КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Предварительная обработка заготовок
|
|
|
|
Правка. Для устранения искривления заготовок применяют правку в холодном или горячем состоянии молотком на свободных верстаках, на правильно-калибровочных станах и правильно-эксцентриковых прессах, а также на гидравлических и ручных винтовых прессах. Листовой прокат правят на правильных вальцах в холодном состоянии или с местным подогревом.
Качество правки оценивается кривизной, оставшейся после правки, отнесенной к 1 м длины заготовки. Так, например, для листового проката толщиной 10…40 мм погрешность составляет 1…2 мм; для прутковых заготовок диаметром до 30 мм – 0,05…0,15 мм.
Разрезка. Прокат поступает в производство в виде листового материала или полос, прутков, бухт и др. Поэтому перед запуском в производство их режут и правят.
Листовой или широкополосный материалы режут на так называемые ка-рты, размеры которых соотносят с размерами готовых деталей. Оптимальный раскрой металла предусматривает размещение на картах заготовки с минима-льными перемычками и с учётом способа их дальнейшей обработки. На рис. 6.5
приведены примеры раскроя металла для вырубки заготовок на прессах: а) пря-мой; б) наклонный; в) встречный; г) комбинированный; д) многорядный.
Чтобы получить чистый срез вырубленной заготовки, уменьшить заусенцы и коробление заготовки, рекомендуется вести вырубку с перемычками  . Ширину перемычек принимают равной одной-двум толщинам исходного металла.
. Ширину перемычек принимают равной одной-двум толщинам исходного металла.
Прокат режут: на прессах, ножницах. отрезных ножовках, дисковых и ленточных пилах, газовой и плазменной резкой и др. В последние десятилетия для производства точных заготовок используют лазерную резку.
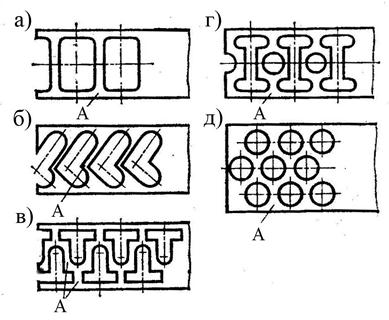
Рис. 6.5. Раскрой заготовок при вырубке на прессах
|
|
|
Центрование заготовок. При обработке наружных поверхностей тел вращения, базой для выполнения многих операций являются центровые отверстия. На точность обработки влияют форма и расположение центровых отверстий, которые выбирают в зависимости от их назначения. Из 8-ми разновидно-
стей (типов) с углом конуса 600, 750 и 1200 наиболее распространены формы центровых отверстий  , которые используют в случаях, когда после обработки необходимость в центровых отверстиях отпадает (рис. 6.6).
, которые используют в случаях, когда после обработки необходимость в центровых отверстиях отпадает (рис. 6.6).
Формы  используются, когда центровые отверстия являются базой для многократного использования.
используются, когда центровые отверстия являются базой для многократного использования.
Формы  имеет дугообразную образующую и используются для изделий повышенной точности.
имеет дугообразную образующую и используются для изделий повышенной точности.
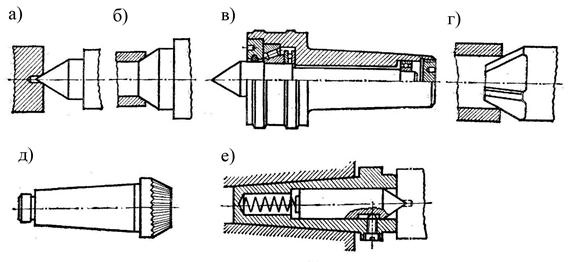
Рис.6.6. Формы центровочных отверстий
Центровочные отверстия типа  используются при выполнении монтажных работ с деталью. При этом центровые отверстия снабжены резьбой, в которую может вкручиваться заглушка (пробка).
используются при выполнении монтажных работ с деталью. При этом центровые отверстия снабжены резьбой, в которую может вкручиваться заглушка (пробка).
Предварительная обработка листовых и кованых заготовок. Такая
обработка предусматривает: удаление окалины, заусенцев, пригара, литников и
прибылей.
Важной операцией является очистка, которая выполняется ручным, механическим, пневматическим или гидравлическим инструментом. Отливки для особо точных деталей подвергаются электро-гидравлической очистке в специальных ваннах.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 921; Нарушение авторских прав?; Мы поможем в написании вашей работы!