КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
III. Прессование
|
|
|
|
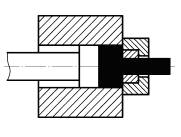
Рисунок 1.5. – Схема процесса прессования: 1 – контейнер; 2 – матрица; 3 – изделие; 4 – слиток; 5 – пуансон.
Выдавливание металла заготовки (чаще всего цилиндрической формы), из замкнутого объема через отверстие (очко) матрицы с помощью пуансона.
Для оценки величины деформации используют коэффициент вытяжки:


Fк - площади поперечного сечения контейнера
Σfм - площади поперечного сечения всех каналов матрицы:
Выталкивающее усилие приложено к заднему концу заготовки посредством пуансона (процесс прессования сходен с волочением).
Заготовки:
прокат, слитки
Продукция:
- профили сплошного и полого сечения самой разнообразной формы (в зависимости от формы очка матрицы).
Прессование производится как после нагрева металла, так и при комнатной температуре (в зависимости от пластических свойств металла).
Преимущества:
- возможность успешной пластической обработки (с высокими вытяжками ), в том числе малопластичных металлов (вследствие всестороннего сжатия металла);
- возможность получения практически любого поперечного сечения изделия (при обработке металла другими способами не всегда удается). Область применения прессования особенно расширяется, когда степени деформации за переход превышают 75 %, а коэффициент вытяжки имеет значение более 100.
- получение широкого сортамента изделий на одном и том же прессовом оборудовании с заменой только матрицы (позволяет рекомендовать его для производства любой серийности);
- высокое качество поверхности (из-за высоких степеней деформации) и точность размеров поперечного сечения изделий.
Недостатки:
- повышенный расход металла (потери более 15 % в виде пресс-остатка и слабодеформированного выходного конца пресс-изделия);
- заметная анизотропия свойств (из-за повышенной неравномерности деформации);
- сравнительно высокая стоимость прессового инструмента (следствие его низкой стойкости из-за тяжелых условий нагружения, а также необходимости использования для его изготовления дорогих легированных сталей);
- повышенный расход энергии (на единицу объема деформируемого тела) (усилий требует трехосное сжатие);
- необходимость низких скоростей прессования (для получения бездефектной продукции из ряда металлов и сплавов);
- ограничение длины заготовки (обусловлено прочностью пресс-штемпелей, силовыми возможностями пресса и устойчивостью заготовки при распрессовке);
КУЗНЕЧНО-ШТАМПОВОЧНОЕ ПРОИЗВОДСТВО
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 486; Нарушение авторских прав?; Мы поможем в написании вашей работы!