КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Решение задачи методом компенсации
|
|
|
|
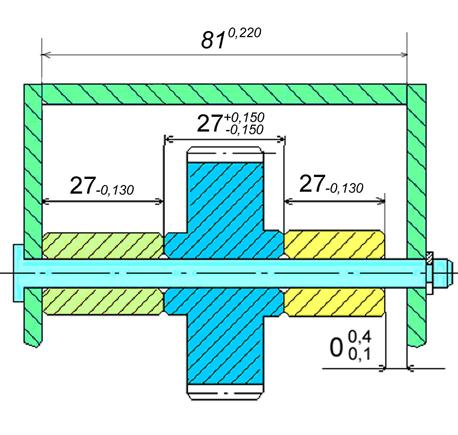
Рисунок 17. УЗЕЛ 3L
Назовем размерную цепь «L»
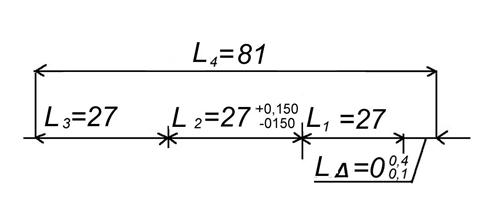
Рисунок 18. ЦЕПЬ L1
Если один из размеров уже имеет отклонения, положим задан размер L2 задан =27±0,150, тогда допуск размера будет 0,3, но и допуск замыкающего тоже 0,3. Подставив значения в зависимость для коэффициента точности получим неопределённость.

Полученный 0 в числителе не позволяет решить задачу…..
Примем допуски в тело деталей для L1, L3, L4 по 11 квалитету и определим их значения по таблицам стандартов:
TL1=TL3=130 TL4=220
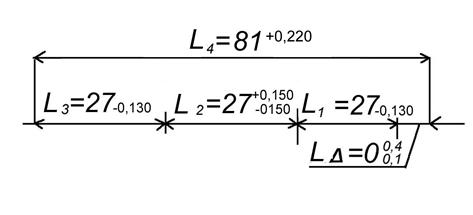
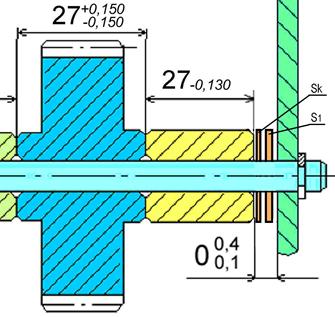
Рисунок 19. ЦЕПЬ L1 с отклонениями размеров
Заметим, что:
L1,L3 – охватываемые размеры, поэтому, назначая допуск в тело детали, получим 27-0,130
L4 – охватывающий размер, поэтому 81+0,220
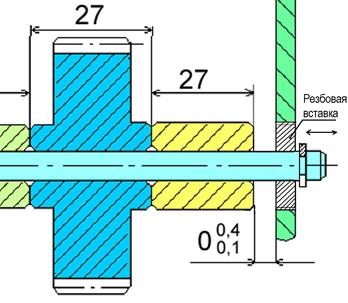
Рисунок 20. Узел с подвижным компенсатором
Для обеспечения плавной компенсации необходимо подготовить соединение с малой осевой подачей (например, при резьбе с шагом Р=0,5 мм предел компенсации будет выбран ~ за 1 оборот). Для обеспечения требуемого замыкающего размера необходимо закрутить компенсирующую пробку до закрытия зазора, а затем отвернуть 1/2 оборота, что обеспечит замыкающий размер 250 мкм, являющийся серединой поля допуска замыкающего размера. Далее необходимо во впадине фиксирующей гайки подготовить резьбовое отверстие и зафиксировать ее винтом М4. В противном случае вибрации могут отпустить соединение и нарушить регулировку.
Как видно, такое решение хотя и удобно, но технологически требует специального узла, громоздкого, хотя и простого в регулировке. В конструкциях часто удобнее применять жесткие компенсаторы, число которых может быть рассчитано.
По МПВ  ?
?
Решать нельзя.
Аналогично ТВМ, L1 L2 L3 назначим по IT 11,
ТА1 = ТА3 = 130
ТА4 = 220
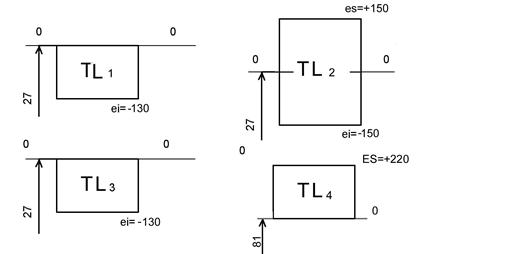
Рисунок 21. ПОЛЯ L
но ТLΔ д.б. равно S ТLi
Проверим:
300 ¹ 130 + 300 + 130 + 220. 300 ¹ 780
для удовлетворения равенства введём компенсатор и запишем
ТLΔ = S LАi – ТLк ® ТLк = S ТLi – ТLΔ
ТLк = 780 –300 = 480

 (81.0 + 0.220) – ((27.0 – 0.130) + (27.0 – 0.150) + (27.0 – 0.130)) – 0.400
(81.0 + 0.220) – ((27.0 – 0.130) + (27.0 – 0.150) + (27.0 – 0.130)) – 0.400
 81.220 – (26.830 + 26.850 + 26.870) – 0.400
81.220 – (26.830 + 26.850 + 26.870) – 0.400
 0.230
0.230

 81 – (27 + 27.150 + 27) – 0.1
81 – (27 + 27.150 + 27) – 0.1
81 – (81.150 + 100)
 - 0.250 отрицательный комплекс?
- 0.250 отрицательный комплекс?
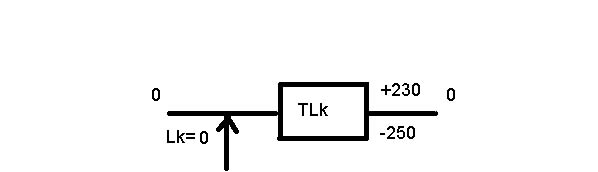
Рисунок 22. Поле компенсации 1
Так, в одном случае прокладок добавлять, в другом – удалять 250 мкм
Полученный вариант решает проблему лишь частично, т.к. -0.250 придется припиливать…, а +230 приводит к выходу за LD.
Уменьшим размер L1 на 1 мм, и теперь. L1 = 26мм.
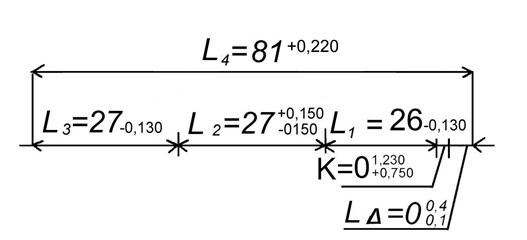
Рисунок 23. Окончательная цепь L
Тогда:
 81.220 – (26.830 + 26.850 + 25.870) – 0.400
81.220 – (26.830 + 26.850 + 25.870) – 0.400
 81.220 – 79.990 = 1.23 мм
81.220 – 79.990 = 1.23 мм
 81 – (27 + 27.150 + 26) – 0.1
81 – (27 + 27.150 + 26) – 0.1
0.750
ТLк = 1.23 – 0.750 = 0.480 мм
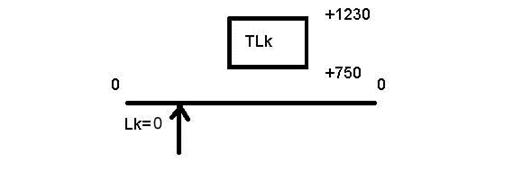
Рисунок 24. Поле компенсации 2
Толщина первой постоянной прокладки соответствует минимальной компенсации S1=0,750мм.
Число ступеней компенсации
 при необходимости, должно округлять в большую сторону.
при необходимости, должно округлять в большую сторону.
Теперь определим толщину компенсационных прокладок, если известно их число и они должны при их применении укладываться в пределах замыкающего размера:
есть по R20, но лучше по R 10 принять S=0.25мм,
тогда N
с округлением в большую сторону будет 2.
Теперь ясно, что компенсатор состоит из одной постоянной прокладки 0,750мм и двух сменных 0,250мм.
При компенсации будем получать размеры:


Проверим соответствие неравенству:
 =
=


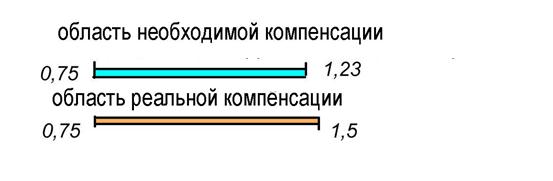
Рисунок 25. Область компенсации
Заключение:
Как видно, наибольшие допуски составляющих звеньев в методе компенсатора (МК). За ним следует теоретико-вероятностный метод (ТВМ). Наиболее жесткие допуски в методе полной взаимозаменяемости (МПВ). Такой метод хорош, но слишком дорогой. Метод компенсатора требует регулировки введения дополнительных деталей и даже узлов но широкие допуски при массовом производстве компенсируют все затраты, в других случаях рационально применение МПВ и ТВМ.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 586; Нарушение авторских прав?; Мы поможем в написании вашей работы!