КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Отделочные виды обработки отверстий
|
|
|
|
К основным отделочным видам обработки отверстий относятся:
- тонкое (алмазное) растачивание;
-хонингование;
- притирка.
Алмазное растачивание применяют в основном для обработки заготовок из сплавов цветных металлов, так как при шлифовании таких заготовок шлифовальные круги засаливаются, что затрудняет обработку. Глубина резания – 0,05…0,30 мм; подача – 0,02…0,12 мм/об; скорость резания – 120…1000 м/мин.
Инструмент – алмазные резцы (или резцы из твёрдых сплавов).
Станки – специальные алмазно-расточные.
Точность обработки – 6…5 квалитеты. Шероховатость обработанной поверхности -  мкм.
мкм.
Хонингование – основной вид отделочной обработки отверстий. Инструмент (рис. 14.6) – доводочная головка (хон), представляющая собой цилиндр 4, вдоль образующей хоторого расположено 6..8 абразивных брусков 3, укреплённых на соответствующих планках 5 и соединённых попарно с радиальными
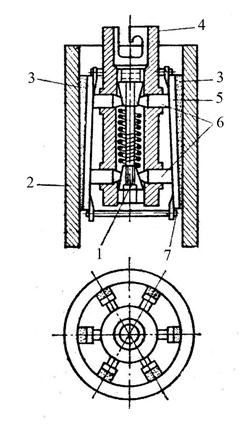
Рис. 14.6. Доводочная головка (хон)
стержнями 6, входящие в соответствующие пазы головки. Внутри головки
смонтирован двусторонний регулирующий конический стержень 1, с помощью которого радиальные стержни раздвигаются, регулируя диаметральный размер и компенсируя износ брусков. Абразивные бруски соединяются между собой попарно пружинами 7. Доводочная головка соединяется со шпинделем хонинговального станка шарниром.
Головка вращается со скоростью 20…50 м/мин и совершает возвратно-поступательное движение со скоростью 10…20 м/мин.
Точность отверстия после хонингования соответствует 7…5 квалитетам. шероховатость поверхности -  мкм.
мкм.
Припуск на хонингование обычно составляет 0,01…0,20 мм.
Притирка – способ отделки отверстия вращающимся притиром, имитирующим реальное контртело, работающее в отверстии. Используется в основном в индивидуальном производстве.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 586; Нарушение авторских прав?; Мы поможем в написании вашей работы!