КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности разработки технологического процесса
|
|
|
|
Особенности технологии восстановления постановкой дополнительной ремонтной детали рассмотрим на примере восстановления резьбовых отверстий корпусных деталей автомобилей и гильз цилиндров автомобильных двигателей.
Применяют следующие способы ремонта резьбовых отверстий (рис. 5.6).
Два из указанных способов предусматривают использование дополнительной ремонтной детали — установку ввертыша и установку спиральной вставки.
Резьбу под номинальный размер заменой части детали ввертышем ремонтируют довольно часто. Обычно для ввертышей используют мало- и среднеуглеродистую сталь, марка которой не зависит от материала ремонтируемой детали, в которой находится отверстие.
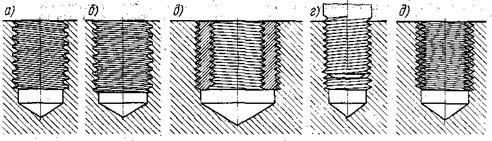
Рис. 5.6. Способы ремонта резьбовых соединений;
а — заварка отверстий с изношенной резьбой с последующим нарезанием резьбы номинального размера; б — нарезание резьбы увеличенного размера (год ремонтный размер); в — установка ввертыша; г — стабилизация резьбовых соединений полимерной композицией;d — установка спиральной вставим
Наружный диаметр ввертыша в миллиметрах
где d — наружный диаметр резьбы болта; σ1в — предел прочности материала болта; σ2в — предел прочности материала корпуса.
Ввертыш может иметь прорези для специального ключа, при помощи которого он монтируется в предварительно нарезанное отверстие детали. Для предотвращения от отвертывания ввертыши крепят стопррными шпильками или приклеивают эпоксидным компаундом.
Основные типы ввертышей показаны на рис. 5.7.
Восстановление резьбовых отверстий постановкой ввертышей имеет следующие преимущества: позволяет восстанавливать сильно изношенные отверстия корпусных деталей под номинальный размер; не нарушает термообработку деталей, так как не требуется их нагревать; дает хорошее качество восстановленного отверстия.
Недостатки данного способа: высокая трудоемкость и сложность ремонта, невозможность применения, если конструкция детали не позволяет увеличивать отверстие.
Восстановление резьбовых отверстий постановкой вставки имеет следующие преимущества: повышается прочность резьбового соединения в результате более равномерного распределения нагрузки по виткам; появляется возможность восстановления под номинальный размер резьбовых отверстий в тонкостенных деталях; понижается износ резьбовой поверхности при частом завинчивании и отвинчивании; улучшается восприятие динамических нагрузок, увеличивается срок службысоединения.
Спиральная вставка (рис. 5.8) представляет собой пружину из ромбической проволоки, наружная поверхность которой образует резьбовое соединение с корпусом (блоком), а внутренняя — со шпилькой или болтом.

Рис. 5.7. Основные типы ввертышей: а — прямой открытый; б — прямой закрытый; в — прямой открытый с буртиком под ключ;г — ступенчатый (под развальцовку одного конца)
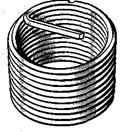
Рис. 5.8 Спиральная вставка
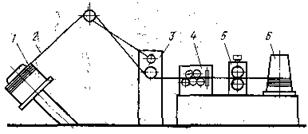
Рис. 5.9. Волочильный стан дли получения ромбической проволоки:1—установочный барабан; 2 — проволока; 3 — устройство для аварийной остановки стана; 4 — правильное устройство; 5 — роликовая волока; 6 — приемный барабан
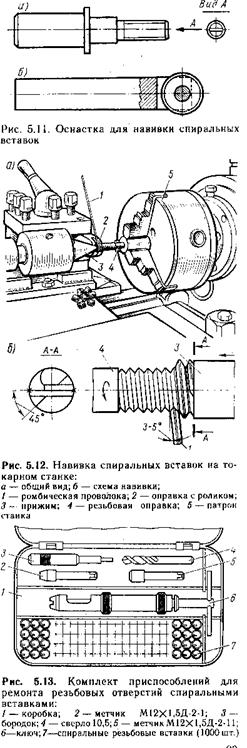
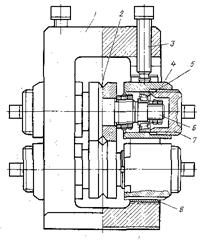
Рис. 5.10 Роликовая волока
Проволоку ромбического сечения для резьбы с шагом 0,8...3,5 мм получают волочением на стане ВФР-4 (рис.5.9), оборудованном специальной роликовой волокой. Годовая производительность стана 640 т проволоки, что обеспечивает выпуск 50 млн. вставок. Роликовая волока (рис. 5.10) состоит из корпуса 1, в котором помещаются рабочие ролики 2 из легированной стали марок 9Х, 9ХС, ШХ15, 12М, Х12Ф с нарезанными на них калибрами, являющиеся деформирующим инструментом. Твердость рабочей поверхности роликов составляет 60 — 62 ИКС. Ролики жестко смонтированы на осях 6, которые вращаются в конических подшипниках 5, установленных в подушках 4. На внутренней поверхности подушек выполнена резьба, в которую ввинчиваются гайки /для жесткой фиксации оси роликов, а на наружной — лапки для установки относительно корпуса волоки. Осевая регулировка калибров осуществляется перемещением роликов в ту или другую сторону при помощи гаек. Подушки с верхним роликом могут перемещаться вертикально нажимными винтами 3 отдельно друг от друга, что обеспечивает возможность параллельной установки роликов по отношению друг к другу. Под нижними подушками установлены пластинчатые пружины 8, снижающие динамические нагрузки на подшипники от биения прижатых друг к другу роликов при их вращении. В корпусе волоки имеются сверления для подвода охлаждающей жидкости, которая попадает на верхний и нижний рабочие ролики со стороны входа проволоки.
Спиральные вставки можно навивать на токарном станке при помощи резьбовой оправки (рис. 5.11, а) и оправки с роликом (рис. 5.11, б), на цилиндрической поверхности которого нарезана кольцевая канавка с профилем, соответствующим профилю метрической резьбы. Оправку с роликом закрепляют в резцедержателе токарного станка (рис. 5. 12), а резьбовую оправку — в его патроне. Конец заготовки проволоки вставляют в прорезь на торце оправки и фиксируют прижимом, устанавливаемым в пиколь задней бабки. Затем проволоку прижимают оправкой с роликом и включают подачу станка.
Длина заготовки для навивки спиральной вставки в миллиметрах
где Dср — средний диаметр спиральной вставки в свободном состоянии, мм; п - полное число витков вставки.
Для навивки спиральных вставок в промышленных условиях может быть использован автомат АРВ-1, в основу конструкции которого положен автомат для навивки пружин модели АА-51 14, оборудованный приспособлениями для отгиба технологического поводка вставки и нанесения на последнем насечки для последующего его удаления. Годовая производительность автомата 4 млн. вставок с шагом 1...2.5 мм и диаметром 8...30 мм.
Промышленностью выпускается комплект (рис. 5. 13) с резьбовыми вставками для восстановления отверстий с резьбой от М5 до МЗО, т. е. данным способом можно восстанавливать практически любые резьбовые отверстия деталей автомобилей.
Технологический процесс восстановления резьбовых отверстий блоков цилиндров спиральными вставками включает в себя следующий перечень работ.
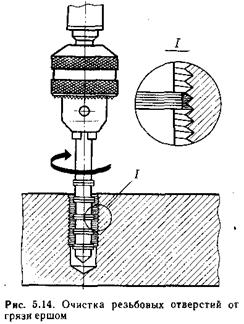
1. Очистить все резьбовые отверстия от грязи сверлом, а затем ершом (рис. 5.14). Режим очистки: скорость резания при сверлении — 10 м/мин, частота вращения ерша — 80 об/мин, подача — ручная.
 2. Продуть резьбовые отверстия сжатым воздухом.
2. Продуть резьбовые отверстия сжатым воздухом.
3. Установить блок цилиндров на монтажный стол или подставку и провести при помощи резьбовых калибров дефектацию всех резьбовых отверстий; пометить отверстия, подлежащие восстановлению.
4. Установить блок цилиндров на стол радиально-сверлильного станка и рассверлить восстанавливаемые отверстия (табл. 5.3). Снять фаски 1x 45°. В глухих отверстиях глубина сверления должна соответствовать глубине отверстия. Скорость резания при сверлении 30 м/мин.
5. Продуть отверстия сжатым воздухом.
6. Нарезать резьбу в отверстиях (табл. 5.3) и продуть сжатым воздухом.
7. Установить блок цилиндров на монтажный стол или подставку резьбовыми отверстиями вверх.
8. Установить спиральную вставку (рис. 5.15) необходимого размера технологическим поводком вниз в монтажный инструмент, входящий в состав комплекта вставок. Ввести стержень инструмента в спиральную вставку так, чтобы ее технологический поводок вошел в паз на нижнем конце стержня и медленным вращением за Т-образную рукоятку стержня ввернуть спиральную вставку в резьбовое отверстие так, чтобы последний виток вставки разместился в отверстии на один виток резьбы.
9. Снять стержень инструмента с технологического поводка вставки и удалить монтажный инструмент из резьбового отверстия блока цилиндров.
10. Установить бородок соответствующего размера заостренным концом на технологический поводок вставки и резким (но не сильным)
Таблица 5.3, Размеры отверстий, подготовленных к установке резьбовой вставки
| Размер восстанавливаемого резьбового отверстия | Диаметр сверления под вставку, мм | Размер нарезаемой резьбы под вставку | Размер восстанавливаемого резьбового отверстия | Диаметр сверления под в ставку, им | Размер нарезаемой резьбы под вставку |
| М5Х0.8 | 5,2 — 5,35 | М6Х0.8 | М1 6X2,0 | 16,2—16,4 | М 18X2,0 |
| М6Х1.0 | 6,96-7.12 | М8х 1.0 | М18Х2.5 | 18,1 — 18,4 | М20Х2,5 |
| М8Х1.0 | 8,86 — 9,12 | М10Х1.0 | М20Х1.25 | 20,7 — 20,9 | М22Х1.25 |
| М8Х1.25 | 8,7 — 8,86 | М 10Х1,25 | М20Х1.5 | 20,45 — 20,62 | М22Х1.5 |
| М10Х1.0 | 10,96 — 11,12 | М12Х1,0 | М20Х2.5 | 20,1—20,4 | М22Х2.5 |
| М10Х1.25 | 10,7 — 10,86 | М12Х1.25 | М22Х1.5 | 22,45 — 22,62 | М24Х1.5 |
| М10Х1.5 | 10,45— 10,62 | М12Х1.5 | М22Х2.5 | 22,1 — 22,4 | М24Х2.5 |
| М11Х1.0 | 11,96— 12,12 | М13Х1.0 | М24Х1.5 | 25,45 — 25,62 | М27Х1.5 |
| М12Х1.0 | 12,96 — 13,12 | М14Х1,0 | М24Х2.0 | 24,9 — 25,13 | М27Х2.0 |
| М12Х1.5 | 12,45 — 12,62 | М14Х1,5 | М24ХЗ.О | 24.14 — 24,46 | М27ХЗ.О |
| М12Х1.75 | 12,18— 12,38 | М14Х1.75 | М27Х1.5 | 28,45 — 28,62 | МЗОХ1.5 |
| М14Х1.25 | 14,7 — 14,86 | М16Х1.25 | М27Х2.0 | 27,9 — 28,13 | МЗОХ2.0 |
| М14Х1.5 | 14,7 — 14,90 | М16Х1.5 | М27ХЗ,0 | 27,14 — 27,46 | МЗОХ3.0 |
| М16Х1.5 | 16,45 — 16,62 | М18Х1.5 | МЗОХ3.5 | 29,55 — 29,88 | МЗЗХ3.5 |
ударом молотка по выпуклой части бородка отделить технологический доводок от вставки.
Аналогично восстанавливаются все остальные изношенные отверстия блока цилиндров.
Для контроля восстановленных резьбовых отверстий в деталях после установки спиральных вставок следует завернуть в деталь с установленной спиральной вставкой резьбовой калибр соответствующего размера и проверить качество восстановленного резьбового отверстия. Контроль восстановленных резьбовых отверстий с установленными спиральными вставками можно проводить новыми болтами соответствующих размеров, изготовленными по 2-му классу точности.
Одним из способов восстановления гильз цилиндров двигателей внутреннего сгорания является разновидность способа постановки дополнительных ремонтных деталей — пластинирования. Особенно эффективен этот способ в тех случаях, когда промышленность не выпускает к этим двигателям поршни ремонтных размеров.
Рассмотрим особенности технологии пластинирования гильз цилиндров двигателей КамАЗ. Гильзы цилиндров двигателей КамАЗ-740 — тонкостенные съемные. Их диаметр равен 120 мм, толщина стенок—13,5 мм, масса — 5 кг. При поступлении в капитальный ремонт предельное значение радиального износа гильз составляет 0,15 — 0,18 мм {у ЯМЗ-238 — 0,18 — 0,20 мм, у ЗИЛ-130 — 0,20 — 0,25 мм).
Основные операции технологического процесса восстановления гильз цилиндров пластинированием следующие:
подготовка гильз цилиндров под облицовку пластинами;
изготовление пластин;
 облицовка внутренней поверхности гильз цилиндров пластинами;
облицовка внутренней поверхности гильз цилиндров пластинами;
обработка гильз цилиндров после облицовки.
Подготовка гильз цилиндров под облицовку пластинами заключается в их расточке под запрессовку свернутых пластин. Расточка гильз цилиндров проводится эльборовым резцом на алмазно-расточном станке модели 278Л в приспособлении конструкции А. Е. Алешкина (рис. 5.16).
Режимы резания при обработке гильз эльборовым резцами следующие: скорость резания v — 70 — 90 мм/мин; подача s — 0,03 мм/об; глубина резания tp — 0,015 — 0,2 мм.
При подаче 0,04 мм/об обеспечивается шероховатость поверхности Ra 0,16 —0,32 мкм.
Затраты времени на растачивание отверстий гильз цилиндров двигателя КамАЗ-740 следующие: основное технологическое время — 12,2 мин; вспомогательное время — 1,2 мин; организационно-техническое — 0,4 мин; время перерывов — 0,2 мин; штучное время — 15 мин.
Сущность изготовления пластин состоит в подборе стальной ленты для резки ее на мерные пластины, выборе толщины пластин, определении натяга при запрессовке и усилия запрессовки, определении длины пластин, раскрое стальной ленты на мерные куски, резке стальной ленты на мерные пластины и шлифовании кромок пластин.
Для изготовления пластин применяют холоднокатаную ленту из углеродистой стали марок У8А и УША. Геометрические размеры пластин в зависимости от технологического диаметра цилиндров после их расточки представлены в табл. 5.4. Нижнюю границу толщины пластин выбирают
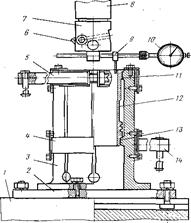
Рис. 5.16. Приспособление для центровки и закрепления гильзы цилиндров на столе расточного станка:
1 — стол станка;2 — опорная пли га приспособления; 3— приспособление для центровки и закрепления гильзы цилиндров; 4 — нижний пояс зажина гильзы цилиндров; 5 — верхний пояс зажима гильзы цилиндров; 6 — резец; 7 — шпиндельная голодна; 8 — шпиндель; 9 — ножка индикаторного приспособлен ин совмещения оси гильзы цилиндров с осью шпинделя; 10 — индикатор приспособления; 11—верхний посадочный поясок приспособления; 12 — гильза цилиндров; 13 — нижний посадочный поясок приспособления; 14 -— стяжной винт пояса с рукояткой
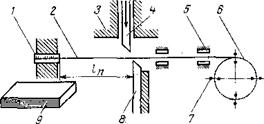
Рис. 5.17. Схема резки стальной ленты на мерные пластины:
1— микрометр для установления точной длины мерной пластины; 2 — мерная пластина длиной lп; 3 — направляющие подвижного ножа; 4 — подвижной нож гильотинных ножниц; 5 — щетки для очистки стальной ленты от смазки; 6 — рулон стальной ленты, установленный на рамках барабана: 7 — ранки барабана; 8 — неподвижный нож гильотинных ножниц; 9 — пакет пластин
исходя из обеспечения максимальных свойств упругости: выход за верхнюю границу толщины затрудняет установку сменных пластин и увеличивает расход материала. Для восстановления гильз цилиндров двигателя КамАЗ рекомендуется толщина пластин 0,6 мм.
Резка стальной ленты на пластины (рис. 5.17) указанных в табл. 5.4 размеров проводится на приспособлении гильотинными ножницами (рис. 5.18). Эталонный размер между неподвижным ножом гильотинных ножниц и упором микрометрического винта устанавливается но набору калиброванных плит или специально изготовленной плитой — калибром.
Отрезанные пластины собирают в пакеты по 20 — 40 штук для шлифования торцов. Шлифование торцовых кромок осуществляется на заточном станке типа ЗБ642 шлифовальным кругом ПП 600X80X305 15А-40-50 П СТ 17К5 35 м/с, А. Зажим с пакетом пластин устанавливают на стол станка и фиксируют. Вначале обрабатывается "как чисто" под углом 90° к длинной стороне первый торец пластин в пакете, затем, после поворота на 180", — второй, до получения требуемого размера. После шлифования у каждой пластины напильником снимают заусеницы на кромках и пластины подвергают контролю (рис. 5.19).
Таблица 5.4. Геометрические размеры пластин в миллиметрах для восстановления гильз цилиндров КамАЗ-740, мм
| Толщина пластин | Технологический диаметр цилиндра | Длина пластин | Припуск на шлифование | Длина пластин для восстановления |
| 0,5 | 120,93 | 379,3 | ±0,01 | 378,75 |
| 0,55 | 121,09 | 379,3 | ±0,01 | 379,01 |
| 0,57 | 121,11 | 379,3 | ±0,01 | 379,05 |
| 0,6 | 121,17 | 379,3 | ±0,01 | 375,0 |
Облицовка внутренней поверхности гильз цилиндров пластинами осуществляется свертыванием пластин в цилиндр в пресс-форме и перемещения ее из пресс-формы в гильзу цилиндров штоком гидравлического пресса (рис. 5.20). Для свертывания пластин и ввода их в пресс-форму используется захват, показанный на рис. 5.21. Ширина полуколец захвата должна быть в 2 раза меньше ширины пластины.
Предварительно свернутая пластина вводится в пресс-форму (рис. 5.22) с накидным 13 и кольцевым 12 замками, которая устанавливается в специальное приспособление, состоящее из плиты 1 с неподвижно закрепленным упором 2. С упором контактирует полукольцо 3 пресс-формы с направляющими 19 при установке ее в приспособление с предварительно свернутой пластиной 4.. Второе полукольцо входит в контакт с подвижным контактом 5, который закреплен на штоке 6 пневмоцилиндра 7. Шток пневмоцилиндра перемещает упор по направляющим, закрепленным болтом 8 и штифтом 9. Воздух в пневмоцилиндр подается от ресивера при помощи тройника 11.
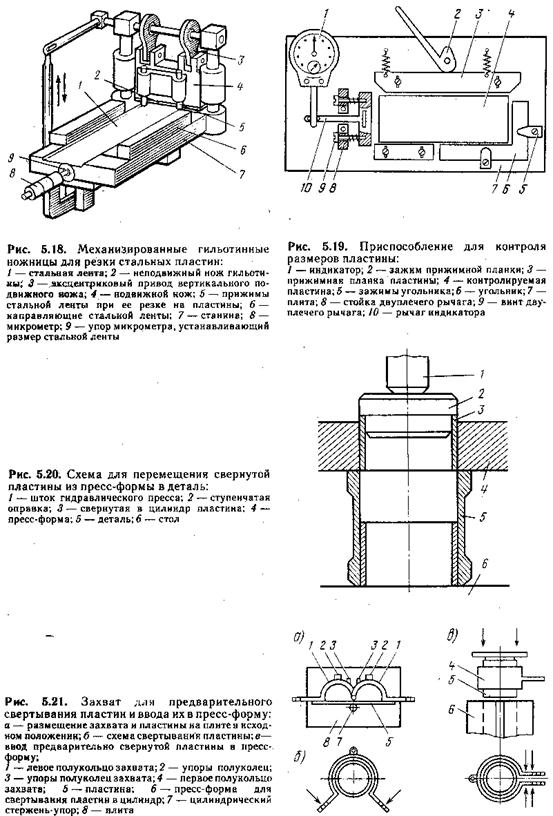
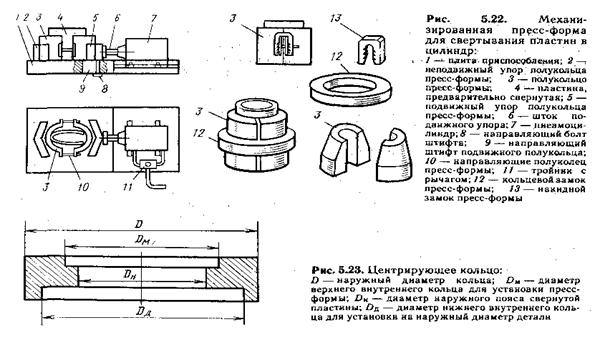
 После сжатия упорами полукольца запираются замками, и пресс-форма устанавливается при помощи центрирующего кольца (рис. 5.23), имеющего две выточки, на деталь. Перемещение пластины из пресс-формы в восстанавливаемое отверстие осуществляется гидравлическим прессом с усилием 15— 18 кН посредством калиброванного пуансона, имеющего две ступени, диаметры которых определяются диаметрами внутренней части пояса пластин и диаметром отверстия детали с учетом обеспечения зазора в сопряжениях в предел ах 0,02 — 0,03 мм.
После сжатия упорами полукольца запираются замками, и пресс-форма устанавливается при помощи центрирующего кольца (рис. 5.23), имеющего две выточки, на деталь. Перемещение пластины из пресс-формы в восстанавливаемое отверстие осуществляется гидравлическим прессом с усилием 15— 18 кН посредством калиброванного пуансона, имеющего две ступени, диаметры которых определяются диаметрами внутренней части пояса пластин и диаметром отверстия детали с учетом обеспечения зазора в сопряжениях в предел ах 0,02 — 0,03 мм.
После ввода первой (нижней) пластины вводится вторая (верхняя) заподлицо с торцом гильзы. При этом вертикальные стыки первой и второй
пластин должны располагаться под углом 180°, место стыка не должно ощущаться пальцами, при постукивании твердым предметом по пластинам в зоне стыков звук должен быть чистым, звонким, а не глухим. Удерживаются пластины на внутренней поверхности гильзы цилиндров в результате сил трения, возникающих вследствие их напряженного состояния.
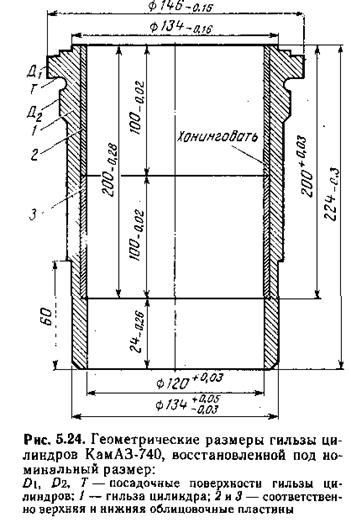
Облицованные гильзы цилиндров хонингуют (см. раздел 4). После обработки овальность и конусность внутренней поверхности цилиндра не должна превышать 0,025 мм. Геометрические размеры гильзы цилиндров двигателей КамАЗ-740, восстановленной пластинированием, показаны на рис. 5.24.
Глава XV Восстановление деталей пластической деформацией
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 1196; Нарушение авторских прав?; Мы поможем в написании вашей работы!