КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прокатка
|
|
|
|
Важно. Однотипность или эквивалентность типов массивов означает, что они не только должны иметь одинаковые типы индексов и одинаковые типы элементов, но должны быть описанные одним типом (одним именем).
Над массивами в целом определенна единственная операция – операция присваивания.
Например,
команда
a:=a1;
все значения массива a1 присвоит соответствующим элементам массива a.
Но в этом случае следует помнить, что массивы а и а1 должны быть совместимы по присваиванию.
Пример.
var a, a1: array [1..20] of real;
b: array [1..20] of real;
b1: array [1..20] of real;
В программе встречаются следующие операции присвоения:
a:=a1;
a1:=a;
a:=b; //Ошибка
b:=b1; //Ошибка
Две последние операции вызовут ошибку:
[Error]: Incompatible types ([Ошибка]: Несовместимые типы).
Для определения эквивалентности типов переменных компилятор ОР использует имена типов. Поэтому типы массивов a, b и b1 несовместимые.
Эти массивы имеют одинаковое физическое строение, но их типы разные.
Поэтому для этого фрагмента программы рациональние было ввести, например, следующее описание:
type MyArray= array [1..20] of real;
var a, a1, b, b1:MyArray;
Тогда все операции присвоения не вызовут ошибок.
Перенесение значений из одного массива в другой можно осуществить и поелементно.
Для этой операции однотипность не важна. Поэтому в этом случае применяют как операции
For i:=1 to n do
a[i]:=a1[i];
так и например
For i:=1 to n do
a[i]:=b[i];
Но оператор вида a:=a1; выглядит лаконичнее и выполняется быстрее цикла.
Прокатка – способ обработки, при котором металл пластически деформируется вращающимися валками. Прокаткеподвергается около 75 % выплавленной стали.
Обычно прокат осуществляют путем многократного пропускания металла между валками при постепенном уменьшении расстояния между ними. В процессе прокатки уменьшается толщина заготовки при одновременном увеличении ее длины и ширины. Площадь поперечного сечения заготовки F в результате прокатки всегда уменьшается. Отношение полученной длины l к первоначальной l 0 называется вытяжкой:
|
|
|

Эта величина является одной из основных количественных характеристик деформации при прокатке и составляет обычно 1,1–1,6 за проход.
Прокатка бывает: а – продольной, б – поперечной, в – поперечно-винтовой.
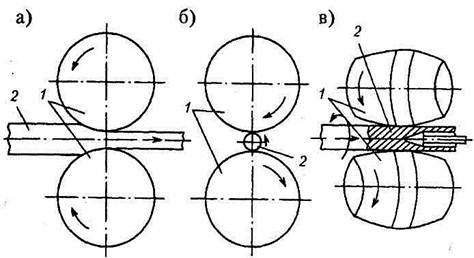
Виды прокатки: а – продольная, б – поперечная, в – поперечно-винтовая
Инструментом прокатки являются валки. Прокатные валки выполняют основную операцию прокатки – обжатие металла и придание ему требуемых размеров и формы поперечного сечения.
Прокатные валки можно разделить на две основные группы: листовые и сортовые.


Валки сортовых станов имеют углубления, соответствующие профилю прокатываемого металла. Эти углубления называют ручьями. Ручьи двух валков с зазором между ними образуют калибры.
Продукцию прокатки в зависимости от формы поперечного сечения можно разделить на четыре основных группы: листовой прокат; сортовой прокат; трубы; специальные (в том числе периодические) профили.

Некоторые виды профилей: а – простые; б – фасонные; в – специальные
Благодаря непрерывности процесса прокатку выгодно применять не только для изготовления листов, различных профилей и труб, имеющих постоянное сечение по длине изделия, но и для производства тел вращения, приближающихся по форме и размерам к различным деталям машин. На специализированных прокатных станах освоена прокатка круглых периодических профилей (осей, валов и др.), коротких тел вращения (шаров, роликов, втулок). Для различных отраслей машиностроения широко производят периодические прокатные профили, которые обеспечивают значительную экономию металла (20–30 %), резко снижают трудоемкость изготовления деталей и повышают производительность ковочных машин. В последнее время начинает получать распространение бесслитковая прокатка – получение проката непосредственно из жидкого металла.
|
|
|
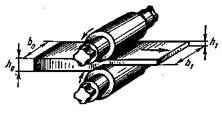
Слитки сначала поступают на мощные обжимные станы продольной прокатки: квадратные – на блюминги для получения блюмов – балок квадратного сечения со скругленными углами со стороной от 450 мм до 150 мм, прямоугольные – на слябинги – для получения слябов – прямоугольных заготовок для листового проката.
Прокатом получают заготовки для дальнейшей их обработки давлением или профильные и листовые (сортовые) материалы, которые не подвергают дальнейшей обработке давлением.
Слябы поступают на листовые станы продольной прокатки, имеющие гладкие валки и служат для проката из слитков стали листовых заготовок (слябов) толщиной 75–300 мм и шириной 400–1600 мм..
Блюмы поступают на заготовочные станы, производящие заготовку – квадрат со скругленными углами, которые попадая на сортовые станы, превращаются в сортовой горячекатанный прокат простой формы: квадратный ( а ), со стороной до 200 мм, круглый (б) диаметром до 250 мм, полосовой (в) прямоугольного сечения размерами до 200×60 мм, шестигранный (г) и др. и фасонный: угольники ( д ), тавры ( е ), двутавры ( ж ), швеллеры ( з ), рельсы (и) и др.
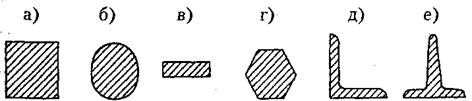
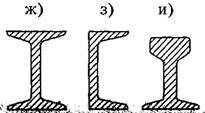
Профили сортовой стали
Далее прокатные блюмы и слябы разрезают дисковыми пилами на куски нужной длины.
Прокатные станы состоят из следующих основных элементов: рабочей клети, двигателя, передаточных механизмов.
В станине рабочей клети размещены прокатные валки, сдвигаемые или раздвигаемые нажимными винтами.
Число и расположение валков в прокатных станах бывает различным. Существуют двухвалковые (дуо-станы), трехвалковые (трио-станы), многовалковые станы (рис. 6.13). Кроме того, станы подразделяются на реверсивные и нереверсивные.
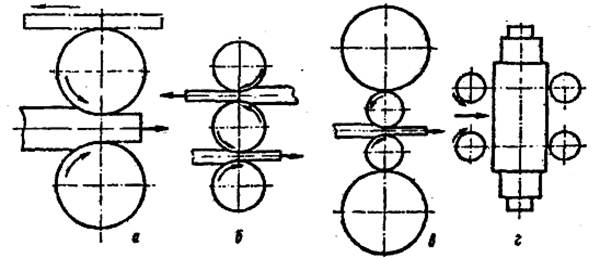
Схема расположения валков прокатных станов:
а – двухвалковых; б – трехвалковых; в – четырехвалковых; г – универсальных
Рабочие клети у многовалковых станов могут быть расположены друг за другом по ходу движения металла, частично рядом, а частично друг за другом или рядом друг с другом. При последовательном расположении клетей пресса прокат осуществляется непрерывно, металл проходит через одну клеть в другую. При расположении клетей рядом друг с другом металл, пройдя через валки в одной клети, проходит через валки соседней при помощи особых устройств или протягивается вручную. При выходе из валков полосы металла движутся по рольгангам.
|
|
|
Прокатные станы по характеру выпускаемой продукции разделяются на обжимные, сортовые, листопрокатные, трубопрокатные, периодического проката, определенного назначения.
Обжимные станы служат для подготовки слитков к последующей их обработке давлением. Эти станы разделяются на блюминги и слябинги. Первые – это реверсивные мощные двухвалковые или трехвалковые станы, служащие для подготовки из слитков стальных заготовок (блюмов) для последующего проката сортовых материалов. В процессе прокатки кусок металла должен переворачиваться, что осуществляется кантователем.
Сортовые станы служат для получения металлических полос, прутков и балок с различными профилями поперечных сечений.
Скорость выхода прокатанного металла из валков всегда больше, чем скорость входа заготовки в валки. Это необходимо учитывать при прокатке заготовки последовательно несколькими парами валков.
Можно добавить в лекцию
Для прокатки обязательным является наличие контактного трения между валками и деформируемым металлом. В частности, в начальной стадии прокатки должно быть выполнено так называемое условие захвата металла валками. Заготовка (рис. 10.5) подается в валки с некоторой начальной силой Р, которая вызывает со стороны валков нормальные реакции N и силу трения Т. Спроектировав эти силы на горизонтальную ось, можно записать условие захвата металла валками: N·sina<T·cosa. Угол а называется углом захвата. Выразив силу трения через T=f·N (f - коэффициент трения) и подставив это выражение в условие захвата, получим: sinα<f·cosα или f>tgα. Таким образом, условие захвата требует, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата. При горячей прокатке стали гладкими валками угол захвата равен 15–24°.
|
|
|
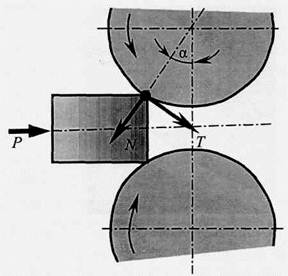
Рис. 5. Схема действия сил в момент захвата металла валками
Исходной заготовкой при прокатке являются слитки: стальные массой до 60 т, из цветных металлов и их сплавов обычно массой до 10 т. При прокатке сортовых профилей стальной слиток массой до 12 т в горячем состоянии прокатывается на крупных обжимных дуостанах – блюмингах. Получающиеся после прокатки на блюмингах заготовки, чаще квадратного сечения, называются блюмами. Они являются полуфабрикатом для дальнейшей прокатки сортовых профилей.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1334; Нарушение авторских прав?; Мы поможем в написании вашей работы!