КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы крепления дополнительных ремонтных деталей
|
|
|
|
Дополнительные ремонтные детали обычно крепятся посадкой и натягом. В отдельных случаях могут быть использованы дополнительные крепления приваркой по торцу, приклеиванием или постановкой стопорных винтов или штифтов. Чтобы обеспечить прочную посадку ДРД в виде втулок, сопрягаемые поверхности детали и втулки обрабатывают, но допускам посадки Н7116 второго класса точности. Шероховатость поверхности должна быть не менее Rа=1,25-:-0,32 мкм. При запрессовке втулок сопрягаемые поверхности рекомендуется покрывать смесью машинного масла и графита.
Необходимое усилие запрессовки в ньютонах
где f — коэффициент трения при запрессовке ( 0,08 — 0,1); d — диаметр контактирующих поверхностей, мм; L — длина запрессовки, мм; р — давление на поверхности контакта. Па.
0,08 — 0,1); d — диаметр контактирующих поверхностей, мм; L — длина запрессовки, мм; р — давление на поверхности контакта. Па.
Диаметр контактирующих поверхностей можно определить по формулам:
для вала d=dно —2δ;
для втулки
d=dво +2δ
где dно и dво — соответственно нижнее и верхнее предельные отклонения вала и втулки; δ — толщина втулки.
Минимально допустимая толщина втулки определяется из условия прочности
где n — запас прочности; n=σт/[σ];σn — предел текучести для материала втулки, Па;|σ] — допускаемое напряжение. Па.
К расчетной толщине втулки б прибавляется припуск на механическую обработку втулки после, ее запрессовки.
Контактное давление между деталями в паскалях

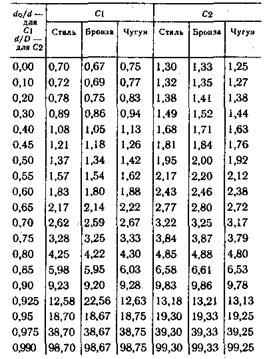
где Δ— максимальный расчетный натяг, мкм; С1, Сг — коэффициенты соответственно охватываемой и охватывающей детали; E1 и E2 — модули упругости материала соответственно охватываемой и охватывающей детали, Па;
где dо — диаметр отверстии охватываемой детали (дли вала dо = 0), мм; D — наружный диаметр охватывающей детали, мм;μ1 и μ2— коэффициенты Пуассона соответственно для охватываемой и охватывающей детали.
Значения С1 и С2, найденные с учетом коэффициентов Пуассона соответственно для охватывающей и охватываемой деталей, приведены в табл. 5. 1.
При использовании тепловых методов сборки (рис. 5.5) температура нагрева охватывающей детали определяется по эмпирической формуле
 (5.1)
(5.1)
где k — коэффициент, учитывающий частичное охлаждение детали при сборке (k = 1,15 — 1,30); ka — коэффициент линейного расширения материала охватывающей детали, мм / (м • град.); d1 — диаметр отверстия охватывающей детали, мм.
Для стальных деталей с учетом коэффициента линейного расширения формула (5.1) принимает вид

Таблица 5.1. Значения коэффициентов С1 и С2
Температура охватывающей детали после нагрева
tкн=tн+tнач
где tнач — начальная температура детали.
Температура охлаждения охватываемой детали
T0=103*k(Δ+s)/(kad2),
гдеs — минимальный гарантированный зазор, мкм; d2 — диаметр охватываемой детали, мм.
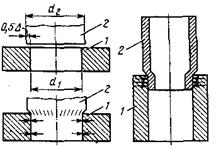
Рис. 5.5. Последовательность схем соединений е нагревом охватывающей (1) или охлаждением охватываемой (2)детали
Таблица 5.2. Значения минимальных зазоров при использовании тепловых методов сборки
Конечная температура охлажденной охватываемой детали tко = tнач —t0
Значения минимального зазора, позволяющего легко ввести охватываемую деталь в отверстие, приведены в табл. 5.2.
Для бронзовых тонкостенных втулок длиной до 2d зазор, определенный по данным табл. 5.2, увеличивают на 25 — 30%.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 354; Нарушение авторских прав?; Мы поможем в написании вашей работы!