КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электроды для дуговой сварки
|
|
|
|
ГОСТ 2671-70 Чугунные прутки для газовой сварки и наплавки серого чугуна и электродные стержни для дуговой сварки и наплавки чугуна.
В зависимости от назначения чугунные прутки подразделяются на следующие марки:
А - для горячей газовой сварки;
Б - для газовой сварки с местным нагревом и для электродных стержней:
НЧ-1-для низкотемпературной газовой сварки тонкостенных отливок;
НЧ-2 -для низкотемпературной газовой сварки толстостенных отливок;
БЧ и ХЧ - для износостойкой наплавки.
Размеры прутков всех марок диаметр – 8-10, 12-16 мм.
Порошковая проволока (ПП). Диаметром от 1,6 до 3 мм. Преимущество ПП это возможность за счет наполнителя в широких пределах регулировать химический состав шва. Им можно наплавлять под флюсом (ПП-3ХВ8, ПП- Х10В14), в защитных газах и открытой дугой (ПП-АН1, ПП-АН10, ПП-2ДСК).
ГОСТ 9466-75 Электроды, покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
(Подразделение электродов на типы - по ГОСТ 9467-75, ГОСТ 10051-75 и ГОСТ 10052-75).
Классификация.
1. По назначению электроды подразделяются:
для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 - У (условное обозначение);
для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 - Л;
для сварки легированных теплоустойчивых сталей - Т;
для сварки высоколегированных сталей с особыми свойствами - В;
для наплавки поверхностных слоев с особыми свойствами - Н.
 |
2. По толщине покрытия в зависимости от отношения (D – диаметр
покрытия, d - диаметр электрода, определяемый диаметром стержня) электроды подразделяются: с тонким покрытием - М; со средним покрытием - С; с толстым покрытием - Д; с особо толстым покрытием - Г.

3. По видам покрытия электроды подразделяются:
с кислым покрытием А;
с основным покрытием - Б;
с целлюлозным покрытием - Ц;
с рутиловым покрытием - Р;
с покрытием смешанного вида - соответствующее двойное условное обозначение;
с прочими видами покрытий - П.


Черт. 1. 1 - стержень; 2 - участок перехода, 3 - покрытие; 4 - контактный торец без покрытия. L = 200-450 мм, l=20-30 мм
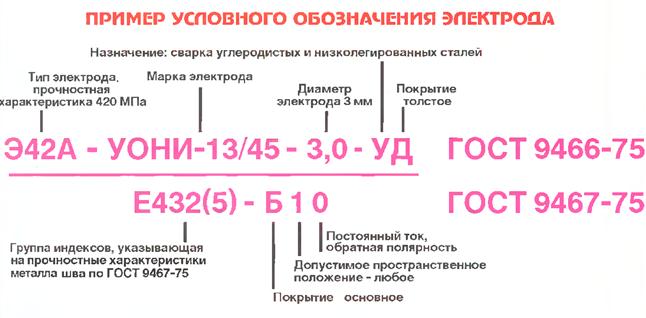
Структура условного обозначения электродов:
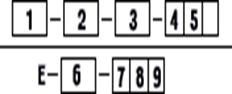
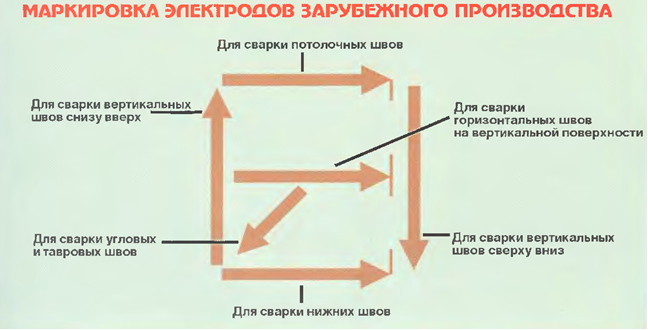
где: 1 - тип; 2 - марка; 3 - диаметр, мм; 4 - обозначение назначения электродов; 5 - обозначение толщины покрытия; 6 - группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 7 - обозначение вида покрытия; 8 - обозначение допустимых пространственных положений сварки или наплавки; 9 - обозначение рода тока, полярности, номинального напряжения холостого хода источника переменного тока. Пример:
На электроды для сварки и наплавки сталей имеются четыре ГОСТ (электроды металлические для ручной дуговой сварки и наплавки): ГОСТ 9466-75; ГОСТ 9467-75; ГОСТ 10051-75, ГОСТ 10052-75.
Классификация электродов, общие технические требования к ним, а также размеры, правила, приемки, методы испытаний, требования к упаковке, маркировке, хранению и транспортировке определены в ГОСТ 9466-75. Требования ГОСТ содержат также указания по системе обозначения электродов для их опознания.
Требования к электродам для ручной дуговой сварки углеродистых, низколегированных конструкционных и других сталей определены ГОСТ 9467-75.
Типы этих электродов обозначаются буквой Э (электрод), затем следую цифры, указывающие прочностную характеристику наплавленного металла (минимальное временное сопротивлению разрыву металла шва или сварного соединения в кгс/мм кв). Например, обозначение Э-42 означает, что электроды. этого типа по ГОСТ 9467-75 обеспечивают минимальное временное сопротивление420МПа.
Если в обозначении после цифр стоит буква А, это означает то этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла. Для сварки вышеуказанных сталей предусмотрены 14 типов электродов, в которых требованиями ГОСТ 9467-75 определены основные механические свойства и содержание вредных примесей (серы и фосфора).
Аналогичные требования к электродам для наплавки поверхностных слоев с особыми свойствами (Э-10Г2, Э-90Х4М4ВФ) определены ГОСТ 10051-75.
Для сварки в защитных газах применяются неплавящиеся вольфрамовые электроды. Для повышения устойчивого горения дуги и стойкости электродов в них вводят 1,5-3% оксидов редкоземельных металлов (тория, лантана, иттрия), повышающие эмиссионные способности электрода.
ВЭ выпускают в виде прутков Д = 0,5;2;2,5;3;4;5;6;8;10 мм.
В зависимости от химического состава выпускают электроды марок: ЭВЧ – вольфрам чистый, ЭВЛ – с присадкой лантана, ЭВИ – с присадкой иттрия, ЭВТ – с присадкой тория.
Угольные и графитовые (стержни) электроды из электротехнического угля или синтетического графита от 4 до 18 мм и длиной от 250 до 700 мм.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1441; Нарушение авторских прав?; Мы поможем в написании вашей работы!