КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные схемы базирования
|
|
|
|
Понятие о базах, их классификация и назначение
Лекция № 5
Изложенного материала
Рекомендации по практическому использованию
Вопросы для самопроверки
1. Какая совокупность свойств продукции определяет её качество?
2. Что такое «качество продукции»?
3. Что такое «долговечность» изделия?
4. Что такое «ресурс» и «срок службы» изделия?
5. то такое «макрогеометрические» отклонения?
6. Что такое «волнистость» поверхности?
7. Что такое «микрогеометрические» отклонения?
8. Перечислите основные направления микронеровностей.
9. Перечислите основные параметры шероховатости поверхности.
1. Ознакомьтесь с конструкцией изделий, сборочных единиц и деталей на выбранном Вами предприятии.
2. Определите потребительские и технологические свойства выбранной продукции.
3. Оцените категории качества продукции на выбранном предприятии, представьте перечень изделий, качество которых не соответствует современным требованиям.
БАЗЫ И БАЗИРОВАНИЕ
В зависимости от служебного назначения все поверхности деталей под-разделяются на основные, вспомогательные, исполнительные и свободные. Под основными понимают поверхности, с помощью которых определяется положение данной детали в изделии (рис. 5.1). Так, цилиндрические поверхности крайней шейки 2 (2') (их ось) и уступ 1 (1’) ступенчатого вала
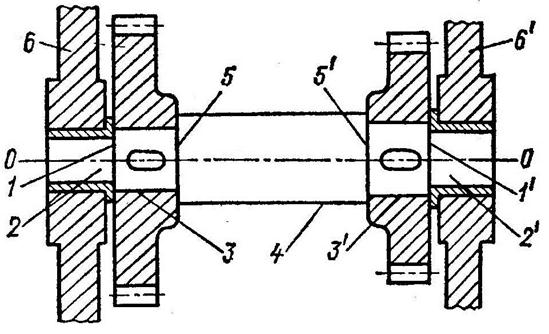
Рис. 5.1. Рабочие поверхности деталей
являются основными, определяющими положение вала в корпусе 6 (6’); уступы препятствуют перемещению вала вдоль оси.
Вспомогательными называют поверхности деталей, определяющими положение всех присоединяемых деталей относительно данной. Так, на рис. 5.1 видно, что у ступенчатого вала имеются два комплекта вспомогательных поверхностей для установки с двух сторон зубчатых колёс. Каждый комплект состоит из трёх элементов: шейки 3 (3’), уступа 5 (5’) и шпоночной канавки.
Исполнительные поверхности – поверхности, выполняющие служебное назначение. У представленной на рис. 5.1 конструкции исполнительной поверхностью является профиль зубчатого колеса.
Свободной поверхностью называется поверхность, не соприкасающаяся с поверхностями других деталей и предназначенная для соединения основных, вспомогательных и исполнительной поверхностей между собой с образованием совместно необходимой для конструкции формы детали, например поверхность шейки 4 (см. рис. 5.1).
Базой называется поверхность, заменяющая её совокупность поверхностей, ось, точку детали или сборочной единицы, по отношению к которой ориентируются другие детали изделия или поверхности детали, обрабатываемые или собираемые на данной операции.
По характеру своего назначения (при конструировании, изготовлении деталей, измерении и сборке механизмов и машин) базы подразделяются на конструкторские, технологические и измерительные.
Группу конструкторских баз составляют основные и вспомогательные базы, учёт которых при конструировании (выборе форм поверхностей, их относительного положения, простановки размеров, разработке норм точности и др.) имеет существенное значение. Основная база определяет положение самой детали или сборочной единицы в изделии, а вспомогательная база - положение присоединяемой детали или сборочной единицы относительно данной детали. Как правило, положение детали относительно других деталей определяют комплектом из двух или трёх баз. Так основными базами ступенчатого вала (см. рис. 5.1) являются ось вала 00 и уступ 1 или 1’, а вспомогательными базами – поверхности шеек 2 или 2’ и уступ 1 или 1’.
Технологической базой называют поверхность, определяющую положение детали или сборочной единицы в процессе их изготовления.
Измерительной базой называют поверхность определяющую относительное положение детали или сборочной единицы и средств измерения.
В соответствии с требованиями теоретической механики, требуемое положение твёрдого тела относительно системы координат  может быть задано наложением на него шести двусторонних связей, лишающих тело трёх перемещений вдоль осей
может быть задано наложением на него шести двусторонних связей, лишающих тело трёх перемещений вдоль осей  и трёх поворотов вокруг осей. Наложение двусторонних связей достигается соприкосновением базирующих поверхностей тела с базирующими поверхностями других тел (или тела), к которым (или к которому) оно присоединяется, и приложением силового замыкания для обеспечения необходимого контакта. Поэтому, независимо от назначения, базы могут различаться по количеству отнимаемых от базируемой детали или сборочной единицы степеней свободы на установочные, направляющие, опорные, двойные направляющие и двойные опорные.
и трёх поворотов вокруг осей. Наложение двусторонних связей достигается соприкосновением базирующих поверхностей тела с базирующими поверхностями других тел (или тела), к которым (или к которому) оно присоединяется, и приложением силового замыкания для обеспечения необходимого контакта. Поэтому, независимо от назначения, базы могут различаться по количеству отнимаемых от базируемой детали или сборочной единицы степеней свободы на установочные, направляющие, опорные, двойные направляющие и двойные опорные.
Установочной базой называется база, лишающая деталь или сборочную единицу трёх степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей (рис. 5.2 а).
Направляющей называется база, лишающая деталь или сборочную единицу двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси (рис. 5.3 а, пов. 11).
Опорной называется база, лишающая деталь или сборочную единицу одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси (рис. 5.2 а, пов. 111).
Двойной направляющей базой называется базой, лишающая деталь или сборочную единицу четырёх степеней свободы – двух перемещений вдоль двух координатных осей и поворотов вокруг этих же осей (рис. 5.2 б,
пов. 1V).
Двойной опорной называется база, лишающая деталь или сборочную единицу двух степеней свободы – перемещения вдоль двух координатных осей (рис. 5.2, пов. V).
По конструктивному оформлению базы подразделяются на скрытые и конструктивно оформленные.
К скрытым базам относятся мысленно проводимая плоскость, ось или
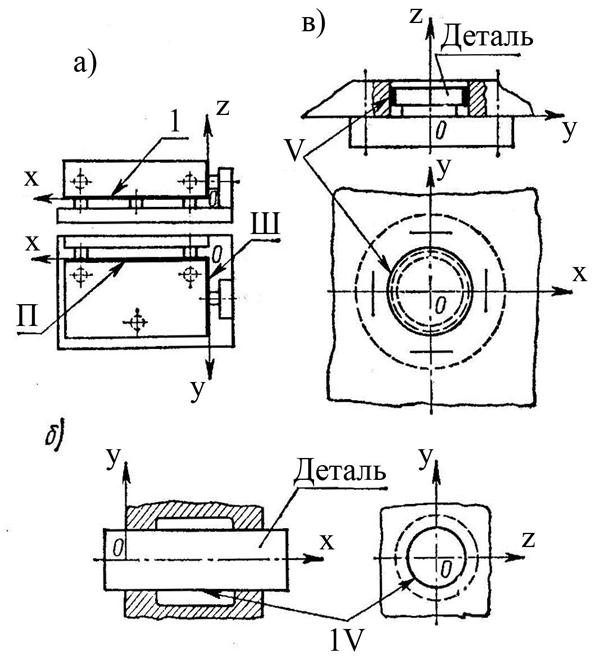
Рис. 5.2. Основные базы
точка, используемые в качестве одной из баз (рис. 5.3, 11 и 111).
К конструктивно оформленным относятся – реальная поверхность детали или заменяющее её сочетание поверхностей, используемое в качестве одной из баз (рис. 5.3, 1).
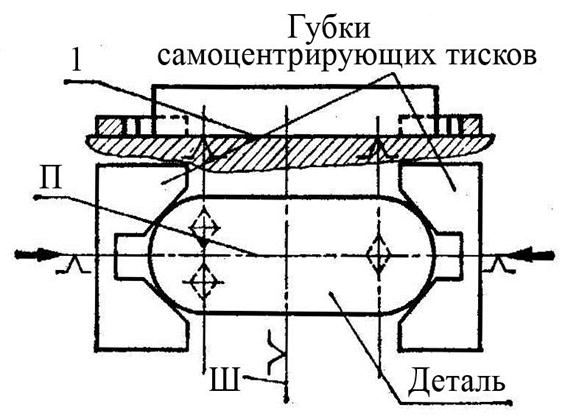
Рис. 5.3. Конструктивное оформление баз
Скрытые базы материализуются в виде технологических приливов, используемых при установке заготовок на станках или в приспособлениях.
Для повышения точности изготовления деталей, а следовательно, и лучших эксплуатационных результатов необходимо стремиться к тому, чтобы технологические и конструкторские базы совпадали. Если этого достичь не удаётся, то возникают погрешности базирования, что приводит к необходимости перерасчёта допусков.
Схемы базирования зависят от формы поверхностей обрабатываемых заготовок, большинство которых, как правило, ограничено плоскими, цилиндрическими или коническими поверхностями. Основными схемами базирования являются: 1) базирование призматических заготовок; 2) базирование длинных цилиндрических заготовок; 3) базирование коротких цилиндрических заготовок.
Схема базирования призматических заготовок предназначена для изготовления деталей призматической формы (плит, крышек, картеров и др.). Каждая обрабатываемая призматическая заготовка, если её рассматривать в системе трёх взаимно перпендикулярных осей (рис. 5.4), имеет шесть степеней свободы: три перемещения вдоль осей  и три перемещения при повороте относительно этих же осей. Положение заготовки в пространстве определяется шестью координатами (штриховые линии).
и три перемещения при повороте относительно этих же осей. Положение заготовки в пространстве определяется шестью координатами (штриховые линии).
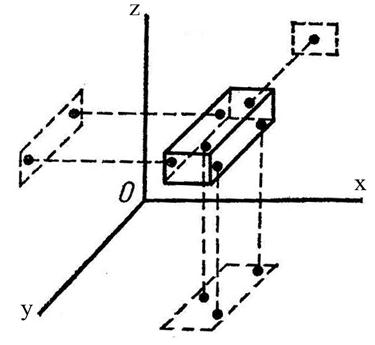
Рис. 5.4. Система базирования призматических заготовок
Три степени свободы, то есть возможность перемещаться в направлении оси  и вращаться вокруг осей
и вращаться вокруг осей  и
и  , ограничены тремя координатами, определяющими положение заготовки относительно плоскости
, ограничены тремя координатами, определяющими положение заготовки относительно плоскости  . Две степени свободы, то есть возможность перемещаться в направлении оси
. Две степени свободы, то есть возможность перемещаться в направлении оси
и вращаться вокруг оси , ограничены двумя координатами, определя-ющими положение заготовки относительно плоскости  . Шестая координата, определяющая положение заготовки относительно плоскости
. Шестая координата, определяющая положение заготовки относительно плоскости  , ограничивает возможность перемещения в направлении оси , то есть лишает её шестой - последней степени свободы.
, ограничивает возможность перемещения в направлении оси , то есть лишает её шестой - последней степени свободы.
Этот порядок установки заготовок призматической формы называется правилом шести точек. Это правило распространяется не только на призматические заготовки, базируемые по наружному контуру, но и заготовки другой формы при использовании для их установки любых поверхностей, выбранных для базирования. При этом увеличение количества опорных точек свыше шести не только не улучшает, но и ухудшает условия установки, так как реальные заготовки имеют отклонения от правильной геометрической формы и местные неровности поверхности, что может привести к самопроизвольной установке заготовки в приспособлении.
На рис. 5.5 показана схема положения обрабатываемой заготовки в приспособлении, где силы зажима  образуют силовое замыкание базирования заготовки (штрихами показаны опорные точки). Нижняя поверхность заготовки с тремя опорными точками является установочной базой. Как правило, в качестве установочной базы выбирают поверхности наибольшего размера. Боковая поверхность с двумя опорными точками является направляющей базой, для которой выбирают поверхности наибольшей протяжённости. Поверхность с одной опорной точкой является опорной базой.
образуют силовое замыкание базирования заготовки (штрихами показаны опорные точки). Нижняя поверхность заготовки с тремя опорными точками является установочной базой. Как правило, в качестве установочной базы выбирают поверхности наибольшего размера. Боковая поверхность с двумя опорными точками является направляющей базой, для которой выбирают поверхности наибольшей протяжённости. Поверхность с одной опорной точкой является опорной базой.
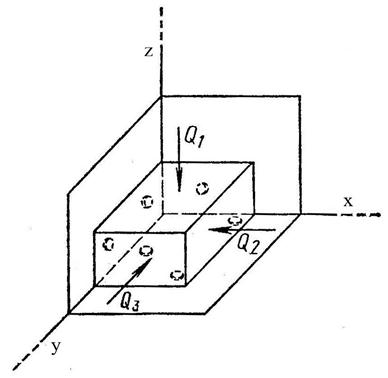
Рис. 5.5. Схема положения закрепляемой заготовки
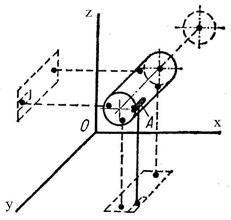
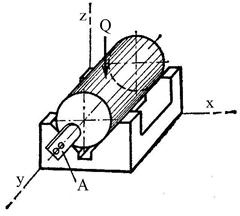
Схема базирования длинных цилиндрических заготовок. Из рис. 5.6 видно, что положение вала в пространстве определяется пятью координатами, которые лишают заготовку пяти степеней свободы перемещения в направлении осей  и вращения вокруг осей и . Шестая степень свободы то есть вращение вокруг собственной оси, в данном случае ограничивается координатой, проведенной от поверхности шпоночной канавки А. Четыре опорные точки, расположенные на цилиндрической поверхности вала, образуют двойную направляющую базу. Опорная точка, расположенная на торце валика, и шпоночный паз определяют поверхности, служащие опорными базами. На рис. 5.6 торцовая поверхность вала, прижатая к ограничителю А приспособления, является опорной базой. Примером такого базирования являются любые валы СДВС или плунжерные пары ТНВД дизелей.
и вращения вокруг осей и . Шестая степень свободы то есть вращение вокруг собственной оси, в данном случае ограничивается координатой, проведенной от поверхности шпоночной канавки А. Четыре опорные точки, расположенные на цилиндрической поверхности вала, образуют двойную направляющую базу. Опорная точка, расположенная на торце валика, и шпоночный паз определяют поверхности, служащие опорными базами. На рис. 5.6 торцовая поверхность вала, прижатая к ограничителю А приспособления, является опорной базой. Примером такого базирования являются любые валы СДВС или плунжерные пары ТНВД дизелей.
| 
|
Рис. 5.6. Схема базирования цилиндрической заготовки
Схема базирования коротких цилиндрических заготовок. К коротким цилиндрическим деталям относятся диски, кольца и др. Установочной базой у этих деталей является торцовая поверхность с тремя опорными точками (рис. 5.7).
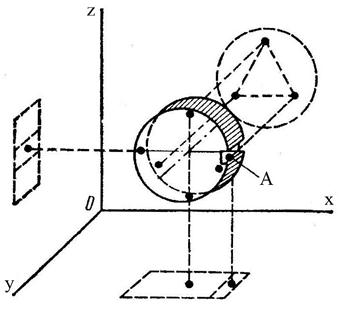
Рис. 5.7. Базирование коротких цилиндрических заготовок
Две опорные точки на короткой цилиндрической поверхности образуют двойную опорную базу. Шестая степень свободы ограничена в данном случае шпоночным пазом А.
Все перечисленные схемы относятся к схемам полного базирования, то есть базирования с лишением обрабатываемой заготовки всех шести степеней свободы. Их используют при необходимости получения точной координации размеров в трёх направлениях по осям  . Для базирования таких заготовок необходим комплект из трёх баз. При необходимости получения размеров в двух или только в одном направлении можно использовать схемы упрощенного базирования. На рис. 5.8 представлена заготовка с под-
. Для базирования таких заготовок необходим комплект из трёх баз. При необходимости получения размеров в двух или только в одном направлении можно использовать схемы упрощенного базирования. На рис. 5.8 представлена заготовка с под-

Рис. 5.8. Упрощенная схема базирования
лежащим обработке уступом А, положение которого определяется размерами  и
и  .
.
Неточность установки заготовки относительно оси  не имеет значения, поэтому достаточно использовать две базирующие поверхности 1 и 11, а торец заготовки использовать как опорную (но не базирующую) поверхность, прилегающую к упору (на схеме не показан), который предусмотрен для восприятия продольной составляющей силы резания.
не имеет значения, поэтому достаточно использовать две базирующие поверхности 1 и 11, а торец заготовки использовать как опорную (но не базирующую) поверхность, прилегающую к упору (на схеме не показан), который предусмотрен для восприятия продольной составляющей силы резания.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2758; Нарушение авторских прав?; Мы поможем в написании вашей работы!