КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Жесткие оправки
|
|
|
|
С развитием точности и быстроходности машин повышаются требования к концентричности поверхностей деталей. Во многих случаях допустимая несоосность поверхностей менее 0,01 мм. Эта точность достигается применением центрирующих устройств приспособлений.
Рассмотрим некоторые из них так называемые жёсткие оправки.
1 .Конические оправки - применяются для получения высокой концентричности обрабатываемых поверхностей при выполнении отделочных операций.
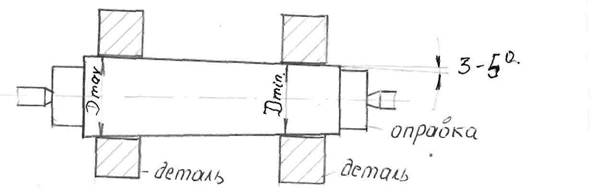
Конусность таких оправок-------------.
3 2000 4000
Деталь закрепляется лёгкими ударами торца о деревянную подкладку. Отверстие в заготовке выполняется по квалитету Н6 - Н7. В следствии расклинивающего действия заготовка прочно удерживается от проворота при обработке; точность центрирования 0,005 - 0,01 мм.
К недостаткам оправки относится неопределённость положения заготовки, что исключает возможность работы по настройке.
Рабочая поверхность оправки выполняется по квалитету Is6. Оправки этого типа применяются в условиях единичного и мелкосерийного производства.
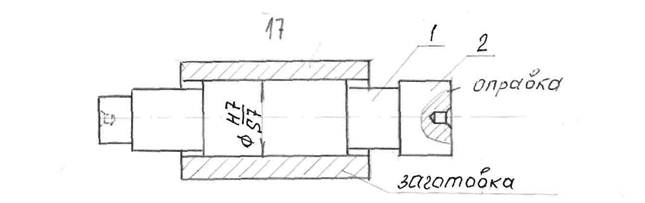
Здесь представлена оправка, на которую обрабатываемая заготовка насаживается с натягом. Используя упорные подкладные кольца при запри-совке, заготовку точно ориентируют по длине оправки. Если на оправке сделать кольцевую выточку поз.1, то можно подрезать оба торца заготовки. Шейка поз.2 направляющая она служит для свободной посодки заготовки от руки, точность центрирования на токой оправке 0,005 - 0,01 мм.
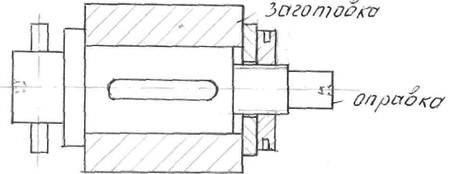
На такую оправку заготовку сажают с зазором. Положение заготовки по длине определяется буртиком оправки её провёртывание предупреждается затяжкой гайки или шпонкой (при наличии на заготовки шпоночной канавки). Для этих оправок базовые поверхности заготовки рекомендуется обрабатывать по квалитету Н7. Точность центрирования зависит от зазора и обычно не превышает 0,02—0,03 мм.
Материал оправок сталь 20Х, с цементацией на глубину 1,2—1,5мм и Закалкой HRc 55—60 един.
Рабочая поверхность шеек шлифуется до Re 0,65 чистоты. На центровых гнёздах предусматриваются фаски или подвнутрение для защиты от случайных повреждений. Для передачи момента на конце оправки предусматривается квадрат, лыски или поводковый палец.
Оправки диаметром свыше 80 мм делают для облегчения полыми.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 2405; Нарушение авторских прав?; Мы поможем в написании вашей работы!