КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Устройства, координирующиеположение инструмента
|
|
|
|
Призмы
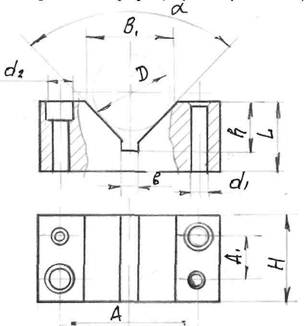
Призмой в приспособлениях принято называть установочную деталь с рабочей поверхностью в виде паза с углом а, равным 60,90,или 120, предназначенную прежде всего для обработки поверхностей, определенным образом расположенных относительно установочной цилиндрической поверхности детали.
В станочных приспособлениях применяются следующие виды призм:
1. широкие - для установки деталей с обработанными поверхностями;
2. узкие - при установки деталей по черновой базе, а так же приостановки ступенчатых валов.
Крупные изделия устанавливаются на чугунные или сварные призмы со сменными стальными пластинами на наклонных поверхностях
3. со штырями на установочной поверхности имеющих не правильную
геометрическую форму.
По степени подвижности призмы подразделяются:
1. жесткие;
2. регулируемые;
3. самоустанавливающиеся.
Рабочие поверхности и основание призмы шлифуются. В сборных конструкциях с двумя и более призмах, используемыми для установки одной детали все призмы шлифуются совместно.
Призмы при сборке необходимо точно устанавливать в заданном положение. Поэтому в дополнении к крепёжным винтам предусматриваются два контрольных штифта, которые точно, без зазора, пригоняются как по отверстиям призмы, так и по отверстиям корпуса, на котором они устанавливаются.
Призмы изготавливаются из стали 20Х7с цементацией на глубину 0,8—0,9мм с закалкой рабочей поверхности до твёрдости HRC 55—60 ед. Призмы больших размеров делают из серого чугуна с привернутыми стальными калённым щеками.
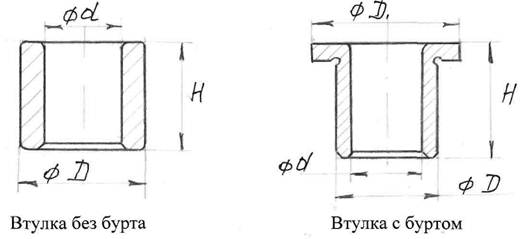
При выполнении отдельных операций механической обработки (сверлении, зенкеровании, растачивание) жёсткость режущего инструмента бывает недостаточной. Для устранения упругих отжимов инструмента относительно заготовки применяют направляющие детали. Они должны быть достаточно точными, износостойкими и при определённых условиях сменными. К указанным деталям относятся кондукторные втулки для сверлильных и расточных приспособлений.
Конструкция и размеры кондукторных втулок для сверления стандартизованы Постоянные втулки изготавливаются по ГОСТ 18429 -73 без бурта, по ГОСТ 18430-73 с буртом, по ГОСТ 18431-73 сменные, по ГОСТ 18432-73 быстросменные, по ГОСТ 18434 втулки промежуточные, по ГОСТ 18434 -73 втулки промежуточные с буртом, по ГОСТ 12464-67 втулки резьбовые.
Применение кондукторных втулок устраняет операцию разметка, уменьшает увод оси и разбивку обрабатываемых отверстий. Точность диаметра отверстий повышается в среднем на 50% по сравнению с обработкой без кондукторных втулок.
Для изготовления втулок при сверлении диаметром до 9мм используют стали 9ХС, до диаметра 17мм сталь У10 с твёрдостью до по шкале HRC 60 ед.
| Постоянные втулки устанавливаются в корпус или плиту по квалитету Is6 или по квалитету h6. |

|
Ориентировочный срок службы кондукторных втулок 10.000 - 15000 сверле-Ний. Средняя интенсивность износа кондукторных втулок при сверлении отверстий диаметром 10—20мм на 10 метров пути составляет при обработке серого чугуна средней твёрдости 3-5 мк, стали 40 4—6 мк, алюминия и его сплавов 1—2 мк.
Сменные втулки помещают в постоянные по квалитету g6 закрепляется винтом или планкой. При износе втулки её замена производится на рабочем месте.
Наличие на бурте втулки сквозной выемки рядом с выемкой для головки крепёжного винта позволяет снимать втулку без отвинчивания крепёжного винта. Это достигается поворотом втулки до такого положения при котором сквозная выемка окажется против головки крепёжного винта.
Расстояние от поверхности обрабатываемой заготовки до торца втулки в зави-стмости от обрабатываемого материала равняется от 1/3 диаметра сверла обработке чугуна и других хрупких материалов до 1 диаметра сверла обработке стали.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 431; Нарушение авторских прав?; Мы поможем в написании вашей работы!