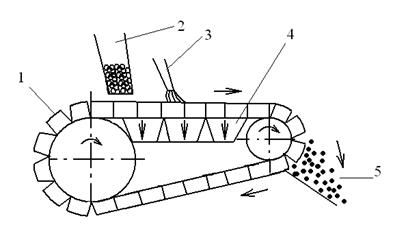
Агломерационная машина ленточного типа состоит из большого числа паллетспекательных тележек с отверстиями в днище, двигающихся по направляющим рельсам (рис. 1.2). В загруженной паллете после зажигания газовыми горелками начинается горение топлива, причем фронт горения распространяется сверху вниз. Воздух просасывается сквозь пой шихты благодаря действию специальных вакуумных устройств, называемых эксгаустерами. Температура в слое шихты достигает 1300…1600 °С.

|
В результате восстановления оксидов железа в присутствии кремнезема образуется фаялит Fе2SiO4 по реакции
2Fе304 + 3Si02 + 2СО = ЗFе2SiO4 + 2СO2.
В зоне горения фаялит, имеющий температуру плавления 1209 °С, плавится и смачивает зерна шихты, благодаря чему при охлаждении образуется твердая пористая масса — агломерат. Агломерат имеет высокую пористость (до 50 %) и хорошую восстановимость. Кроме того, в процессе спекания почти полностью выжигается сера, которая удаляется в виде сернистого газа. В металлургии обычно используют офлюсованный агломерат, для чего в шихту дополнительно вводят известняк.
Окатывание применяют для обработки тонко измельченных концентратов. Шихта, состоящая из измельченных концентратов, флюса, топлива, увлажняется и при обработке во вращающихся барабанах, тарельчатых чашах (грануляторах) приобретает форму шариков-окатышей диаметром до 30 мм. Окатыши высушивают и обжигают при 1200…1350 °С на специальных машинах (рис. 1.3).
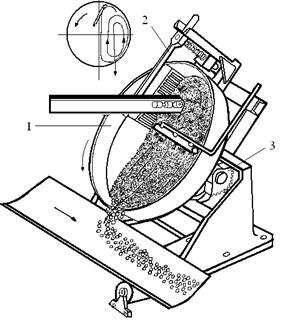
После обжига окатыши приобретают высокую прочность при достаточной пористости. Использование агломерата и окатышей исключает отдельную подачу флюса - известняка в доменную печь при плавке, так как флюс в необходимом количестве входит в их состав. Это улучшает работу доменной печи, повышает ее производительность, снижает расход кокса. Шихта состоит из тонкоизмельченного концентрата (меньше 0,5 мм), из известняка (флюса) и возврата (отбракованных окатышей). Для лучшего окатывания шихту увлажняют (8…10 %) и в ее состав добавляют связующее – бентонитовую глину (до 1,5 %). Образование окатышей диаметром 25…30 мм происходит в грануляторе – вращающейся со скоростью 6…9 об/мин неглубокой чаше. Далее окатыши подвергают сушке при температуре 200…400 °С, а затем обжигу при 1300…1400 °С, после чего они приобретают высокую прочность.
1.5. Выплавка чугуна /1, с. 28/
Чугун выплавляют в вертикальных печах шахтного типа - доменных почах. Сущность процесса получения чугуна в доменных печах заключается в восстановлении окислов железа, входящих в состав руды, которую загружают в печь, окисью углерода, водородом и твердым углеродом, выделяющимися при сгорании топлива в печи.
Устройство и работа доменной печи. Полезная высота доменной печи достигает до 80 м /Солнцев, с. 16/, или примерно в 2,5… 3 раза больше диаметра. Рабочее пространство печи включает колошник 6, шахту 5, распар 4, заплечики 3, горн 1, лещадь 15. В верхней части колошника находится засыпной аппарат 8, через который в печь загружают шихту (офлюсованный агломерат и окатыши).
Стенки печи выкладывают из огнеупорных материалов — в основном из шамота. Нижнюю часть горна и его основание (лещадь) выполняют из особо огнеупорных материалов — углеродистых (графитизированных) блоков. Для повышения стойкости огнеупорной кладки в ней устанавливают (примерно на 3Д высоты печи) металлические холодильники, по которым циркулирует вода. Для уменьшения расхода воды (для крупных печей расход воды до 70000 м3 в сутки) применяют испарительное охлаждение, основанное на том, что поглощаемое тепло используется для парообразования.
Кладка печи снаружи заключена в стальной кожух толщиной до 40 мм. Для уменьшения нагрузки на нижнюю часть печи ее верхнюю часть (шахту) сооружают на стальном кольце, опирающемся на колонны. Доменная печь (рис. 1.4) имеет стальной кожух, выложенный изнутри огнеупорным шамотным кирпичом.
Схема работы доменного цеха современного металлургического завода приведена на рис. 1.5.
Шихтовые материалы поступают в бункера, расположенные на рудном дворе: офлюсованный агломерат- с агломерационной фабрики, а кокс - от коксовых батарей коксохимического завода. Из бункеров шихтовые материалы подаются в вагон-весы 1, на которых взвешивают определенные порции шихты. Из вагона-весов кокс и агломерат передаются в вагонетку 3 скипового подъемника. Скиповой подъемник представляет собой наклонный рельсовый мост, по которому движутся две вагонетки. Скип поднимается стальным канатом до верхней точки рельсового моста и опрокидывается. Через загрузочное устройство (засыпной аппарат) 4 шихта попадает в доменную печь (см. рис. 1.5). Печь состоит из колошника 5, шахты б, распара 7, заплечиков 8 и горна 9.
Две скиповые вагонетки с помощью лебедки передвигаются по наклонному мосту 12 (см. рис. 1.4) к засыпному аппарату 8 и, опрокидываясь, высыпают шихту в приемную воронку 7 распределителя шихты. При опускании малого конуса 10 засыпного аппарата шихта попадает в чашу 11 а при опускании большого конуса 13 - в доменную печь. Такая последовательность работы механизмов засыпного аппарата необходима для предотвращения выхода газов из доменной печи в атмосферу.
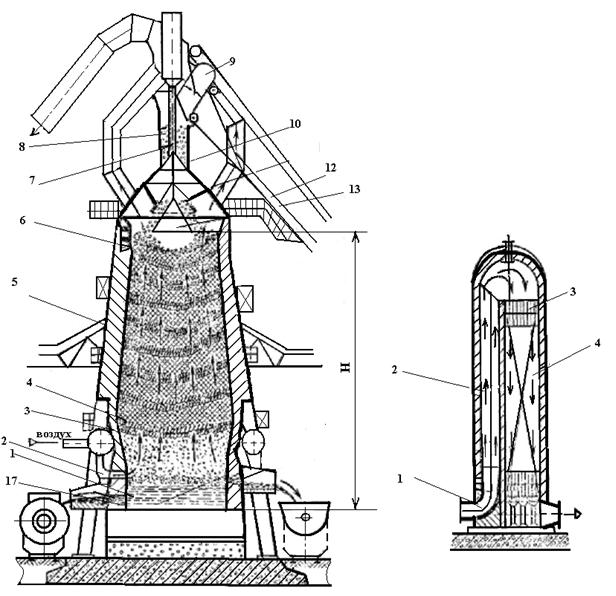
Рис. 1.4. Схема устройства доменной печи и воздухонагревателя
Для равномерного распределения шихты в доменной печи малый конус и приемная воронка после загрузки очередной порции материалов поворачиваются на угол, кратный 60°. Все механизмы засыпного аппарата и скипового подъемника Агломерат, руду, флюс и кокс, поступающие в печь в определенном соотношении, называют шихтой.
Доменные печи, как и все шахтные печи, работают по принципу противотока. Сверху сходят шихтовые материалы, а снизу им навстречу движутся газы, образующиеся в процессе горения топлива.
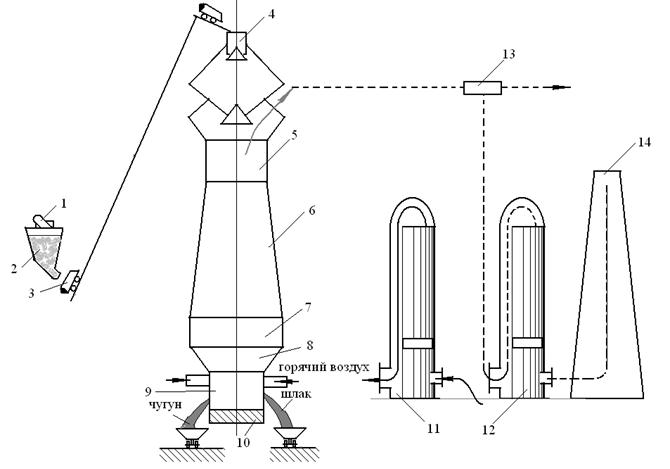
Рис. 1.5. Схема работы доменного цеха
В процессе работы печи шихтовые материалы постепенно опускаются вниз, а через загрузочное устройство в печь подаются новые порции шихтовых материалов в таком количестве, чтобы весь полезный объем печи был заполнен.
Полезный объем печи - это объем, занимаемый шихтой от лещади до нижней кромки большого конуса засыпного аппарата при его опускании. Современные доменные печи имеют полезный объем 2000…5000 м3 Полезная высота доменной печи достигает 35 м. В верхней части горна находятся фурменные устройства 14 через которые в печь поступают нагретый воздух, необходимый для горения кокса, и газообразное топливо, в некоторых случаях жидкое или пылевидное топливо. Предварительный нагрев воздуха необходим для уменьшения потерь теплоты в печи. Воздух поступает в доменную печь из воздухонагревателей. Для нагрева воздуха применяют воздухонагреватели регенеративного типа. Внутри воздухонагревателя (рис. 1.4, справа) имеется камера сгорания 2 и насадка 4 занимающая основной объем воздухонагревателя. Насадка выложена из огнеупорных кирпичей 3 так, что между ними образуются вертикальные каналы. В нижнюю часть камеры сгорания к горелке 1 подается очищенный от пыли колошниковый газ, который сгорает и образует горячие газы. Горячие газы, проходя через насадку, нагревают ее и удаляются из воздухонагревателя через дымовую трубу. Затем подача газа к горелке прекращается, и по трубопроводу через насадку пропускается холодный воздух, подаваемый турбовоз-духодувной машиной. Доменная печь имеет несколько воздухонагревателей: в то время как в одних насадка нагревается горячими газами, в других она отдает теплоту холодному воздуху, нагревая его. По охлаждении нагретой насадки воздухом нагреватели переключаются. Воздух, проходя через насадку воздухо - нагревателя, нагревается до 1000…1200 °С и поступает к фурменному устройству 14 доменной печи (см. рис. II.2), а оттуда в ее рабочее пространство.
Горение топлива. Вблизи фурм 2 (см. рис. 1.4) углерод кокса, взаимодействуя с кислородом воздуха, сгорает:
С + О2 = СО2 + 393,51 кДж.
При высоких температурах и в присутствии твердого углерода кокса двуокись углерода неустойчива и частично переходит и окись углерода;
СО2 + С = 2СО - 171,88 кДж.
Одновременно, на некотором расстоянии от фурм, идет реакция неполного горения углерода кокса:
С - 1/2О2 = СО + 110,5 к Дж.
В результате горения кокса в доменной печи выделяется теплота и образуется газовый поток, содержащий СО, СО2 и другие газы. При этом в печи немного выше уровня фурм температура становится более 2000° С. Горячие газы, поднимаясь вверх, отдают свою теплоту шихтовым материалам и нагревают их, охлаждаясь до 400…300 °С у колошника. В зоне печи, где температура газон достигает 700 … 450 °С, часть окиси углерода разлагается с образованием сажистого углерода, оседающего на шихтовых материалах:
2СО = СО2 + С↓
Остальная часть газа, состоящего в основном из СО, СО2, N2, Н2, СН4 (колошниковый газ), отводится из печи по трубам и после очистки используется как топливо для воздухонагревателей.
Шихтовые материалы (агломерат, кокс) опускаются навстречу потоку газов и нагреваются. В результате в них происходит целый ряд химических превращений: удаляется влага, из топлива выделяются летучие вещества, а при прогреве шихты до температуры ~ 570 °С начинается основной процесс - восстановление окислов железа, содержащихся в агломерате.
Восстановление окислов железа в доменной печи. Этот процесс протекает в результате взаимодействия окислов железа с окисью углерода и твердым углеродом кокса, а также водородом. Восстановление твердым углеродом называют прямым, а газами - косвенным.
При температурах до 570 °С восстановление окиси железа протекает по реакциям
ЗFe2О3 + СО = 2Ге3О4 + СО2;
Fе3О4 + 4СО = ЗFе + 4СО2.
При более высоких температурах (750…900 °С) окислы железа восстанавливаются наиболее интенсивно:
ЗFе2Оз + СО = 2Fе3О4 + СО2;
Fе3О4 + СО = ЗFеО + СО2;
FeО+СО = Fе + СО2.
При этих температурах из руды, находящейся в нижней зоне шахты доменной печи, образуется твердое губчатое железо. Некоторая часть закиси железа опускается до уровня распара и заплечиков, где восстанавливается твердым углеродом кокса в результате двух одновременно протекающих реакций:
СО2 + С = 2СО;
FеО + СО = Fе + СО3
FеО + C = Fe + CO
В реакциях восстановления железа участвуют также сажистый углерод и водород, особенно при введении в доменную печь природного газа.
По мере опускания шихта достигает зоны в печи, где температура составляет 1000 … 1100 °С. При этих температурах восстановленное из руды твердое железо, взаимодействуя с окисью углерода, коксом и сажистым углеродом, интенсивно науглероживается благодаря способности железа в твердом состоянии растворять углерод:
ЗFе + 2СО = Ге3С + СО2;
ЗFe + С = Fе3С.
При насыщении углеродом температура плавления железа понижается и на уровне распара и заплечиков оно расплавляется. Капли железоуглеродистого сплава, протекая по кускам кокса, дополнительно насыщаются углеродом (до 4 % и более), марганцем, кремнием, фосфором, которые восстанавливаются из руды, а также серой, содержащейся в коксе. Эти процессы протекают следующим образом.
Марганец содержится в руде в виде МnО2, Мn2О3, Мп3О4. Эти соединения легко восстанавливаются до МnО. При температуре более 1000 °С часть МnО восстанавливается твердым углеродом по реакциям
МnО+СО = Мn + СО2;
СО2 + С=2СО
МnО + С = Мn + СО
Одновременно марганец взаимодействует с твердым углеродом и образует карбид Мn3С, повышая содержание углерода в сплаве. Другая часть МnО входит в состав шлака.
Кремний, содержащийся в пустой породе руды в виде SiO2, температуре выше 1100 0С также частично восстанавливается твердым углеродом:
SiO2 + С = SiO + СО;
SiO + С = Si + СО
SiO2 + 2С = Si + 2СО
Образовавшийся кремний растворяется в железе. Другая часть SiO2 также входит в состав шлака.
Фосфор содержится в рудо в виде соединений (FеО)3Р2О5 и (СаО)3Р2О5. Частично фосфат железа восстанавливается окисью углерода:
2Fе3 (РО4)2 + 16СО = 2Fе3Р + 2Р + 16СО2.
При температурах более 1000° С восстановление идет за счет твердого углерода:
2Fе3(РО4)2 + 16С = ЗFе3Р + 2Р + 16СО.
При температурах выше 1300 °С фосфор восстанавливается из фосфата кальция:
(СаО)3Р2О5 + 5С = ЗСаО + 2Р + 5СО.
Образовавшийся фосфид железа (Fе3Р) и фосфор полностью растворяются в железе и входят в состав чугуна.
Сера присутствует в коксе и руде в виде органической серы и соединений FeS2, FеS, СаSО4. Сера летуча и поэтому часть ее удаляется с газом при нагреве шихты в печи. Сера из кокса окисляется у фурм кислородом дутья до SО2 и, поднимаясь с газами, восстанавливается твердым углеродом:
SО2+2С = S + 2СО.
При этом часть серы в виде 8 и Ге8 растворяется в чугуне. Сера является вредной примесью и ухудшает качество чугуна. Для удаления серы стремятся повысить содержание СаО в шлаке. При этом часть серы в виде Са8 удаляется в шлак по реакциям
FеS + СаО=СаS + FеО,
FеО + С = Fе + СО.
Таким образом, в результате процессов восстановления окислов железа, части окислов марганца и кремния, фосфатов и сернистых соединений, растворения в железе С, Мn, Si, Р, S в печи образуется чугун. В нижней части печи образуется шлак в результате сплавления окислов пустой породы руды, флюсов и золы топлива. В условиях доменного процесса окислы Аl2О3, СаО, МgО, содержащиеся в пустой породе руды, полностью переходят в шлак. В шлаке содержится также часть невосстановившихся окислов SiO2, МnО, FеО и СаS. Шлак образуется постепенно, его состав изменяется по мере отекания в гори; где он скапливается на поверхности жидкого чугуна благодаря меньшей плотности. Состав шлака зависит от состава применяющихся шихтовых материалов и выплавляемого чугуна.
По мере скопления чугуна и шлака их выпускают из печи. Чугун выпускают через 3 … 4 ч, а шлак через 1,0 … 1,5 ч. Чугун выпускают через чугунную летку 16 (см. рис. 1.4, отверстие в кладке, расположенное выше лещади), а шлак - через шлаковую летку 17. Чугунную летку открывают бурильной машиной, а после выпуска чугуна закрывают огнеупорной массой. Чугун и шлак сливают по желобам, проложенным по литейному двору, в чугуновозные ковши и шлаковозные чаши, установленные на железнодорожных платформах. Емкость чугуновозных ковшей 90…140 т. В них чугун транспортируют в кислородно-конвертерные или мартеновские цехи для передела в сталь. Чугун, не используемый в жидком виде, поступает на разливочные машины. Из ковша чугун через передаточный желоб заполняет металлические формы-изложницы разливочной машины и затвердевает в них в виде чушек-слитков массой 45 кг.
Часто жидкий шлак из доменной печи не сливают в шлаковозные чаши, а для удобства дальнейшего использования подвергают мокрой грануляции: на него направляют струю воды, сод действием которой он рассыпается на мелкие гранулы.
Продукты доменной плавки. В доменных печах получают два жидких продукта - чугун и шлак, а также колошниковый газ.
Чугун - основной продукт доменной плавки. В доменных печах получают чугун различного химического состава в зависимости от его назначения.
Передельный чугун выплавляют для передела его в сталь в конвертерах или мартеновских печах. Он содержит 4,0…4,4 % С; до 0,6…0,8 % Si; до 0,25 … 1,0 % Мn; 0,15 … 0,3 % Р и 0,03 … 0,07 % S. Передельный чугун некоторых марок, предназначенный для передела в сталь в конвертерах, имеет пониженное содержание фосфора (до 0,07 %).
Литейный чугун используют для переплава его на машиностроительных заводах при производстве фасонных отливок. Он содержит повышенное количество кремния (до 2,75 … 3,25 %). Кроме чугуна, в доменной печи выплавляют ферросплавы.
Доменные ферросплавы - сплавы железа с кремнием, марганцем и другими металлами. Их применяют для раскисления и легирования стали. К ним относятся: доменный ферросилиций с 9…13 % Si и до 3 % Мn; доменный ферромарганец с 70… 75 % Мn и до 2 % Si; зеркальный чугун с 10 … 25 % Мn и до 2 % Si.
Побочными продуктами доменной плавки являются шлак и колошниковый газ, также используемые в производстве. Из шлака производят шлаковату, шлакоблоки, цемент, а колошниковый газ после очистки от пыли используют как топливо для нагрева воздуха, вдуваемого в доменную печь, а также в цехах металлургических заводов.
Важнейшие технико-экономические показатели. Такими показателями работы доменных печей являются коэффициент использования полезного объема доменной печи (К. И. II. О) и удельный расход кокса. Коэффициент использования полезного объема печи (К. И. П. О. в м3/т) определяется как отношение полезного объема печи V (в м3) к ее среднесуточной производительности Р и тоннах выплавленного передельного чугуна.
К. И. П. O. = V / P
Чем выше производительность доменной печи, тем ниже К. И. П. О., который для большинства доменных печей в нашей стране составляет 0,5 … 0,7.
Удельный расход кокса K - отношение расхода А кокса за сутки к количеству Р в тоннах передельного чугуна, выплавленного за то же время:
В нашей стране удельный расход кокса в доменных печах составляет 0,5 … 0,7; он является важным показателем работы доменной печи, так как стоимость кокса составляет более 50 % общей стоимости чугуна.
Улучшение технико-экономических показателей работы доменных печей является одной из важнейших задач металлургического производства. Эта задача решается повышением производительности доменных печей путем улучшения их конструкций, способов подготовки шихты, интенсификации доменного процесса.
Основным направлением в развитии современного доменного процесса является увеличение полезного объема доменных печей. Практика показывает, что с увеличением объема печей улучшаются технико-экономические показатели их работы. Поэтому у нас в России эксплуатируют доменные печи объемом 2300 и 2700 м3 и вводят в строй доменные печи объемом 5000 м3. Такие печи выплавляют в сутки более 10 000 т чугуна.
Улучшение подготовки шихтовых материалов - обогащение руд, применение при плавке офлюсованного агломерата и окатышей обеспечивает прирост выплавки чугуна и снижает расход кокса. Например, увеличение содержания железа в шихте на 1 % дает прирост выплавки чугуна на 3 % и снижает расход кокса на 1,5…2,0 %; применение агломерата повышает производительность печей на 10…15 %, а замена агломерата окатышами снижает расход топлива и дополнительно увеличивает выплавку чугуна еще на 5 … 8 %. Вместе с тем повышение производительности доменных печей достигается интенсификацией процесса плавки за счет следующего:
1) повышения давления газа на колошнике до 0,18 МН м2, в результате чего снижается скорость их движения а шахте доменной печи, улучшаются условия восстановления железа, снижается расход кокса и уменьшается вынос колошниковой пыли:
2) обогащения дутья кислородом, благодаря чему повышается интенсивность горения кокса, повышается температура в горне доменной печи, ускоряются процессы восстановления кремния и марганца, что особенно важно при выплавке доменных ферросплавов и литейных чугунов;
3) вдувания в горн природного газа и угольной пыли, что позволяет снизить расход кокса на 10 - 15%, увеличить производительность печей на 2 - 3% за счет повышения восстановительной способности газов.
1. 6. Производство стали / /
Стали — железоуглеродистые сплавы, содержащие практически до 1,5 % углерода. Кроме углерода, сталь всегда содержит в небольших количествах постоянные примеси: марганец (до 0,8 %), кремний (до 0,4 %), фосфор (до 0,07 %), серу (до 0,06 %), что связано с особенностями технологии ее выплавки. В технике широко применяют также легированные стали, в состав которых для улучшения качества дополнительно вводят хром, никель и другие элементы. Существует свыше 1500 марок углеродистых и легированных сталей — конструкционных, инструментальных, нержавеющих и т. д.
Современные способы получения стали /4 - Кнорозов 1978, с. 40/
Для массового производства стали в современной металлургии основными исходными материалами являются передельный чугун и стальной скрап (лом). По химическому составу сталь отличается от передельного чугуна меньшим содержанием углерода, марганца, кремния и других элементов. Поэтому выплавка стали — передел чугуна (или же чугуна и скрапа) в сталь — сводится к проведению окислительной плавки для удаления избытка углерода, марганца и других примесей. При выплавке легированных сталей в их состав вводят соответствующие элементы.
Первыми способами получения стали из чугуна были кричный способ (XII—XIII вв.) и затем пудлинговый способ (конец XVIII в.). Продуктом плавки были крицы — небольшие куски — комья сварившихся между собой зерен металла. Получение плотного металла — сварочного железа — происходило при последующей ковке или прокатке. Во второй половине XIX в. появились и получили наибольшее развитие высокопроизводительные способы: бессемеровский (1856 г.) и томасовский процессы (1878 г.). Их недостатками являются, невысокое качество стали и ограниченность сырьевой базы, так как можно было использовать лишь некоторые чугуны (с определенным содержанием Si, S, Р). Поэтому примерно с начала нынешнего столетия основную массу стали выплавляли мартеновским способом (появился в 1864 г.) — менее производительным, но позволяющим выплавлять более качественную сталь. Кроме того, для выплавки мартеновской стали, используется наиболее распространенный чугун (непригодный для бессемеровского и томасовского передела) и огромное количество вторичного металла — стального скрапа.
В 50-х годах XX в. появился новый, прогрессивный способ выплавки стали — кислородно-конверторный процесс. Благодаря значительным технико-экономическим преимуществам этот способ быстро получил очень широкое применение, вытесняя мартеновский способ в массовом производстве стали.
В настоящее время в мировом производстве около 40 % стали выплавляют кислородно-конверторным способом и около 40 % мартеновским способом; при этом за последнее время доля кислородно-конверторной стали непрерывно возрастает, а доля мартеновской стали сокращается.
Выплавка качественных сталей в электрических дуговых и индукционных печах началась в конце XIX- начале XX вв. Электросталь стоит дороже, но превосходит по качеству кислородно-конверторную и мартеновскую сталь; ее производство – около 20 % от всей массы стали – непрерывно возрастает. В связи с возрастающими требованиями к стали все большее применение получает внепечное ваккумирование, рафинирование синтетическими шлаками в ковше и другие новые прогрессивные технологические способы.
Сталь особо высокого качества выплавляют в вакуумных электрических печах, а также путем электрошлакового, плазменного переплава и других новейших методов.
Сущность процесса получения стали /Дальский, 1977, с. 42/. Основными исходными материалами для производства стали являются передельный чугун и стальной лом (скрап). Сравнения химических составов передельного чугуна и стали показывает, что содержание углерода и примесей в стали существенно ниже, чем в чугуне (см. таблицу).
Состав передельного чугуна и низкоуглеродистой стали
| Материал | Состав, % | ||||
| Углерод | Кремний | Марганец | Фосфор | Сера | |
| Передельный чугун Низкоуглеро- дистая сталь | 4,0 – 4,4 0,14 – 0,22 | 0,76 – 1,26 0,12 – 0,3 | До 1,75 0,4 – 0,65 | 0,15 – 0,3 0,05 | 0,03 – 0,07 0,055 |
Таким образом, для передела чугуна в сталь необходимо снизить содержание углерода и примесей. Поэтому сущностью любого металлургического передела чугуна в сталь является снижение содержания углерода и примесей путем их избирательного окисления и перевода в шлак и газы в процессе плавки. В результате окислительных реакций, осуществляемых на первом этапе передела чугуна в сталь, углерод соединяется с кислородом, образуя СО, который удаляется в атмосферу печи. Кремний, марганец, фосфор, сера образуют окислы или другие соединения, нерастворимые или малорастворимые в металле (SiO2, МnО, СаS и др.), которые в процессе плавки частично удаляются в шлак.
Однако в полной мере окислить примеси не удается, так как, несмотря на их значительно большее сродство к кислороду, чем у железа, по мере снижения содержания примесей в соответствии с законом действующих масс начинает окисляться железо. Окислы железа растворяются в железе, насыщая металл кислородом. Сталь, содержащая кислород, непригодна для обработки давлением - ковки, прокатки, так как в ней образуются трещины при деформации в нагретом состоянии.
Для уменьшения содержания кислорода в стали в процессе плавки ее раскисляют, т. е. вводят в нее элементы с большим сродством к кислороду, чем у железа. Взаимодействуя с кислородом стали, эти элементы образуют нерастворимые окислы, частично всплывающие в шлак. Для раскисления стали используют ферросплавы - ферросилиций, ферромарганец, а также алюминий. Раскисление является завершающим этапом выплавки стали.
Чугун переделывают в сталь в различных по принципу действия металлургических агрегатах. Основными их них являются кислородные конвертеры, мартеновские печи и другие электропечи. В 1974г. мировое производство стали составило около 700 млн.т в год. В нашей стране в 1975г. Около половины всего объема стали выплавлено в мартеновских печах, около трети в кислородных конвертерах и остальное в дуговых электропечах. Соотношение между способами производства стали непрерывно изменяется. Объем производства стали, выплавляемой в высокопроизводительных агрегатах- кислородных конвертерах и крупных электропечах, возрастает. А стали, выплавляемой в мартеновских печах, постепенно уменьшается.
1.7. Производство стали в конвертерах /Кнорозов, с 41, Дальский, 77, с. 43/
Сущность кислородно-конверторного процесса заключается в том, что налитый в плавильный агрегат (конвертор) расплавленный чугун продувают струей кислорода сверху. Углерод, кремний и другие примеси окисляются и тем самым чугун переделывается в сталь.
Первые опыты по разработке этого способа осуществил в 1933— 1934 гг. А. И. Мозговой. В промышленности кислородно-конверторный передел впервые накали применять в 1952—1953 гг. на заводах Австрии в Линце и Донавице. Благодаря технико-экономическим преимуществам этот способ получил очень быстрое и широкое распространение и является основным направлением развития в массовом производстве стали. Доля кислородно-конверторной стали, составляла в 1960 г. около 4 %, в 1965 г. — около 25 %, в настоящее время — около 4 % мировой выплавки стали.
Кислородно-конвертерный процесс. Это выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом сверху через водоохлаждаемую фурму.
Кислородный конвертер. Устройство кислородного конвертора показано на рис. 1.6. Его грушевидный корпус (кожух) 3 сварен из листовой стали толщиной до 110 мм; внутри он футерован основными огнеупорными материалами 4 общей толщиной до 1000 мм, емкостью 130…350 т жидкого чугуна.
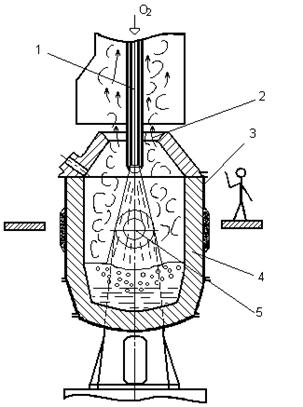
В процессе работы конвертер можно поворачивать на цапфах 5 вокруг горизонтальной оси на 360° для завалки скрапа, заливки чугуна, слива стали, шлака и т.д. Во время продувки чугуна кислородом конвертер находится в вертикальном положении. Кислород в конвертер (9…14 ат) подают с помощью водоохлаждаемой фурмы 1, которую вводят в конвертер через его горловину 2. Фурму устанавливают строго вертикально по оси конвертера. Ее поднимают специальным механизмом, сблокированным с механизмом вращения конвертера так, что конвертер нельзя повернуть, пока из него не удалена фурма.
Шихтовые материалы. Такими материалами для кислородно-конвертерного процесса являются жидкий передельный чугун, стальной лом, известь, железная руда, боксит, плавиковый шпат. Чугун для переработки в кислородных конвертерах должен содержать 3,7…4,4 % С; 0,7…1,1 % Mn; 0,4…0,8 % Si; 0,03…0,08 % S; <0,15…0,3 % Р. Известь необходима для наводки шлака. Она должна содержать более 90 % СаО и минимальное количество SiO2 и серы. Боксит и плавиковый шпат применяют для разжижения шлака.
Технология плавки. После выпуска очередной плавки конвертер наклоняют и через горловину с помощью завалочных машин загружают скрапом. Затем в конвертер заливают чугун при температуре 1250…1400 °С из чугуновозных ковшей. После этого конвертер поворачивают в вертикальное положение, внутрь его вводят кислородную фурму и подают кислород. Одновременно с началом продувки в конвертер загружают шлакооборазующиеся материалы (известь, боксит, железную руду).
Расстояние головки фурмы от уровня металла в конвертере 0,7…0,3 м, в зависимости от емкости конвертера. Струи кислорода, поступающие под большим давлением в конвертер, проникают в металл, вызывают его циркуляцию в конвертере и перемешивание со шлаком. Благодаря интенсивному окислению примесей чугуна при взаимодействии с кислородом в зоне под фурмой температура достигает 2400 °С.
Окислительный период. В кислородном конвертере составляющие чугуна окисляются газообразным кислородом закиси железа (FeO), растворяющимся в металле и шлаке при продувке. В зоне контакта кислородной струи с чугуном в первую очередь окисляется железо, так как его концентрация во много раз выше концентрации примесей:
Fe+1/2O2 =FeO.
Закись железа растворяется в шлаке и металле, обогащая металл кислородом: FeO=Fe + O.
Окисление примесей чугуна кислородом, растворенным в металле, происходит по реакциям
Si+2O=SiO2;
Mn+O=MnO;
C+O=CO.
Часть примесей окисляется на границе металл- шлак окислами железа, содержащимися в шлаке:
Si+2FeO= SiO2+Fe;
Mn+Feo=MnO+Fe;
C+FeO=CO+Fe.
В кислородном конвертере благодаря присутствию шлаков с большим содержанием CaO и Fe, интенсивному перемешиванию металла и шлака легко удаляется из металла фосфор:
2P+5FeO+4CaO= (CaO)4P2O5+5Fe.
Образовавшийся фосфат кальция удаляется в шлак. В чугунах перерабатываемых в конвертерах, должно быть не более 0,15 % Р. При повышенном (до 0,3 %) содержании фосфора необходимо для более полного его удаления производить промежуточный слив шлака и наводить новый, что снижает производительность конвертера.
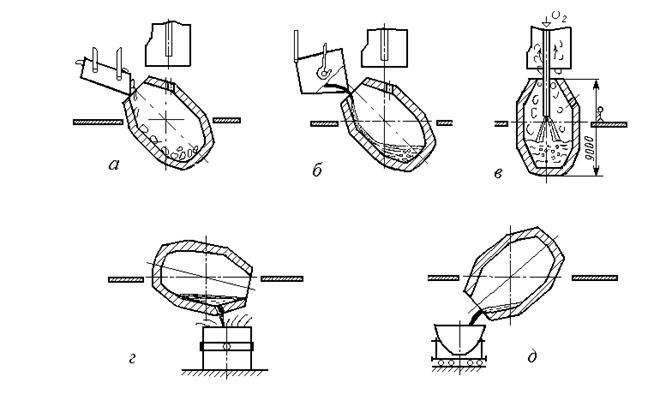
Рис 1.7. Последовательность технологических операций при выплавке стали в кислородных конвертерах: а - загрузка скрапа; б - заливка жидкого чугуна; в - продувка кислородом; г - выпуск стали в ковш; д - слив шлака в шлаковую чашу
Удаление серы из металла происходит по реакции
FeS+CaO=CaS+FeO.
Вместе с тем высокое содержание в шлаке (до 7…20 %) затрудняет протекание реакции удаления серы из металла. Поэтому для передела в сталь в кислородных конвертерах применяют чугун с ограниченным содержанием серы (до 0,07 %).
Подачу кислорода заканчивают в момент, когда содержание углерода в металле соответствует заданному содержанию в стали. Для этого осуществляют автоматический контроль химического состава металл по ходу плавки с использованием ЭВМ. После этого конвертер поворачивают и производят выпуск стали в ковш.
Раскиление стали. Прим выпуске стали из конвертера в ковш ее раскисляют вначале ферромарганцем, затем ферросилицием и алюминием. Затем из конвертера сливают шлак.
В кислородных конвертерах трудно выплавлять легированные стали, содержащие легкоокисляющие легирующие элементы. Поэтому в кислородных конвертерах выплавляют низколегированные стали, содержащие до 2…3 % легирующих элементов. Легирующие элементы вводят в ковш, предварительно расплавив их в электропечи, или легирующие ферросплавы вводят в ковш перед выпуском в него стали. Окисление примесей чугуна в кислородном конвертере протекает очень быстро: плавка в конвертерах емкостью 130…300 т заканчивается через 20…25 мин. Поэтому кислородно - конвертерный процесс производительнее плавки стали в мартеновских печах: производительность конвертера емкостью 300 т достигает 400…500 т/ч стали, а мартеновских печей и электропечей- не более 80 т/ч. Вследствие этого производство стали в нашей стране в основном увеличивается за счет ввода в строй новых кислородно-конвертерных цехов.
Устройство и работа мартеновской печи /Дальский 2002, с. 36; 77 – с. 46/. Мартеновская печь (рис. 1.8) — это пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 7, а с боков передней 5 и задней 10 стенками.
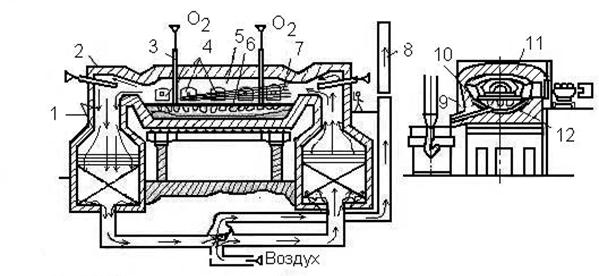
Рис. 1.8. Схема мартеновской печи
Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают кислотные окислы, процесс называется кислым мартеновским процессом, а если преобладают основные окислы — основным. При высоких температурах шлаки могут взаимодействовать с футеровкой печи, разрушая ее. Для уменьшения этого взаимодействия необходимо, чтобы при кислом процессе футеровка печи была кислой, а при основном — основной. Футеровку кислой мартеновской печи изготовляют из динасового кирпича, а верхний рабочий слой подины набивают из кварцевого песка. Футеровку основной мартеновской печи выполняют из магнезитового кирпича, на который набивают магнезитовый порошок. Свод мартеновской печи не соприкасается со шлаком, поэтому его делают из динасового или магнезитохромитового кирпича независимо от типа процесса, осуществляемого в печи. В передней стенке печи находятся загрузочные окна 4 для подачи шихтовых материалов (металлической шихты, флюса) в печь. В задней стенке печи расположено сталевыпускное отверстие 9 для выпуска готовой стали.
Размеры плавильного пространства зависят от емкости печи. В нашей стране работают мартеновские печи емкостью 20…900 т жидкой стали. Важной характеристикой рабочего пространства является площадь пода печи, которую условно подсчитывают на уровне порогов загрузочных окон. Например, для печи емкостью 900 т площадь пода составляет 115 м2. С обоих торцов плавильного пространства расположены головки печи 2. Головки печи служат для смешивания топлива с воздухом и подачи этой смеси в плавильное пространство. В качестве топлива в мартеновских печах используют природный газ или мазут.Для подогрева воздуха при работе на газообразном топливе печь имеет два регенератора 1. Регенератор представляет собой камеру, в которой размещена насадка — огнеупорный кирпич, выложенный в клетку. Температура отходящих из печи газов 1500…1000 °С. Попадая в регенераторы, они нагревают насадку до 1250…1280 °С, а охлажденные до 500…600 °С газы уходят из печи через дымовую трубу. Затем через один из регенераторов, например правый, в печь подают воздух, который, проходя через насадку, нагревается до 1100…1200 °С. Нагретый воздух поступает в головку печи, где смешивается с топливом; на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (правую), очистные устройства (шлаковики) для отделения мелких частиц шлака и пыли, уносимых из печи потоком газов, и направляются во второй (левый) регенератор, нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8 высотой до 120 м. После охлаждения насадки правого регенератора до определенной температуры происходит автоматическое переключение клапанов, и поток газов в печи изменяет направление: через нагретый левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов.
Температура факела пламени достигает 1750…1800 °С. Факел нагревает рабочее пространство печи и шихту. Факел имеет окислительный характер, что создает условия для окисления примесей шихты на протяжении всей плавки.
Разновидности мартеновского процесса. При плавке в мартеновских печах составляющими металлической шихты могут быть стальной скрап, жидкий и твердый чугуны. В зависимости от состава металлической шихты, используемой при плавке, различают следующие разновидности мартеновского процесса:
1) скрап-процесс, при котором основной частью шихты является
стальной скрап; применяют на металлургических заводах, где нет доменных
печей, но расположенных в крупных промышленных центрах, где много
металлолома; кроме скрапа в состав шихты входит 25…46 % чушкового пере
дельного чугуна;
2) скрап-рудный процесс, при котором основная часть
шихты состоит из жидкого чугуна (55…75 %), а твердая составляющая ших
ты — скрап и железная руда; этот процесс чаще применяют на металлурги
ческих заводах, имеющих доменные печи.
Наибольшее количество стали получают в мартеновских печах с основной футеровкой, так как в этом случае возможно переделывать в сталь различные шихтовые материалы, в том числе и с повышенным содержанием фосфора и серы. При этом используют обычно скрап-рудный процесс, как наиболее экономичный.
Кислым мартеновским процессом выплавляют качественные стали. Стали, выплавляемые в кислых мартеновских печах, содержат значительно меньшее количество растворенных газов (водорода и кислорода), неметаллических включений, чем сталь, выплавленная в основной печи. Поскольку в печах с кислой футеровкой нельзя навести основный шлак, способствующий удалению фосфора и серы, то при плавке в кислой печи применяют металлическую шихту с низким содержанием этих составляющих. Благодаря этому кислая сталь имеет более высокие показатели механических свойств, особенно ударной вязкости и пластичности, и ее используют для ответственных деталей: коленчатых валов крупных двигателей, роторов мощных турбин, шарикоподшипников, стволов орудий и т. д.
Плавка стали скрап-рудным процессом в основной мартеновской печи происходит следующим образом. После осмотра и ремонта пода печи с помощью завалочной машины загружают железную руду и известняк и после их прогрева подают скрап. По окончании прогрева скрапа в печь заливают жидкий чугун, который, проходя через слой скрапа, взаимодействует с железной рудой. В период плавления за счет окислов железа руды и скрапа интенсивно окисляются примеси чугуна:
2Fe2O3+3Si=3SiO2+4Fe;
2Fe2O3+3Mn=3MnO+2Fe;
5Fe2O3+6P=3Р2O5+10Fe;
Fe2O3+3C=3CO+2Fe
Окислы SiO2, MnO, Р2O5, а также CaO без извести образуют шлак с высоким содержанием MnO и FeO, а выделяющаяся окись углерода (СО) вспенивает шлак, который выпускают из печи в шлаковые чаши. Образование и спуск шлака продолжаются почти до полного расплавления шихты. В этот период плавления полностью окисляется кремний и почти полностью марганец и большая часть углерода, а также интенсивно удаляется фосфор.
Завалка шихты, заливка чугуна и плавление протекают медленно при большом расходе топлива. Для ускорения плавления и окисления примесей после окончания заливки чугуна ванну продувают кислородом, подаваемым в печь через водоохлаждаемые фурмы, которые опускаются в отверстия в своде печи. При этом выделяется значительное количество теплоты, металл интенсивно перемешивается, что позволяет в 2…3 раза сократить период плавления, уменьшить расход топлива и железной руды.
По окончании расплавления шихты наступает период кипения ванны. Для этого после расплавления шихты в печь подают некоторое количество железной руды или продувают ванну кислородом, подаваемым по трубам 3 (см. рис. 1. 8). Углерод, содержащийся в металле, начинает интенсивно окисляться, образуется окись углерода. В это время отключают подачу топлива и воздуха в печь, давление газов в плавильном пространстве печи падает и выделяющаяся окись углерода вспенивает шлак. Шлак начинает вытекать из печи через порог завалочного окна в шлаковые чаши. Эта операция называется скачиванием шлака. Вместе со шлаком удаляется значительное количество фосфора и серы. После этого вновь включают подачу топлива и воздуха, давление газов в печи возрастает, шлак перестает вспениваться, и его скачивание прекращается.
Для более полного удаления из металла фосфора и серы в печи наводят новый шлак путем подачи на зеркало металла извести с добавлением боксита или плавикового шпата для уменьшения вязкости шлака.
Окислительная атмосфера в печи способствует образованию на поверхности шлак — газ окиси железа (Fе203). Окись железа диффундирует через шлак и на поверхности шлак-металл реагирует с жидким железом, восстанавливаясь до FеО, который также отдает свой кислород металлу. Поступивший в металл кислород взаимодействует с углеродом металла с образованием окиси углерода, которая выделяется в виде пузырьков, вызывая кипение ванны. Поэтому для кипения ванны шихта должна содержать избыток углерода (на 0,5…0,6 %) сверхзаданного в выплавляемой стали. Эта реакция является главной в мартеновской плавке, так как в процессе кипения ванны металл обезуглероживается, выравнивается его температура по объему ванны, частично удаляются из него газы и неметаллические включения, увеличивается поверхность соприкосновения металла со шлаком и облегчается удаление фосфора и серы из металла.
Начиная с расплавления шихты, до выпуска металла из печи, регулярно отбирают пробы металла и шлака для анализа химического состава. Процесс кипения считают окончившимся, если содержание углерода в металле по результатам анализов соответствует заданному, а содержание серы и фосфора минимально.
После этого приступают к раскислению металла. Металл раскисляют в два этапа: в период кипения, путем прекращения подачи руды в печь, вследствие чего раскисление происходит за счет углерода металла и подачи в ванну раскислителей — ферромарганца, ферросилиция, алюминия и окончательно раскисляют алюминием и ферросилицием в ковше при выпуске стали из печи. После отбора контрольных проб плавку выпускают из печи через сталевыпускное отверстие в задней стенке. По желобу сталь сливается в сталеразливочный ковш.
При выплавке легированных сталей легкоокисляющиеся легирующие элементы вводят в ванну после раскисления перед выпуском металла из печи.
Основные технико-экономические показатели. Эти показатели производства стали в мартеновских печах следующие: производительность в сутки (т/м2-сутки), и расход топлива на тонну выплавленной стали (кг/т). Средний съем стали с 1 м2 площади пода в сутки составляет ~ 10 т/м2 в сутки, а расход условного топлива от 120 кг/т для обычной плавки до 80 кг/т для плавки с применением кислорода.
Технико-экономические показатели работы мартеновских печей можно повысить путем применения печей повышенной емкости, улучшения их конструкции, интенсификации технологического процесса плавки. Увеличение емкости печей способствует более полному использованию их тепловой мощности. В нашей стране эксплуатируют экономически оптимальные мартеновские печи с ванной емкостью до 500-600 т.
Все более широкое применение находят двухванные мартеновские печи, позволяющие полнее использовать теплоту отходящих газов (рис. 1.9).
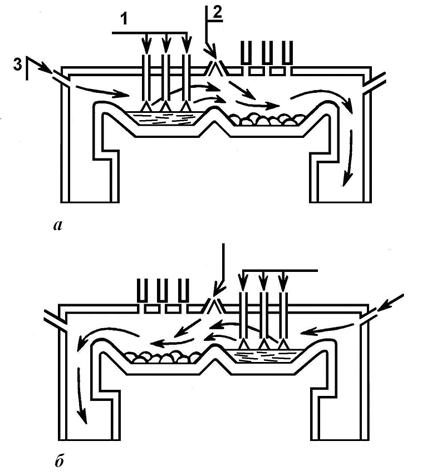
Рис. 1.9. Схема двухванной мартеновской печи /Кнорозов, с. 50/
В этих печах имеются две ванны: в то время как в одной из них протекают процессы, требующие большой затраты теплоты (завалка, прогрев, плавление), в другой происходит продувка ванны кислородом; при этом возникающий избыток теплоты с отходящими газами используется в первой ванне. К моменту выпуска металла из одной ванны печи, в другой начинают продувку, а выделяющиеся газы направляют в первую ванну, в которой после выпуска начинают завалку шихты. Окись углерода, выделяющаяся при продувке ванны, догорает над шихтой другой ванны, благодаря чему шихта быстро нагревается и плавится. В таких печах топлива расходуется в 2…3 раза меньше, чем в обычных мартеновских печах, резко сокращается расход огнеупоров, повышается производительность печи.
Процесс плавки интенсифицируют широким применением кислорода, что повышает температуру в печи, ускоряет процесс окисления примесей, уменьшает продолжительность плавки и повышает производительность печи (на 20…25 %), снижает расход топлива. Широко применяют кислородный процесс, используя природный малосернистый высококалорийный газ, что снижает содержание серы в стали. Существенно повысить производительность мартеновских печей можно, применяя качественно подготовленные шихтовые материалы с минимальным содержанием вредных примесей, а также автоматизируя контроль и управление ходом мартеновской плавки. Более полное использование мартеновских печей достигается высокой организацией труда при проведении плавки.
1.9. Производство стали в электропечах /Дальский 77, с. 54/
Электроплавильные печи. Эти печи имеют преимущества по сравнению с другими плавильными агрегатами. В электропечах можно получить высокую температуру, создавать окислительную, восстановительную, нейтральную атмосферу или вакуум. В этих печах можно выплавлять сталь и сплавы любого состава, более полно раскислить металл с образованием минимального количества неметаллических включений—продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных сталей ответственного назначения, высоколегированных, инструментальных, коррозионно-стойких (нержавеющих) и других специальных сталей и сплавов.
Для плавки смтали используются дуговыми и индукционные электропечи.
Дуговая электросталеплавильная печь. В этих печах в качестве источника теплоты используют электрическую дугу, возникающую между электродами и металлической шихтой. Дуговая электросталеплавильная печь (рис. 1. 10) питается трехфазным переменным током и имеет три цилиндрических электрода 9, изготовленных из графитированной массы.
Электрический ток от трансформатора гибкими кабелями 7 и медными шинами подводится к электрододержателям 8, а через них к электродам 9. Между электродами и металлической шихтой 4 возникает электрическая дуга, электроэнергия превращается в теплоту, которая передается металлу и шлаку излучением. Рабочее напряжение 180…600 В, сила тока 1…10 кА. Во время работы печи длина дуги регулируется автоматически путем вертикального перемещения электродов. Печь имеет стальной сварной кожух 3. Кожух печи изнутри футерован теплоизоляционным и огнеупорным кирпичом 7, который может быть основным (магнезитовый, магнезитохромитовый) или кислым (динасовый). Подина 12 печи набивается огнеупорной массой. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6, изготовляемым также из огнеупорного кирпича и имеющим отверстия для прохода электродов. В стенках печи имеются рабочее окно 10 для управления ходом плавки и летка для выпуска готовой стали по желобу 2 в ковш.
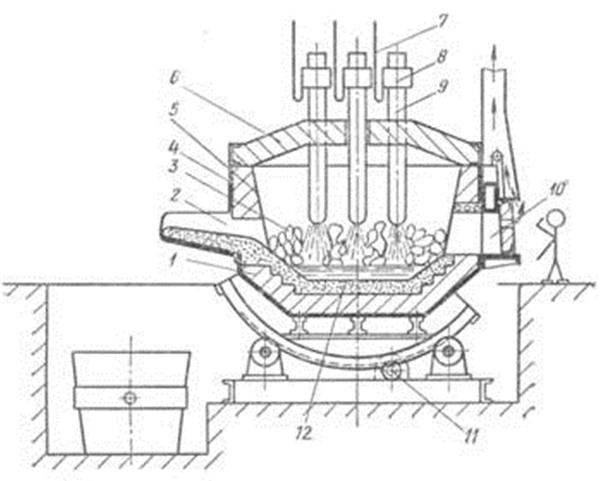
Рис. 1.10. Схема дуговой электрической плавильной печи
Печь загружают при снятом своде. Механизмом 11 печь может наклоняться в сторону загрузочного окна и летки. Емкость дуговых электропечей 0,5—400 т. В металлургических цехах обычно используют дуговые электропечи с основной футеровкой, а в литейных цехах — с кислой.
Основная дуговая печь. Применяют два вида технологии плавки в дуговой основной печи: на шихте из легированных отходов (методом переплава) и на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходов с низким содержанием фосфора проводят без окисления примесей. Шихта для такой плавки, кроме пониженного содержания фосфора, должна иметь меньшее, чем в выплавляемой стали, количество марганца и кремния. По сути это переплав. Однако в процессе плавки за счет кислорода некоторые примеси (алюминия, титана, кремния, марганца, хрома) окисляются. Кроме того, шихта может содержать окислы. Поэтому после расплавления шихты металл раскисляют, удаляют серу, наводят основный шлак, при необходимости науглероживают и доводят металл до заданного химического состава. Раскисляют ферросилицием, алюминием, молотым коксом. При этом окислы легирующих элементов восстанавливаются и переходят из шлака в металл. Таким способом плавки получают легированные стали из отходов машиностроительных заводов.
Плавку на углеродистой шихте чаще применяют для производства конструкционных углеродистых сталей. Эту плавку проводят за два периода: окислительный и восстановительный. После заправки печи, удаления остатков металла и шлака предыдущей плавки, исправления поврежденных мест футеровки в печь загружают шихту: стальной лом (до 90 %), чушковый передельный чугун (до 10 %), электродный бой или кокс для науглероживания металла и 2…3 % извести. По окончании завалки шихты электроды опускают вниз и включают ток; шихта под электродами плавится, металл накапливается на подине печи. Во время плавления шихты начинается окислительный период плавки: за счет кислорода воздуха, окислов шихты и окалины окисляется кремний, марганец, углерод, железо. Вместе с окисью кальция, содержащейся в извести, окислы этих элементов образуют основный железистый шлак, способствующий удалению фосфора из металла.
После нагрева металла и шлака до 1500…1540 °С в печь загружают руду и известь. Содержащийся в руде кислород интенсивно окисляет углерод и вызывает кипение ванны жидкого металла за счет выделяющихся пузырьков окиси углерода. Шлак вспенивается, уровень его повышается; для выпуска шлака печь наклоняют в сторону рабочего окна и он стекает в шлаковую чашу. Кипение металла ускоряет нагрев ванны, удаление из металла газов, неметаллических включений, способствует удалению фосфора. Шлак удаляют, руду и известь добавляют 2…3 раза. В результате содержание фосфора в металле снижается до 0,01 % и одновременно за счет образования окиси углерода при кипении уменьшается и содержание углерода. Когда содержание углерода становится меньше заданного на 0,1 %, кипение прекращают и полностью удаляют из печи шлак. Этим заканчивается окислительный период плавки.
Восстановительный период плавки включает раскисление металла, удаление серы и доведение химического состава до заданного. После удаления окислительного шлака в печь подают ферромарганец в количестве, обеспечивающем заданное содержание марганца в стали, а также производят науглероживание, если выплавляют высокоуглеродистые стали (до 1,5 % С). Затем в печь загружают флюс, состоящий из извести, плавикового шпата и шамотного боя. После расплавления флюсов и образования шлака в печь вводят раскислительную смесь, состоящую из извести, плавикового шпата, молотого кокса и ферросилиция. Молотый кокс и ферросилиций вводят в порошкообразном виде. Они очень медленно проникают через слой шлака. В шлаке восстанавливается закись железа:
FeO+C=Fe+CO;
2FeO+Si=Fe+SiO2
При этом содержание закиси железа в шлаке снижается и она из металла согласно закону распределения начинает переходить в шлак. Этот процесс называют диффузионным раскислением стали. Раскислительную смесь вводят в печь несколько раз. По мере раскисления и понижения содержания FеО цвет шлака изменяется и он становится почти белым. Раскисление под белым шлаком длится 30…60 мин.
Во время восстановительного периода сера удаляется из металла, что объясняется высоким (до 55…60 %) содержанием СаО в белом шлаке и низким (менее 0,5 %) содержанием FеО. Это способствует интенсивному удалению серы из металла:
FeS+CaO=CaS+FeO.
По ходу восстановительного периода берут пробы для определения химического состава металла. При необходимости в печь вводят ферросплавы для достижения заданного химического состава металла. Когда достигнуты заданные состав металла и температура, выполняют конечное раскисление стали алюминием и силикокальцием. После этого следует выпуск металла из печи в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов. Порядок ввода определяется сродством легирующих элементов к кислороду. Никель, молибден обладают меньшим сродством к кислороду, чем железо, и их вводят в период плавления или в окислительный период. Хром легко окисляется и его вводят в восстановительный период; кремний, ванадий, титан — перед выпуском металла из печи в ковш, так как они легко окисляются.
Технико-экономические показатели. Эти показатели плавки в дуговых печах зависят от емкости печи и технологии плавки. Расход электроэнергии на 1 т стали зависит от емкости печи. С увеличением емкости печи расход электроэнергии на 1 т выплавленной стали уменьшается. Например, для печи емкостью 25 т он составляет 750 кВт -ч, а для печи емкостью 100 т —575 кВт-ч. Расход графитированных электродов составляет 6—9 кг/т выплавленной стали.
Технико-экономические показатели работы дуговых печей и качество металла повышаются за счет интенсификации плавки, увеличения емкости печи, мощности трансформаторов, механизации загрузки шихты, применения электромагнитного перемешивания металла. Значительной эффективности можно достигнуть при выплавке легированных сталей, применяя дуплекс-процесс: выплавка стали в основном кислородном конвертере, а рафинирование и доводка по химическому составу в электропечи. Эффективным является применение кислорода для продувки ванны стали в окислительный период, что интенсифицирует процесс плавки, увеличивает на 15…20 % производительность печи, снижает расход электроэнергии и экономит легирующие добавки.
Электроиндукционные печи. Индукционная тигельная сталеплавильная печь (рис. 1.11) состоит из водоохлаждаемого индуктора 5, внутри которого находится тигель 4 с металлической шихтой.
Через индуктор проходит однофазный переменный ток повышенной частоты (500…1000 кГц). Ток создает переменный магнитный поток, пронизывая куски металла в тигле, наводит в них мощные вихревые токи (Фуко), нагревающие металл 1 до расплавления и необходимых температур перегрева.
Тигель может быть изготовлен из кислых (кварцит) или основных (магнезитовый порошок) огнеупорных материалов. Емкость тигля от 60 до 25 т. Ток к индуктору подводится от генератора высокой частоты -лампового (лабораторные печи) или машинного. Для уменьшения потерь теплоты при плавке можно применить съемный свод 2. Индукционные печи имеют преимущества перед дуговыми: 1) в них отсутствует электрическая дуга, что позволяет выплавлять металлы с низким содержанием углерода, газов и малым угаром элементов, это особенно важно при выплавке высококачественных сталей и сплавов;
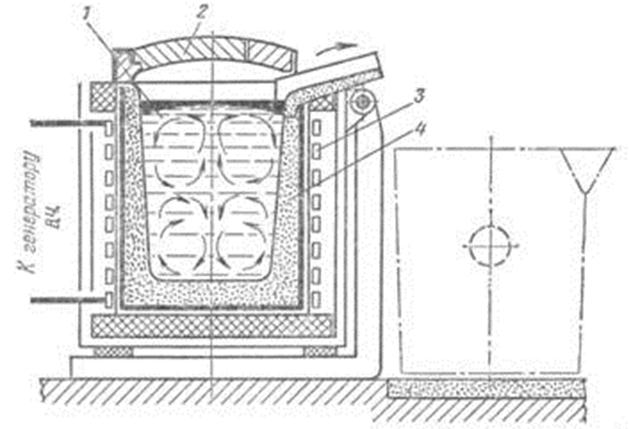
Рис. 1.11. Схема индукционной тигельной электрической плавильной печи
2) при плавке в металле возникают электродинамические силы, которые перемешивают металл в печи и способствуют выравниванию химического состава, всплыванию неметаллических включений;
3) индукционные печи имеют небольшие габаритные размеры, что позволяет помещать их в закрытые камеры, в которых можно создавать любую атмосферу, а также вакуум. Однако эти печи имеют малую стойкость футеровки, шлак в них нагревается теплотой металла и температура его недостаточна для интенсивного протекания металлургических процессов между металлом и шлаком.
Обычно в индукционных печах выплавляют сталь и сплавы или из легированных отходов методом переплава, или из чистого шихтового железа и скрапа с добавкой ферросплавов методом сплавления. В большинстве случаев печи имеют кислую футеровку. Основную футеровку используют для выплавки сталей и сплавов с высоким содержанием марганца, никеля, титана и алюминия.
При загрузке тщательно подбирают химический состав шихты в соответствии с заданным, так как плавка протекает быстро, и полного анализа металла по ходу плавки не делают. Поэтому необходимое количество ферросплавов (ферровольфрам, ферромолибден, феррохром, никель) для получения заданного химического состава металла загружают на дно тигля вместе с остальной шихтой. После расплавления шихты на поверхность металла загружают шлаковую смесь. Основное назначение шлака при индукционной плавке — уменьшить тепловые потери металла, защитить его от насыщения газами, уменьшить угар легирующих элементов. При плавке в кислой печи после расплавления и удаления плавильного шлака наводят шлак из боя стекла (SiO2). Металл раскисляют ферросилицием, ферромарганцем и алюминием перед выпуском его из печи.
Продолжительность плавки в индукционной печи емкостью 1 т около 45 мин. Расход электроэнергии на 1 т стали составляет 600…700 кВт.ч.
Вакуумная плавка в индукционных печах позволяет получать сталь и сплавы с очень малым содержанием газов, неметаллических включений, легировать сталь и сплавы любыми элементами. При вакуумной индукционной плавке индуктор с тиглем, дозатор шихты и изложницы помещают в вакуумные камеры. Здесь плавят металл, вводят легирующие добавки, раскислители с помощью специальных механизмов без нарушения вакуума в камере. Металл в изложницы разливают в вакууме или инертных газах под избыточным давлением. Заливку под давлением инертного газа производят для повышения плотности слитков.
1.10. Разливка стали /Дальский, 1977, с. 56/
Выплавленную сталь выпускают из плавильной печи в разливочный ковш, из которого ее разливают в изложницы или кристаллизаторы установок для непрерывной разливки стали.
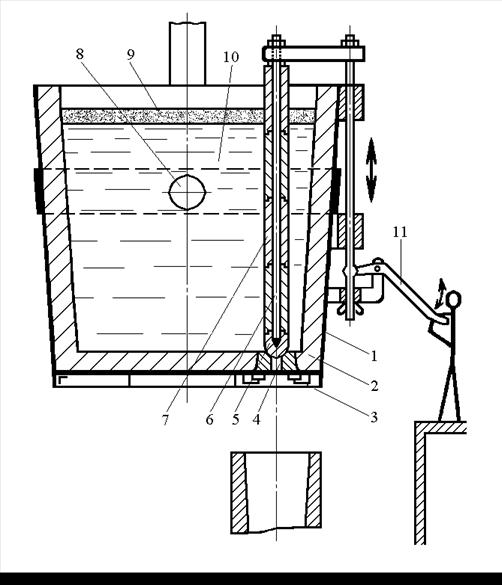
В изложницах или кристаллизаторах сталь затвердевает, и получаются слитки, которые затем подвергают обработке давлением — прокатке, ковке. Сталеразливочный ковш (рис. 1.12) имеет стальной сварной кожух 1, выложенный изнутри огнеупорным кирпичом 2. В дне ковша имеется керамический стакан 3 с отверстием 4 для выпуска стали. Отверстие в стакане закрывается и открывается стопорным устройством. Стопорное устройство имеет стальную штангу 6, на конце которой укреплена пробка 5 из огнеупорного материала. На штангу надеты трубки 7 из огнеупора, предохраняющие ее от расплавления жидкой сталью. Стопор поднимают и опускают рычажным механизмом 11 вручную или с помощью гидравлического привода с дистанционным управлением. Ковш за две цапфы 8 поднимается краном. Емкость ковша выбирают в зависимости от емкости плавильной печи с учетом слоя шлака 9 (100 …200 мм), предохраняющего зеркало металла 10 в ковше от охлаждения при разливке. Обычно емкость ковшей 5…260 т. Для крупных плавильных агрегатов применяют ковши емкостью 350…480 т.
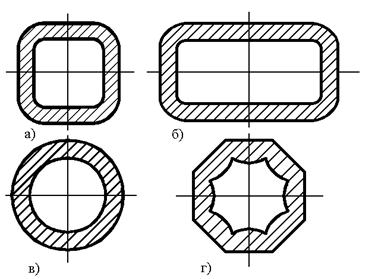
Изложницы — чугунные формы для изготовления слитков. Конфигурация изложниц характеризуется формой поперечного и продольного сечений и зависит от сорта заливаемой стали и назначения слитка. Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями (рис. 1. 12).
Слитки квадратного сечения (рис. 1. 12, а) прокатывают на сортовой прокат (двутавровые балки, швеллеры, уголки и т. д.); слитки прямоугольного сечения (рис. 1. 12, б) с отношением ширины к толщине 1,5…3,0 – на лист; из слитков круглого сечения (рис. 1. 13, в) изготовляют трубы, колеса. Многогранные слитки (рис. 1. 13, г) используют для поковок.

Для разливки спокойной стали, применяют изложницы, расширяющиеся кверху (рис. 1. 14, б), для разливки кипящей стали — изложницы, расширяющиеся книзу (рис. 1. 14, а).
Изложницы, расширяющиеся кверху, обычно имеют дно, а расширяющиеся книзу делают сквозными, без дна. Для предупреждения транскристаллизации дно квадратных и прямоугольных изложниц закруглено. Изложницы для разливки спокойной стали имеют прибыльные надставки 8 (рис. 1. 14, б), футерованные изнутри огнеупорной массой 9 с малой теплопроводностью. Сталь в прибыльной надставке дольше находится в жидком состоянии и питает затвердевающий слиток металлом, благодаря чему уменьшается глубина усадочной раковины, улучшается качество слитка, уменьшаются отходы при обрезке его головной части.
Размеры изложниц зависят от массы слитка. Для прокатки отливают слитки от 200 кг до 25 т; дл
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1556; Нарушение авторских прав?; Мы поможем в написании вашей работы!