КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности технологии изготовления блоков НАР
|
|
|
|
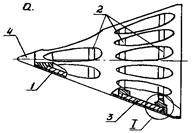
Блоки предназначены для транспортировки и пуска НАР в заданный момент времени.
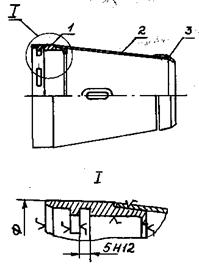
Блок Рис.69.состоит из: переднего (1) обтекателя, корпуса (2), заднего (3)обтекателя. На корпусе закреплены узлы стыковки с балочным держателем: рым болты (4), передний (5) и задний (6) упоры.



 4 6
4 6
 | |||
 | |||


Рис.69
Рис.70.
Блоки НАР бывают многоразового и одноразового применения. В основном применяются блоки многоразового использования. В зависимости от условий применения и типа НАР конструкции их могу существенно отличаться друг от друга. Однако большинство элементов конструкции имеет общие технологические решения и изготавливается из одних и тех же материалов. Основными материалами для изготовления блоков являются алюминиевые сплавы.
Передний обтекатель. Передние обтекатели многоразовых блоков бывают двух типов: клёпанные и литые. На Рис. 70 передний обтекатель блока УБ-16 имеет клёпаную конструкцию и состоит из: обшивки (1), диафрагм (2), перемычек (3) и носика (4). Обшивка изготовлена из листового материала Д16-Т и состоит из двух половин, соединённых между собой внутренними накладками из того же материала. Внутрь обтекателя установлен каркас, состоящий из диафрагм соединённых между собой перемычками. Диафрагмы изготовлены литьём из сплава АЛ-9. Обшивка крепится к перемычкам заклёпками. Отверстия под трубчатые направляющие разделывают на вертикально фрезерном станке через трубчатые направляющие (2), специального, объёмного кондуктораРис.71. торцевой трубчатой фрезой.

|
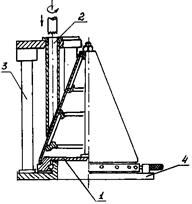
Рис.71. Рис.72
Обтекатель крепится на поворотном столе (1) приспособления, который посажен на основание (4). После прорезки одного отверстия стол поворачивается на угол равный шагу между отверстиями.
На Рис.72 приведена конструкция переднего обтекателя блока Б8-М. Корпус обтекателя изготовлен литьём из материала АЛ-19. Механической обработке подвергают места стыковки с трубчатыми направляющими, внешнюю поверхность и торцы
Корпус блока изготавливают литьём из магниевого сплава МЛ-5 Рис.73.а или алюминиевого сплава ВАЛ-10 Рис.73.б с последующей механической обработкой только сопрягаемых поверхностей.
|
|
а) б)
Рис.73
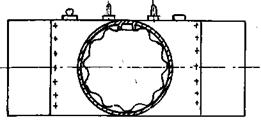
Задний обтекатель Рис11.32. Изготавливают из нержавеющей стали Х18Н10Т.
Корпус обтекателя состоит из: обода (1), обшивки (2) и
 заднего кольца. Заготовкой для обода служит труба, которая предварительно раскатывается на раскатном станке. Механической обработке подвергают все поверхности указанные на рисунке. Обшивку обтекателя изготавливают из листового материала. Коническую форму обтекателя получают гибкой листа на трёх валковом гибочном станке, концы заготовки обрезают по объёмному шаблону и соединяют аргонно- дуговой сваркой. Обшивку соединяют с ободом и задним кольцом контактной точечной сваркой.
заднего кольца. Заготовкой для обода служит труба, которая предварительно раскатывается на раскатном станке. Механической обработке подвергают все поверхности указанные на рисунке. Обшивку обтекателя изготавливают из листового материала. Коническую форму обтекателя получают гибкой листа на трёх валковом гибочном станке, концы заготовки обрезают по объёмному шаблону и соединяют аргонно- дуговой сваркой. Обшивку соединяют с ободом и задним кольцом контактной точечной сваркой.
Рис.11.32.
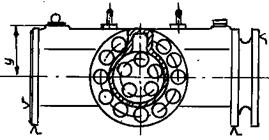
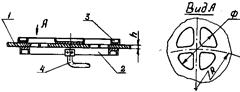 Затвор Рис11.33 обеспечивает удержание НАР в трубчатой направляющей от продольных перемещений и состоит из: затвора (1), кольца (2), Кольцевых упоров (3), ручек (4). В затворе, напротив каждой трубчатой направляющей, выполнены отверстия (Вид А). Отверстия в затворе могут быть обработаны электроискровым или электрохимическим фрезерованием. Последние два
Затвор Рис11.33 обеспечивает удержание НАР в трубчатой направляющей от продольных перемещений и состоит из: затвора (1), кольца (2), Кольцевых упоров (3), ручек (4). В затворе, напротив каждой трубчатой направляющей, выполнены отверстия (Вид А). Отверстия в затворе могут быть обработаны электроискровым или электрохимическим фрезерованием. Последние два
Рис.11.33. метода обработки позволяю одновременно обрабатывать все отверстия, что в значительной степени сокращает трудоёмкость механической обработки таких деталей.
Трубчатые направляющие изготавливают из спец трубы, материал Д16-Т, с последующей их калибровкой по внутреннему диаметру. Для увеличения срока службы и защиты от коррозии их покрывают твёрдой анодной плёнкой толщиной 15-20 мк. В разовых конструкциях блоков трубчатые направляющие изготавливают из бумажной ленты пропитанной бакелитовыми лаками или стеклопластика на основе уточного трикотажа, т.е. на оправку наматывают стекло нить и пропитанную эпоксидными смолами.
Узлы крепления блока к БД изготавливают из конструкционных марок сталей, а заготовки для них
получают горячей штамповкой.
При сборке блоков особое внимание уделяется точности установки узлов подвески.
|
Рнис.11.34.
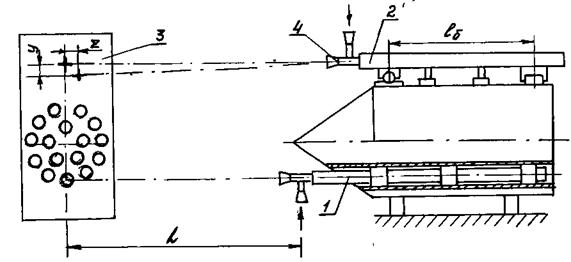
На Рис11.34. приведена схема холодной пристрелки блока. Для точной установки переднего и заднего упоров на корпусе блока относительно его продольной ось применяется метод холодной пристрелки. Основными инструментами являются: трёх поясковый калибр (1) Эталон узлов подвески балочного держателя (контр эталон узлов подвески блока), трубка холодной пристрелки (ТХП) и мишень.
Мишень устанавливают на расстоянии 10м от блока. Положение целей на мишени соответствует расположению осей трубчатых направляющих, а центр перекрестия оси проходящей через узлы подвески. При помощи трёх пояскового калибра с ТХП контролируется параллельность осей трубчатых направляющих относительно друг друга и прямолинейность самой трубчатой направляющей. Для этого средний поясок на калибре имеет диаметр на 0.5мм меньше крайних. При контроле перекрестие ТХП должно попасть в любую точку цели соответствующей контролируемой трубчатой направляющей. Диаметр цели равен 3-х тысячным дальности и все погрешности, связанные с точностью изготовления элементов конструкции блока и сборки, должны укладываться в этот диапазон. После контроля параллельности направляющих контролируется положение упоров. Перекрестие ТХП контр эталона должно точно совмещаться с перекрестием на мишени. В случае несовпадения контр эталон вместе с упорами перемещаться в поперечном направлении, т.к. упоры установлены на площадке корпуса и могут по ней перемещаться в пределах  0.2 мм. В вертикальной плоскости упоры перемещают с помощью прокладок, величину которых рассчитывают по мишени. После установки упоров в требуемое положение производят их крепление болтами к корпусу блока. Таким образом, обеспечивается взаимозаменяемость блоков по узлам стыковки с БД.
0.2 мм. В вертикальной плоскости упоры перемещают с помощью прокладок, величину которых рассчитывают по мишени. После установки упоров в требуемое положение производят их крепление болтами к корпусу блока. Таким образом, обеспечивается взаимозаменяемость блоков по узлам стыковки с БД.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 591; Нарушение авторских прав?; Мы поможем в написании вашей работы!