КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электроконтакnная приварка металлического слоя
|
|
|
|
Процесс электроконтактной приварки. Электроконтактная приварка металлического слоя имеет значительные преимущества по сравнению с традиционными способами наплавки (под флюсом, в защитных газах, порошковыми проволоками). Важнейшими ее преимуществами является отсутствие нагрева восстанавливаемых деталей, повышение производительности процесса в 2 — 3 раза, снижение расхода металла в сравнении с электродуговой наплавкой в 3— 4 раза, возможность использования для приварки материала в виде ленты, проволоки и порошка, одновременная с приваркой закалка нанесенного слоя материала. При контактной приварке отсутствует выгорание легирующих элементов в наплавленном слое, улучшаются санитарно-гигиенические условия труда.
Исследователями установлено, что 70 — 80 % деталей автомобилей, тракторов и других машин выбраковывают при износах до 0,3 мм, а у двигателей число деталей с таким значением износа достигает 90 %. Контактная приварка позволяет проводить регулируемую по толщине приварку металлического слоя в пределах 0,1 — 1,5 мм, что значительно уменьшает припуски на механическую обработку, Поэтому восстановление деталей определенной номенклатуры электроконтактной приваркой металлического слоя является одним из лучших вариантов малоотходной технологии.
Сущность процесса восстановления заключается в приварке мощными импульсами тока к изношенной
 поверхности детали компактных (лента, проволока) или порошковых материалов. Процесс отличается тем, что в сварочной точке, образующейся от действия импульса тока, происходит соединение основного (деталь) и присадочного металлов. Сплошная приварка металлического слоя происходит в результате воздействия сварочных импульсов, образующих сварочные точки, которые перекрывают друг друга вдоль и между рядами. При этом металл ленты расплавляется только в тонком поверхностном слое в месте ее контакта с восстанавливаемой деталью.
поверхности детали компактных (лента, проволока) или порошковых материалов. Процесс отличается тем, что в сварочной точке, образующейся от действия импульса тока, происходит соединение основного (деталь) и присадочного металлов. Сплошная приварка металлического слоя происходит в результате воздействия сварочных импульсов, образующих сварочные точки, которые перекрывают друг друга вдоль и между рядами. При этом металл ленты расплавляется только в тонком поверхностном слое в месте ее контакта с восстанавливаемой деталью.
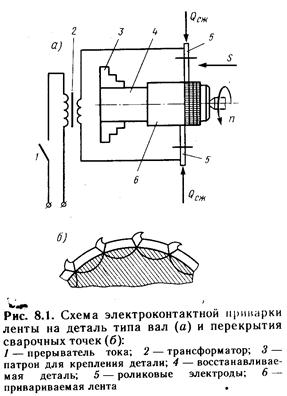
Процесс контактной приварки ленты(рис. 8.1)осуществляется совместным деформированием привариваемой ленты иповерхностного слоя основного металла (деталь), нагретых в зоне деформации до пластического состояния короткими 0,02 — 0,16 с импульсами тока 4 — 30 кА. Перекрытие сварочных точек между собой достигается вращением деталей со скоростью, пропорциональной частоте импульсов тока, и продольной подачей цилиндрических электродов.
Электроконтактная приварка ленты к цилиндрической поверхности детали характеризуется следующими параметрами: импульсами тока (Jсв), продолжительностью импульса (tсв), усилием сжатия электродов (Qсж), частотой вращения шпинделя (п) и подачей сварочных электродов.
Чтобы обеспечить требуемый высококачественный уровень восстановления деталей необходимым условием является образование в сварочной точке общих зерен (для однородных или близких по химическому составу соединяемых материалов) или новых фаз (для сварки разнородных материалов). Прочностные свойства сварного соединения, содержащего вновь образованные фазы, определяются свойствами этих фаз. При оптимальных параметрах электроконтактной приварки прочность соединения основного (деталь) и присадочного (лента) материалов достигает значений, соизмеримых с прочностью одного из соединяемых материалов. В этом случае разрушение образцов происходит не по зоне соединения, а по наименее прочному основному или присадочному материалу.
Оборудование для электроконтактной приварки. Для восстановления широкой номенклатуры деталей с использованием в качестве присадочного материала металлической ленты, проволоки и порошка серийно выпускаются наплавочные головки, которые монтируются на токарный станок или специализированные установки, снабженные унифицированными узлами: вращателем, приводом подач, суппортом со сварочной головкой, прерывателем, источником питания, пневмопиколью и пультом управления.
Среди сварочных головок наиболее широкое распространение получила головка типа ГКН-Р1 (рис. 8.2) для электроконтактной наплавки проволоки. В комплект поставки головки входит источник питания (трансформатор мощностью 75 кВт) и сварочный прерыватель типа ПИЩ, обеспечивающий регулировку импульсов и пауз в заданном режиме. В качестве базового вращателя используется токарный станок 1К62 или 16К.20.
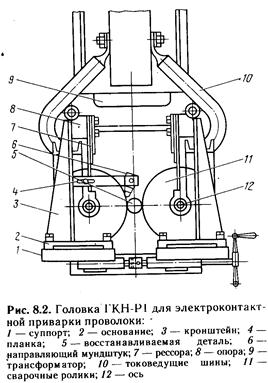 По конструкции головка представляет собой два кронштейна, которые жестко закреплены на основании. В верхней части кронштейнов приварены опоры, на которые при помощи болтов прикреплены рессоры. На свободных концах рессор жестко закреплены бронзовые оси, соединенные гибкими токоведущими шинами со вторичной обмоткой трансформатора. На бронзовых осях через контактные втулки установлены сварочные ролики. Присадочная проволока подается в контакт между сварочным роликом и восстанавливаемой поверхностьюдетали. Требуемое направление подачи проволоки устанавливается при помощи направляющего мундштука, закрепленного на планке. На двух суппортах закрепляется основание головки, электрически изолированной от них при помощи текстолитовых прокладок.
По конструкции головка представляет собой два кронштейна, которые жестко закреплены на основании. В верхней части кронштейнов приварены опоры, на которые при помощи болтов прикреплены рессоры. На свободных концах рессор жестко закреплены бронзовые оси, соединенные гибкими токоведущими шинами со вторичной обмоткой трансформатора. На бронзовых осях через контактные втулки установлены сварочные ролики. Присадочная проволока подается в контакт между сварочным роликом и восстанавливаемой поверхностьюдетали. Требуемое направление подачи проволоки устанавливается при помощи направляющего мундштука, закрепленного на планке. На двух суппортах закрепляется основание головки, электрически изолированной от них при помощи текстолитовых прокладок.
Наплавочная головка обеспечивает качественное восстановление наружных цилиндрических гладких поверхностей, а также резьб.
 При восстановлении резьбы контактной приваркой присадочную проволоку укладывают во впадины
При восстановлении резьбы контактной приваркой присадочную проволоку укладывают во впадины
резьбы и зажимают проволоку и деталь между сварочными роликами (рис. 8.3). После включений питания, ток, проходя через проволоку и резьбу, нагревает их в месте контакта до сварочной температуры. После приложения усилия к роликовым электродам нагретая присадочная проволока заполняет впадину между витками резьбы и сваривается с ее боковыми поверхностями, образуя сплошной наплавленный слой. При выборе диаметра проволоки исходят из того, чтобы при нагреве и осадке проволока полностью заполняла впадину между витками и при этом оставался припуск на последующую механическую обработку. Обычно берут проволоку диаметром, равным шагу резьбы или больше его на 5 — 10 %.
На ремонтных заводах и в автотранспортных предприятиях (АТП) наиболее часто используют установки для контактной приварки металлического слоя, разработанные в научно-производственном объединении "Ремдеталь".
Установка модели ОКС-011-02 "Ремдеталь" предназначена для восстановления посадочных мест под подшипники деталей типа вал. Изношенную поверхность восстанавливают приваркой стальной ленты перекрывающимися точками при помощи регулируемых импульсов тока (до 14 к А). При этом восстанавливаемая деталь и сварочные ролики охлаждают водой, что обеспечивает закалку наносимого слоя металла. При помощи данной установки можно вести также приварку металлокерамических твердых сплавов под слоем металлической ленты, материал которой служит при этом связкой. Особенностью конструкции установки является бесступенчатое регулирование частоты вращения и скорости подачи, обеспечиваемое тиристорными электроприводами постоянного тока. При помощи установки можно восстанавливать детали диаметром 20 — 150мм и длиной до 1200 мм. Толщина приваренного слоя может регулироваться в пределах 0,3 — 1,2 мм и определяется толщиной присадочной ленты. Широкий диапазон частоты вращения шпинделя (0,15— 15 мин-1) и скорости перемещения сварочной головки (4,5 — 450 мм/мин) позволяет выбирать наиболее оптимальные режимы наплавки. Производительность установки достигает 100 см2/мин.
Для восстановления рабочих поверхностей наиболее дорогостоящих деталей двигателей внутреннего сгорания разработана гамма специализированных, высокопроизводительных установок для контактной приварки компактного и порошкообразного материала.
Установка ОКС-011-1-06 "Ремдеталь" предназначена для восстановления внутренней поверхности гильз цилиндров автомобильных и тракторных двигателей приваркой ленты или порошка, а также может быть использована для закалки гильз. Деталь в процессе приварки вращается, а сварочные клещи имеют, продольное перемещение.
Для восстановления опор блоков цилиндров под коренные шейки коленчатых валов служит установка ОКС-ОИ-Ы! "Ремдеталь". Особенностью конструкции установки является использование вращающейся сварочной головки и поворотного стола, имеющего продольную подачу. Это позволяет восстанавливать также отверстия (диаметром 80 — 300 мм и глубиной до 350 мм) в других крупногабаритных корпусных деталях.
Установка ОКС-ОП-1-08 "Ремдеталь" предназначена для восстановления внутренних поверхностей верхней головки шатунов диаметром от 55 — 150 мм, а также стаканов подшипников и других деталей. Приварка слоя осуществляется импульсами тока определенной длительности и силы. Время прохождения сварочного тока регулируется прерывателем. Работа на установке производится в полуавтоматическом режиме, производительность достигает 60 см2/мин. Благодаря охлаждению водой нагрев и деформация деталей отсутствуют.
Кроме перечисленных выше разработаны также установки для восстановления клапанных гнезд головок цилиндров наваркой порошкообразным материалом, для восстановления зубьев шестерен гидронасосов и другие специализированные устройства.
Наплавочные материалы. В качестве наплавочных материалов используют компактные (ленты, проволоки) и порошкообразные материалы. Выбор материала определяет физико-механические свойства покрытий. Наиболее широкое распространение в качестве материала при восстановлении автомобильных деталей приваркой нашли стальные ленты.
В процессе восстановления деталей приваркой зона сварки охлаждается водой, что способствует образованию в наплавленном слое закалочных структур и предотвращает нагрев и деформацию детали. Твердость приваренного слоя зависит от содержания углерода и легирующих элементов в материале ленты. Для восстановления каждой конкретной детали выбирают ленту из такого сплава, который после приварки с одновременной закалкой- обеспечивал бы твердость наплавленного слоя, отвечающую твердости, указанной в рабочем или ремонтном чертеже на данную деталь. Выбирая ленты с тем или иным содержанием углерода, можно в широких пределах (от 30 до 65 ИКС) изменять твердость приваренного слоя. Твердость приваренного слоя в НКС в зависимости от используемого материала ленты приведена ниже:
Сталь 20........................ 30 — 35
40.................................... 40 — 45
45.................................... 45 — 50
55.................................... 50 — 55
40Х................................. 55—60
65 Г............................... 60 — 65
При электроконтактной приварке проволоки используют проволоки сплошного сечения (Св-08, Св-08ГС, Св-08Г2С, НП-ЗОХГСА и др.) и порошковые (ПП-АН-10, ПП-АН-128). Для восстановления резьб применяют проволоки из малоуглеродистых сталей.
В качестве материалов для роликовых электродов наплавочных установок используют специальные бронзы, содержащие хром, цирконий и другие элементы.
Для приварки порошковых материалов используют порошковые сплавы ПХ20Н80, механические смеси КБХ и ФБХ-6-2 и самофлюсующиеся порошки ПГ-Ю-01, ПГ-СР-2. Однако использование порошкообразных материалов при восстановлении автомобильных деталей контактной приваркой слоя встречается еще достаточно редко. Это объясняется относительно низкой прочностью сцепления (усилие на разрыв 150—300 МПа) нанесенного покрытия с основой и его пористостью.Режимы приварки. По принятой классификации параметры, определяющие режимы наплавки, разделяются на электрические и механические.
К электрическим параметрам относятся сила сварочного тока и длительность сварочного цикла. При недостаточной силе тока полной сварки ленты и детали в сварной точке не происходит.
Увеличение силы тока и продолжительности сварочного цикла стабилизирует процесс сварки. При повышении этих параметров до значений, превышающих номинальные, появляются выплески металла, и на поверхности восстанавливаемой детали образуются поры и трещины.
К механическим параметрам относятся: частота вращения детали, подача электродов, усилие сжатия электродов. Подача электродов, частота вращения детали и частота импульсов — важные параметры, соотношение которых следует подбирать
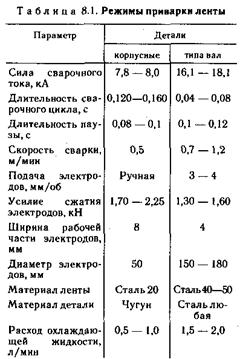 так, чтобы обеспечить 6 — 7 сварных точек на 1 см длины сварного шва. Этот показатель определяют методом подбора частоты импульсов на эталонных образцах при постоянной скорости их вращения. Подача электродов влияет на перекрытие сварных точек. Недостаточное перекрытие ухудшает свариваемость привариваемого слоя с материалом детали. Повышенное перекрытие точек увеличивает зону отпуска, что приводит к уменьшению средней твердости приваренного слоя. Оптимальные режимы контактной приварки ленты приведены в табл. 8.1.
так, чтобы обеспечить 6 — 7 сварных точек на 1 см длины сварного шва. Этот показатель определяют методом подбора частоты импульсов на эталонных образцах при постоянной скорости их вращения. Подача электродов влияет на перекрытие сварных точек. Недостаточное перекрытие ухудшает свариваемость привариваемого слоя с материалом детали. Повышенное перекрытие точек увеличивает зону отпуска, что приводит к уменьшению средней твердости приваренного слоя. Оптимальные режимы контактной приварки ленты приведены в табл. 8.1.
При недостаточном усилии сжатия электродов на поверхности ленты и детали образуются эрозионные разрушения, сопровождающиеся сильным искрением в зоне контакта. С увеличением усилия сжатия электродов до определенной величины процесс приварки ленты улучшается. В приведенном в табл. 8.1 диапазоне усилий сжатия на поверхностях деталей наблюдается минимальное число пор, глубина вмятин — 0,08 — 0,1 мм. Дальнейшее увеличение усилий сжатия электродов приводит к ухудшению качества сварки, деформации рабочей части и снижению стойкости электродов. При износе электродов происходит увеличение площади контакта электрода с деталью, что приводит к уменьшению плотности тока и давления электродов, ухудшая тем самым условий формирования сварного шва. Высокая плотность тока на контактирующих поверхностях вызывает нагрев и деформацию, а также способствует налипанию материала ленты на электроды. Поэтому электроды необходимо зачищать от налипшего металла и править профиль.
При разработке технологического процесса восстановления резьбовых участков валов контактной сваркой следует установить правильное соотношение между усилием сжатия Qсж и силой сварочного тока Jсв в зависимости от шага резьбы и диаметра детали. Оптимальная зависимость между силой сварочного тока и усилием сжатия Qсж =0,64
Сила сварочного тока должна быть такой, чтобы создать высокую температуру в месте контакта проволоки с деталью, достаточную для сварки металла в твердой фазе, но в то же время не расплавить витки. Усилие сжатия приводит проволоку и деталь в тесное соприкосновение, способствуя разрыву оксидных пленок и слоев адсорбированных газов, обеспечивает возможность сварочного процесса и оказывает значительное влияние на качество сварного соединения. Давление в месте контакта проволоки с деталью составляет Р= Qсж/F = = 0,8—1,0 МПа (при плотности тока 300 — 400 А/мм2). При таком соотношении сварочного давления и плотности тока продолжительность сварочного цикла принимается 0,08—0,12 с. С увеличением шага резьбы продолжительность сварочного цикла увеличивается. Уменьшение сварочного цикла приводит к недостаточному оплавлению проволоки и детали. Качественное восстановление резьбы обеспечивается в том случае, когда последующая точка перекрывает предыдущую неменеечемна25~-30 %.
Чередование включения и выключения тока происходит в виде сварочных импульсов и пауз между ними. В этом случае перекрытие сварных точек определяется совокупностью трех параметров: скорости сварки, продолжительности сварочного цикла tсв и продолжительности паузы tп. Наилучшие результаты при сварке среднеуглеродистых сталей достигаются, если соотношение между продолжительностью сварочного цикла и паузы составляет tсв/ tсв + tп = 0.5. При этом tп = tсв т.е. чередование включения сварочного тока происходит через равные промежутки времени.
Технологические особенности восстановления деталей контактной приваркой. Технология включает операции подготовки деталей и ленты, приварку ленты и механическую обработку приваренного слоя.
Подготовка детали под наварку заключается в тщательной ее очистке и обезжиривании, исправлении центровых поверхностей и последующей механической обработке (шлифовке, точению) восстанавливаемой поверхности шейки до диаметра меньше номинального на 0,154-0,3 мм.
Заготовки для восстановления шеек валов изготавливают вырубкой из ленты при помощи штампа или нарезают на ножницах. Перед наваркой ленты очищают от грязи и обезжиривают. Длина заготовки должна быть равна длине окружности восстанавливаемой шейки, при этом зазор в месте стыка более 0,5 мм не допускается. Ширина заготовки ленты должна на 1 —2 мм быть меньше ширины восстанавливаемой поверхности. Толщина ленты выбирается в зависимости от требуемой толщины наваренного слоя (учитывают износ восстанавливаемой шейки, предварительную ее обработку, припуск на последующую механическую обработку).
Ленту приваривают в два приема: предварительно и окончательно. Перед приваркой устанавливают выбранные режимы сварки. Затем деталь закрепляют в патроне, а лента подводится под верхний контактный ролик и прихватывается к восстанавливаемой поверхности несколькими сварочными точками. После чего включают вращение детали и подачу электродов и окончательно приваривают ленту.
Механическая обработка наваренных поверхностей осуществляется на любых круглошлифовальных станках типа ЗМ132, ЗМ152 и др.
Рассмотренный способ используется на ремонтных предприятиях для восстановления десятков Наименований деталей, в том числе блоков цилиндров, гильз цилиндров, валов коробок передач, шкивов, крестовин дифференциалов, разжимных кулаков и пр. Однако отсутствие надежного оборудования, дефицитность материала в виде лент сдерживают широкое внедрение этого прогрессивного способа восстановления на ремонтных предприятиях.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 813; Нарушение авторских прав?; Мы поможем в написании вашей работы!