КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Межоперационные припуски и допуски
|
|
|
|
Чтобы обеспечить постоянные межоперационные припуски на каждой из операций, размер обрабатываемой поверхности должен находиться в определенных пределах, характеризующих межоперационный допуск. Общий припуск на обработку складывается из суммы наименьших межоперационных припусков и межоперационных допусков, без допуска на последнюю операцию. Допуск на последнюю операцию должен соответствовать допуску на окончательную обработку данной поверхности.
Допуск  на размер детали на предшествующей операции определяется как разность наибольшего и наименьшего предельных значений припуска:
на размер детали на предшествующей операции определяется как разность наибольшего и наименьшего предельных значений припуска:
На рис. 7.1 представлены схемы расположения межоперационных при-
пусков и допусков при обработке заготовок вала (рис. 7.1а), где  - размер за
- размер за
готовки;  и
и  - наибольший и наименьший предельные размеры заготовки после первой операции;
- наибольший и наименьший предельные размеры заготовки после первой операции;  - то же, после второй операции;
- то же, после второй операции;  - после третьей операции;
- после третьей операции;  - межоперационный припуск и допуск на первую операцию;
- межоперационный припуск и допуск на первую операцию;  - то же на вторую операцию;
- то же на вторую операцию;  - на третью операцию, и отверстия (рис. 7.1б), где
- на третью операцию, и отверстия (рис. 7.1б), где  - размер отверстия в заготовке;
- размер отверстия в заготовке;  - наименьший и наибольший предельные размеры отверстия после первой операции;
- наименьший и наибольший предельные размеры отверстия после первой операции;  - то же, после второй операции;
- то же, после второй операции;  - после третьей операции.
- после третьей операции.
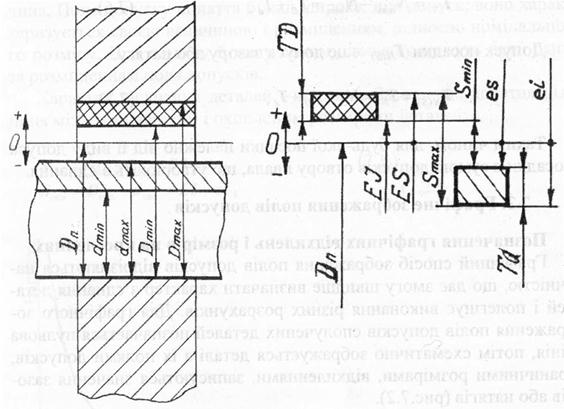
Рис.7.1. Припуски и допуски при обработке заготовок: а) вал;
б) отверстие
Между предварительной (черновой) обработкой и чистовой суммарный припуск распределяется следующим образом: 60 % - предварительная обработка, 40% - чистовая; возможны варианты, когда на черновую обработку приходится 45 %, на получистовую – 30 % и 25 % на чистовую обработку.
Расчёт размеров межоперационных припусков и предельных размеров обрабатываемых поверхностей по операциям проводят в определённой последовательности:
1) определяют базовые опорные поверхности для обработки;
2) определяется порядок выполнения технологических операций;
3) определяют значения  ;
;
4) определяют расчётные размеры припусков по всем операциям.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2938; Нарушение авторских прав?; Мы поможем в написании вашей работы!