КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Резьбовые соединения
|
|
|
|
Резьбовые соединения - это самый распространенный вид разъемных соединений. Они осуществляются с помощью крепежных резьбовых деталей (болтов, винтов, шпилек, гаек и т.п.).
Резьбовые соединения имеют ряд существенных достоинств:
+ высокая надёжность;
+ удобство сборки-разборки;
+ простота конструкции;
+ дешевизна (вследствие стандартизации);
+ технологичность;
+ возможность регулировки силы сжатия.
Недостатки резьбовых соединений:
– концентрация напряжений во впадинах резьбы;
– низкая вибрационная стойкость (самоотвинчивание при вибрации).
Это серьёзные недостатки, однако, их можно свести к минимуму и, практически, полностью исключить. Это делается посредством правильного проектировочного расчёта и специальных мер стопорения.
Основным элементом резьбовых деталей является резьба, представляющая собой один или несколько равномерно расположенных выступов постоянного сечения образованных на боковой поверхности прямого кругового цилиндра или прямого кругового конуса. Резьба получается нанесением на поверхности стержня (цилиндрического или конического) канавок при движении плоской фигуры - профиля резьбы (треугольника, трапеции и др.) по винтовой линии. Выступы, полученные на стержне между канавками, называют витками резьбы. Под витком резьбы принято понимать ту часть ее выступа, которая охватывает резьбовую деталь в пределах до 360°. На развертке цилиндрической (конической) поверхности винтовая линия располагается под некоторым углом ψ (пси) к основанию. Этот угол называют углом подъема резьбы.
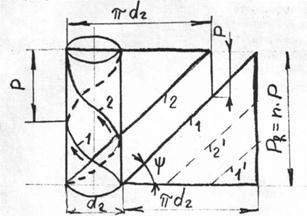 |
Рис. Схема образования винтовой линии: а - на поверхности цилиндра; б - конуса. Для цилиндрической резьбы угол ψ определяется из соотношения  ,
,
где Рh - ход резьбы, представляющий собой расстояние между одноименными точками одной винтовой линии.
Основной характеристикой профиля резьбы является угол между ее смежными боковыми сторонами в плоскости осевого сечения, называемый углом профиля резьбы α (альфа). Для треугольного профиля метрической резьбы α = 60°, дюймовой - α = 55°, трапецеидальной α = 30°.
По числу заходов резьбы бывают одно- и многозаходные. Количество заходов определяется числом расположенных рядом витков резьбы. Резьбы для крепежных деталей однозаходные, многозаходные применяются в ходовых винтах винтовых механизмов. От количества заходов зависит ход резьбы, т. е. относительное поступательное перемещение винта и гайки за один оборот. Для однозаходной резьбы ход Рh= Р (равен шагу резьбы), а для многозаходной - Рh= п·Р, где п - число заходов.
Шаг резьбы Р определяется как расстояние между одноименными сторонами двух соседних витков, измеренное в осевом направлении (резьбы могут быть с крупным и мелким шагом).
Резьбовые соединения различают по назначению на:
è резьбы крепёжные для фиксации деталей (основная – метрическая с треугольным профилем, трубная – треугольная со скруглёнными вершинами и впадинами, круглая, резьба винтов для дерева) должны обладать самоторможением для надёжной фиксации;
è резьбы ходовые для винтовых механизмов (прямоугольная, трапецеидальна симметричная, трапецеидальная несимметричная упорная) должны обладать малым трением для снижения потерь.
 |
Профиль резьбы - это контур сечения витка резьбы в плоскости, проходящей через ось основной поверхности. По форме профиля резьбы бывают: треугольные - метрические (рис. а), дюймовые (рис. б); трапецеидальные (рис. в); круглые (рис. г); прямоугольные (рис. д).
 |
Основные типы резьб.
Резьба метрическая (ГОСТ 9150-81) - самая распространенная резьба в машиностроении. Имеет треугольный профиль с углом профиля α = 60°. Вершины профиля резьбы на болте и гайке притуплены по дуге или прямой, что снижает концентрацию напряжений и исключает возможность повреждения резьбы. Метрическая резьба одного и того же номинального диаметра выполняется с крупным или мелким шагом. Крупный шаг менее чувствителен к неточностям изготовления; с мелким шагом - прочнее (увеличивается внутренний диаметр резьбы) и надежнее от ослабления затяжки (уменьшается угол подъема резьбы ψ) в связи с уменьшением шага. М 20.
 Резьба трапецеидальная (ГОСТ 9484-81) одно- и многозаходная имеет профиль симметричной трапеции с углом α = 30°. Применяется для передачи реверсивного движения под нагрузкой (винтовые механизмы, ходовые винты в станках и т.д.). Имея повышенную прочность и технологичность, эта резьба в передачах винт - гайка почти полностью вытеснила прямоугольную Пример обозначения резьбы номинальным диаметром 40 мм и шагом 6 мм: Тr 40×6. Тоже, левой резьбы: Tr 40×6LH.
Резьба трапецеидальная (ГОСТ 9484-81) одно- и многозаходная имеет профиль симметричной трапеции с углом α = 30°. Применяется для передачи реверсивного движения под нагрузкой (винтовые механизмы, ходовые винты в станках и т.д.). Имея повышенную прочность и технологичность, эта резьба в передачах винт - гайка почти полностью вытеснила прямоугольную Пример обозначения резьбы номинальным диаметром 40 мм и шагом 6 мм: Тr 40×6. Тоже, левой резьбы: Tr 40×6LH.
Резьба упорная (ГОСТ 10177-82) имеет профиль несимметричной трапеции; угол наклона нерабочей стороны профиля 30°; для возможности изготовления резьбы фрезерованием рабочая сторона профиля имеет угол наклона 3°.Применяется при передаче движения при больших нагрузках, направленных в одну сторону (грузовые винты домкратов, винтовых прессов, нажимных устройств и т. д.). S 40×6; S 40×6LH.
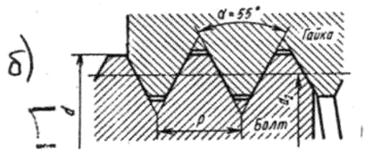
Резьба дюймовая: крепежная, имеет треугольный профиль с углом α = 55°. При ремонте импортных изделий. Диаметр резьбы измеряется в дюймах (1 "= 25,4мм).
Резьба метрическая коническая (ГОСТ 2529-82). Герметичные соединения, соединения труб, в соединениях наружной конической резьбы с внутренней цилиндрической резьбой.
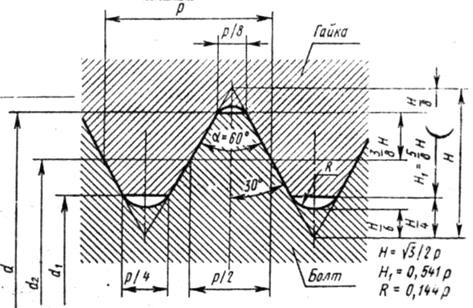
В качестве основной крепежной - цилиндрическая, правая, однозаходная треугольная метрическая резьба с углом профиля α = 60°.
а).
Основные параметры резьбы (рис. а): D, d - наружный диаметр соответственно внутренней резьбы гайки и наружной резьбы болта (который принимается за номинальный диаметр резьбы и используется при ее обозначении); d1, d1 - внутренний диаметр резьбы гайки и болта; d2, d2 - средний диаметр резьбы (диаметр воображаемого цилиндра, на поверхности которого ширина витка равна ширине впадины); H1 - рабочая высота профиля, по которой соприкасаются витки болта и гайки; Н - высота исходного треугольника резьбы.
Вершины профиля резьбы на болте и гайке притуплены по дуге или по прямой, что снижает концентрацию напряжений и исключает возможность повреждения резьбы.
По назначению различают следующие типы резьб: крепежные, крепежно-уплотняющие и резьбы грузовых и ходовых (трансмиссионных) винтов.
Основные типы крепежных деталей. Форма резьбового соединения определяется типом применяемых крепежных деталей, которые бывают следующих исполнений: винты с гайками, обычно называемые болтами (а); винты, ввинчиваемые в одну из скрепляемых деталей (б); шпильки с гайками (в).
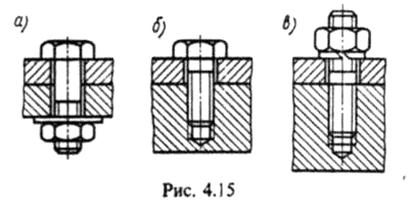 Болты применяют для скрепления деталей небольшой толщины, при наличии места для расположения головки болта и гайки или когда необходимо часто разбирать соединение, а материал скрепляемых деталей не обеспечивает достаточную прочность резьбы.
Болты применяют для скрепления деталей небольшой толщины, при наличии места для расположения головки болта и гайки или когда необходимо часто разбирать соединение, а материал скрепляемых деталей не обеспечивает достаточную прочность резьбы.
Винты принимают в случаях достаточной прочности материала детали с резьбой и достаточной ее толщины, при жестких требованиях к массе соединения. Винты резьбовых соединений общего назначения бывают крепежные и установочные. В отличие от крепежных установочные винты имеют резьбу по всей длине стержня. В зависимости от размеров и назначения головки болтов и винтов весьма разнообразны: шестигранные, полукруглые, цилиндрические, потайные, цилиндрические с шестигранным углублением под ключ и др.
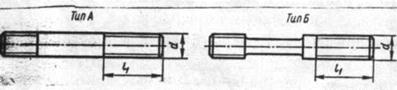 Шпильки применяют в тех же случаях, что и винты, но когда материал детали не обеспечивает достаточную прочность резьбы, а по условиям эксплуатации требуются частые разборка и сборка соединения. Применение винтов в данном случае привело бы к преждевременному износу резьбы детали при многократных отвинчивании и завинчивании. Шпильки типа А удобны при изготовлении резьбы резанием, типа Б - при накатке резьбы. Диаметр резьбы на обоих концах шпильки обычно одинаковы.
Шпильки применяют в тех же случаях, что и винты, но когда материал детали не обеспечивает достаточную прочность резьбы, а по условиям эксплуатации требуются частые разборка и сборка соединения. Применение винтов в данном случае привело бы к преждевременному износу резьбы детали при многократных отвинчивании и завинчивании. Шпильки типа А удобны при изготовлении резьбы резанием, типа Б - при накатке резьбы. Диаметр резьбы на обоих концах шпильки обычно одинаковы.
Гайки в зависимости от формы бывают шестигранные, с одной или двумя фасками, шестигранные прорезные, шестигранные корончатые, круглые и т.д. В зависимости от высоты шестигранные гайки бывают нормальные, высокие и низкие.
Шайбы подкладные ставят под гайку или головку болта для предупреждения смятия поверхностей соединяемых деталей, предохранения их от задиров при завинчивании гаек (винтов) и перекрытия зазора между стержнем болта и отверстием в деталях.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 1708; Нарушение авторских прав?; Мы поможем в написании вашей работы!