КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 9
|
|
|
|
привода зажимных устройств (продолжение)
9.1. Электромеханические приводы
Электромеханические приводы состоят из электродвигателя, силового (передаточного) механизма и зажимных элементов. Обычно применяют асинхронные электродвигатели с короткозамкнутым ротором нормального исполнения с повышенным скольжением или повышенным пусковым моментом. Электродвигатель работает кратковременно только при зажиме или отжиме, поэтому в электромеханическом приводе всегда имеется самотормозящая передача для фиксирования состояния системы после зажима и отключения двигателя.
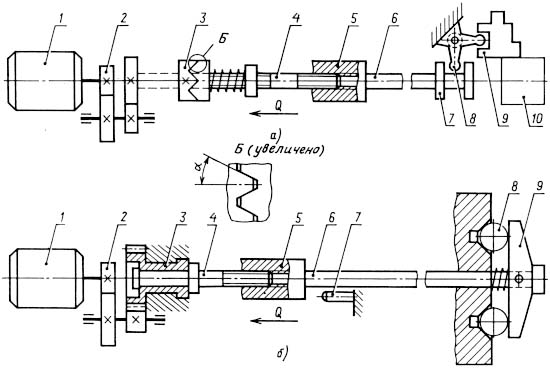
Рис. 9.1. Электромеханические приводы:
a - схема зажимного устройства с электромеханическим приводом для вращающегося приспособления (1 - мотор; 2 - редуктор; 3 - муфта; 4 - винт; 5 - гайка; 6 - шток; 7 - втулка; 8 - рычаг; 9 - кулачок; 10 - обрабатываемая деталь);
б - электромеханический привод для перемещения зажимных устройств в стационарном приспособлении (1 - электродвигатель; 2 - редуктор; 3 - зубчатое колесо; 4 - вал; 5 - гайка; 6 - шток; 7 - путевой выключатель; 8 - обрабатываемая деталь; 9 - прихват).
На рис. 9.1. изображены схемы электромеханических приводов а) – для токарного станка и б) – для стационарного приспособления.
Привод (см. рис. 9.1. а) состоит из электродвигателя 1 и редуктора 2, которые закреплены на заднем конце шпинделя станка. Выходной вал редуктора соединен муфтой 3 с винтом 5, при вращении которого гайка 6 перемещает тягу, передающую через рычаг 7 усилие кулачкам 8 патрона, зажимающим заготовку 9. Сила зажима регулируется пружиной 4. По достижении требуемой силы торцовые зубцы муфты отжимают правую полумуфту, разъединяя винт 5 с валом редуктора. При этом наблюдается характерное пощелкивание зубцов муфты, что служит акустическим сигналом для отключения электродвигателя. Правые и левые скосы зубьев муфты выполнены под различными углами, что обеспечивает наличие крутящего момента при раскреплении заготовки, большего, чем при закреплении. Это обусловливает высокую надежность работы, так как для вывинчивания винта 5 с самотормозящейся резьбой вследствие заклинивания резьбы требуется больший крутящий момент, чем при завинчивании.
Отличительн6ой особенностью привода на рис. 9.1.б) является наличие путевого выключателя, в нужный момент размыкающего электрическую цепь для выключения электродвигателя.
Преимущества электромеханического привода:
1) потребляют энергию только во время зажима или разжима заготовки;
2) большая мощность при небольших габаритах;
3) отсутствуют источники давления рабочей среды (масла или воздуха);
4) легко автоматизируется;
5) высокая надежность;
6) невысокая стоимость.
Недостатки:
1) ограниченность применения в многоместных приспособлениях из-за наличия сложных передаточных механизмов;
2) опасность возникновения коротких замыканийэ
9.2. Электромагнитные и магнитные приводы
Эти приводы относятся к третьему типу зажимных устройств и не требуют наличия зажимных элементов, благодаря чему упрощается конструкция приспособления и сокращаются габаритные размеры. Закрепление осуществляется равномерным притяжением заготовки к установочной поверхности, что сводит к минимуму погрешность закрепления.
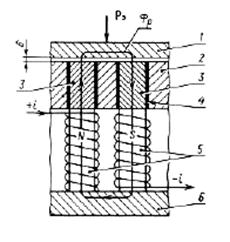 |
Рис. 9.2. Электромагнитный привод:
1 - обрабатываемая деталь; 2 - адаптерная плита; 3 - магнитопровод; 4 – прокладка; 5 - электромагнитные катушки; 6 - основание приспособления
9.2.1.Электромагнитные приспособления изготавливают в виде плит и патронов.
При прохождении через электромагнитные катушки постоянного тока напряжением 24, 48 или 110 В в сердечниках возбуждается магнитный поток, замыкающийся через магнитопровод 3, заготовку 1, основание 6. При этом заготовка притягивается к плите. Для раскрепления заготовки после ее обработки ток отключают и заготовку снимают с плиты. Для снятия остаточного магнетизма заготовку помещают на демагнетизатор.
Преимущества электромагнитных приспособлений:
1) простота и жесткость конструкции;
2) низкая стоимость;
3) возможность дистанционного управления;
4) легкость автоматизации;
5) практически неограниченные размеры;
6) возможность регулирования усилия притяжения.
Недостатки:
1) необходимость системы управления и токопровода;
2) нагрев за счет тепла, выделяемого катушками;
3) возможность возникновения опасности при аварийном отключении электроэнергии.
9.2.2. Приспособления с постоянными магнитами
Особенности конструкции и применения магнитных приспособлений зависят от типа используемых в них магнитов. По энергетическим характеристикам постоянные магниты, используемые в магнитной оснастке, могут быть разделены на три группы.
Первая: с энергией, приходящиеся на 1 м3 = 5 – 15 кДж (ферриты) Такие магниты из-за низких значений магнитной индукции не могут самостоятельно служить полюсами приспособлений и нуждаются в стальных концентраторах магнитной энергии, из-за чего используются в стальной арматуре.
Вторая: с энергией на 1 м3 = 20 – 40 кДж. (литые магниты)
Материалы литых магнитов − сплавы: алюминиево-никелекобальтожелезные ЮНДК15, ЮНДК18 и ЮНДК24 (типа ални или магнико), алюминиево-никележелезные ЮНД4, ЮНД12 и ЮНД8 (типа ални).
Третья: с энергией на 1м3 выше 40 кДж. (керамические магниты)
Керамические магниты изготовляют методом порошковой металлургии, т.е. спеканием под высоким давлением оксида железа и углекислого бария, поэтому они и получили название «керамические».
Преимущества магнитных приспособлений (сравнение с электромагнитными):
1) независимость (автономность) от внешнего источника энергии в процессе эксплуатации;
2) надежность работы в 3 — 4 раза выше;
3) жесткость плиты почти в 2 раза выше, чем у электромагнитных;
4) плита допускает большее число перешлифовок, чем у электромагнитных;
5) безопасность;
6) нет деформаций, обусловленных наличием внутренних источников теплоты, что повышает точность обработки;
7) постоянное повышение энергетических и эксплуатационных характеристик за счет использования новых магнитотвердых материалов.
8) сила притяжения плит одинаковых габаритов почти в 2 раза больше, чем электромагнитных.
Недостатки:
1) Наличие подвижных элементов
В приспособлениях с литыми магнитами (рис. 9.3, а) магниты 1, вставки 3 и 4, основание 8 и верхняя плита 2 образуют магнитопроводную систему. В положении «включено» магниты подвижного блока расположены под полюсниками верхней плиты и магнитный поток 7, выходящий из магнитов, обходя немагнитные прокладки 5, замыкается через заготовку 6, притягивая ее к зеркалу верхней плиты.
В положении «выключено», когда подвижный магнитный блок сдвинут на половину шага между полюсами, магниты подвижного блока помещаются под верхней плитой так, что магнитный поток замыкается (шунтируется) верхней плитой и ее полюсниками, освобождая обработанную заготовку. Для размагничивания заготовки ее необходимо установить на демагнетизатор.
В приспособлениях с керамическими магнитами (рис. 9.3, б) магниты 10 и 11 подвижного 15 и неподвижного 14 блоков, вставки 9 подвижного и неподвижного блоков и верхняя плита 12 образуют магнитопроводную систему, расположенную на немагнитном основании 16.
В положении «включено» магниты подвижного блока находятся под магнитами неподвижного блока одинаковой полярности. При этом объединенный магнитный поток 13 из подвижного и неподвижного блоков через полюсники верхней плиты замыкает заготовку, притягивая ее к зеркалу плиты.
В положении «выключено» под магнитами неподвижного блока располагаются магниты подвижного блока с противоположной полярностью. При этом магнитный поток магнитов подвижного блока нейтрализует магнитный поток магнитов неподвижного блока. Поскольку высота магнитов нижнего блока больше, чем магнитов верхнего блока, то при выключении плиты не только нейтрализуется магнитное действие верхнего блока, но и создается небольшое поле с противоположным направлением магнитного потока, что обусловливает размагничивание заготовки и стружки.
Преимущества плит с керамическими магнитами (сравнение с литыми):
1) дешевле, так как в них не используются дорогостоящие материалы (никель и кобальт);
2) выше коэрцитивная сила, следовательно, они дольше сохраняют состояние намагниченности;
3) удельные силы притяжения выше;
4) отсутствует остаточный магнетизм, так как при выключении магнитный поток полностью компенсируется магнитным потоком блока внутри плиты;
5) отсутствует намагничивание заготовки, инструмента и станка
9.2.3. Приспособления с электроимпульсными магнитами
В электроимпульсных магнитных плитах сердечником катушек в отличие от электромагнитных плит являются постоянные литые магниты.
После установки заготовки на плиту в катушку подают кратковременные (в течение 0,5 с) импульсы тока, в результате чего магнитная система, состоящая из постоянных магнитов, магнитопроводов и заготовки, намагничивается и заготовка притягивается к зеркалу плиты. Для отключения плиты в катушку подают затухающие по амплитуде импульсы тока чередующейся полярности, в результате чего магнитная система размагничивается.
Преимущества электроимпульсных магнитных плит:
1) отсутствие подвижных элементов;
2) большая удельная сила притяжжения;
3) простота управления и автоматизации, возможность дистанционного управления;
4) безопасность (при отключении энергии, детали удерживаются за счет энергии постоянных магнитов);
5) возможность регулирования усилия притяжения в широких пределах.
Недостатки:
1) неавтономность (наличие токопроводов);
2) наличие внутреннего источника теплоты (катушка) и дефицитных магнитотвердых материалов;
9.3. Вакуумные приводы
Так же относятся к третьему виду зажимных устройств и не требуют специальных зажимных элементов. Принцип действия основан на непосредственной передаче атмосферного давления на закрепляемую заготовку. Между заготовкой и опорной поверхностью создается вакуум, и заготовка прижимается избыточным атмосферным давлением.
Конструкция приспособления изображена на рис. 8.4.
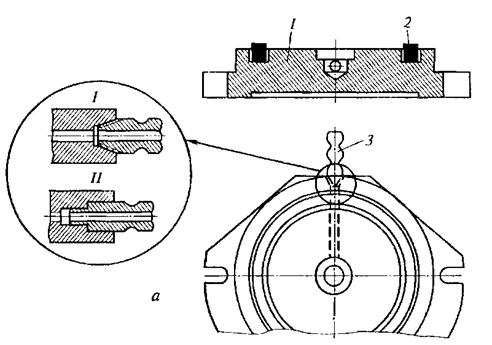
Рис. 9.4. Конструкция приспособления с вакуумным приводом
Корпус 1 приспособления устанавливают и закрепляют на столе станка. С помощью штуцера 3 и специального шланга камера приспособления соединяется с энергетической установкой, создающей вакуум. Штуцер крепится к корпусу по одному из двух вариантов (I или II). Вариант II — предпочтительней. Резиновая прокладка 2, размещаемая в канавке корпуса, служит для уплотнения камеры приспособления и поддержания устойчивого разрежения в ней.
Сила зажима заготовки в вакуумном приспособлении находится по формуле:

где F — площадь, ограниченная внутренним контуром резиновой прокладки, см2;
р — избыточное (или рабочее) давление, Па; q — упругая сила сжатой прокладки, Н. Давление р определяется как разность между атмосферным ра и остаточным ро давлением в камере приспособления.
Вакуумную технологическую оснастку применяют для крепления следующих видов заготовок:
− корпусные детали с тонкими стенками, (закрепление в тисках приводит к короблению);
− заготовки, обрабатываемые по всему контуру;
− тонколистовые заготовки;
− мягкие или хрупкие материалы, легко разрушающиеся под нагрузкой (дерево, пластик, стекло и т.п.);
− крупногабаритные детали сложной формы, требующие длительного процесса закрепления при помощи наборов механических прижимов;
− заготовки, обработка которых целесообразна за один установ без переналадки;
− закрепление немагнитных материалов.
9.4. Электростатические приводы
В электростатических плитах заготовки притягиваются к зеркалу плиты под действием статических электрических зарядов противоположной полярности. Поверхность плиты имеет полярность одного знака, а полярность заготовки — противоположного.
В основание стола встроен нагревательный элемент малой мощности, поддерживающий температуру рабочей поверхности стола на несколько градусов выше, чем температура окружающей среды, что предотвращает конденсацию влаги из воздуха. Плита состоит из полупроводникового элемента 4, изолированного от чугунного корпуса 1 и основания 10 диэлектрическими прокладками 2 и 9. Полупроводниковый элемент через токопроводящий слой 8 соединен с одним полюсом выпрямителя 7, а токопроводящая пластина 6 через корпус и основание — с противоположным полюсом, к которому подводится переменный ток напряжением 110 В, преобразуемый в постоянный ток напряжением 3000 В. На зеркало полупроводникового элемента нанесен слой 3 эпоксидной смолы. Заготовку 5 устанавливают таким образом, чтобы она контактировала с пластиной 6. При замыкании электрической цепи постоянный ток небольшой силы подводится к полупроводниковому элементу и заготовке, получающим заряды статического электричества противоположной полярности, вследствие чего заготовка притягивается к поверхности плиты.
 |
Электростатические плиты используются для закрепления заготовок из алюминия, бронзы, меди, магния и других подобных материалов. На них также могут быть закреплены заготовки из диэлектрических материалов - стекла, керамики, пластмассы, резины и т.д. Заготовки из таких материалов предварительно покрывают металлическим порошком или токопроводящим лаком
9.5. Системы закрепления холодом
Технология закрепления заготовок холодом - инновационный подход для решения сложных задач по фиксации заготовок без механического воздействия:
− хрупкие заготовки (керамика, пластик, стекло, полимерные материалы и т.п.);
− мелкие заготовки из любых материалов;
− ячеистые материалы из алюминия и стекловолокна, применяемые в авиастроении.
Закрепление производится на замораживающей плате, на рабочую поверхность которой предварительно распылен тонкий слой воды или нанесен специальный гель. Во время процесса закрепления происходит замораживание водного слоя и образуется тонкая ледяная пленка, которая прочно удерживает заготовку на рабочей поверхности платы. При этом заготовка не испытывает механических нагрузок и не деформируется. Для снятия заготовки достаточно перевести приспособление на режим нагрева рабочей поверхности.
Данная технология успешно используется при механической обработке на фрезерном, токарном и гравировальном оборудовании. Для всех устройств существует одно ограничение: при использование запрещена подача СОЖ в зону обработки.
Контрольные задания.
Задание 9.1.
Преимущества и недостатки электромеханического привода.
Задание 9.2.
Преимущества и недостатки электромагнитных приспособлений.
Задание 9.3.
Преимущества и недостатки магнитных приспособлений
Задание 9.4.
Конструкция и область применения вакуумного привода.
Задание 9.5.
Конструкция и применение электростатической плиты.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 1626; Нарушение авторских прав?; Мы поможем в написании вашей работы!