КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Насадочные аппараты
|
|
|
|
Насадочные колонные аппараты широко применяются в нефтехимической, химической и других отраслях промышленности при разделении как бинарных, так и многокомпонентных смесей, а также на ТЭС для удаления О2, СО2 и Н2S из воды воздухом.
Достоинством насадочных колонн является низкое гидравлическое сопротивление, высокая эффективность и широкий интервал устойчивой работы. При проектировании насадочных колонн существует проблема выбора методов расчета гидравлических и массообменных характеристик, а также определения эффективности проводимых процессов. Разделение смесей в колонне при проведении процессов происходит в результате теплообмена и массообмена между потоками газа (пара) и жидкости в слое насадки.
Жидкость в насадочной колонне течет по элементу насадки в виде тонкой пленки, поэтому поверхностью контакта фаз является в основном смоченная поверхность насадки. Однако при перетекании жидкости с одного элемента насадки на другой пленка жидкости разрушается и на нижележащем элементе образуется новая пленка. При этом часть жидкости проходит на расположенные ниже слои насадки в виде струек, капель и брызг. Часть поверхности насадки, в основном в местах соприкосновения насадочных элементов друг с другом, бывает смочена неподвижной (застойной) жидкостью. В этом состоит основная особенность течения жидкости в насадочных колоннах в отличие от пленочных, в которых пленочное течение жидкости происходит по всей высоте аппарата.
Выбор насадки. Как уже отмечалось, в насадочных колоннах поверхностью контакта фаз является смоченная поверхность насадки. Поэтому насадка должна иметь, возможно, большую поверхность в единице объема. Вместе с тем для того, чтобы насадка работала эффективно, она должна удовлетворять следующим требованиям:
1) хорошо смачиваться орошаемой жидкостью, т.е. материал насадки по отношению к орошаемой жидкости должен быть лиофильным;
2) оказывать малое гидравлическое сопротивление газовому потоку, т.е. иметь возможно большее значение свободного объема или сечения насадки;
3) создавать возможность для высоких нагрузок аппарата по жидкости и газу; для этого насадка должна также иметь большие значение  или S св;
или S св;
4) иметь малую плотность;
5) равномерно распределять орошающую жидкость;
6) быть стойкой к агрессивным средам;
7) обладать высокой механической прочностью;
8) иметь невысокую стоимость.
Очевидно, что насадок, которые бы полностью удовлетворяли всем указанным требованиям, не существует, так как соответствие одним требованиям нарушает соответствие другим (например, увеличение удельной поверхности  насадки влечет за собой повышение гидравлического сопротивления, а также снижение предельно допустимых скоростей газа и т.д.).
насадки влечет за собой повышение гидравлического сопротивления, а также снижение предельно допустимых скоростей газа и т.д.).
Поэтому в промышленности используют большое число разнообразных по форме и размерам насадок, изготовленных из различных материалов (металла, керамики, пластических масс и др.), которые удовлетворяют основным требованиям при проведении того или иного процесса абсорбции.
В качестве насадки наиболее широко применяют тонкостенные кольца Рашига (рис. 4.15, а), имеющие высоту, равную диаметру, который изменяется в пределах 15–150 мм. Кольца малых размеров засыпают в колонну навалом.
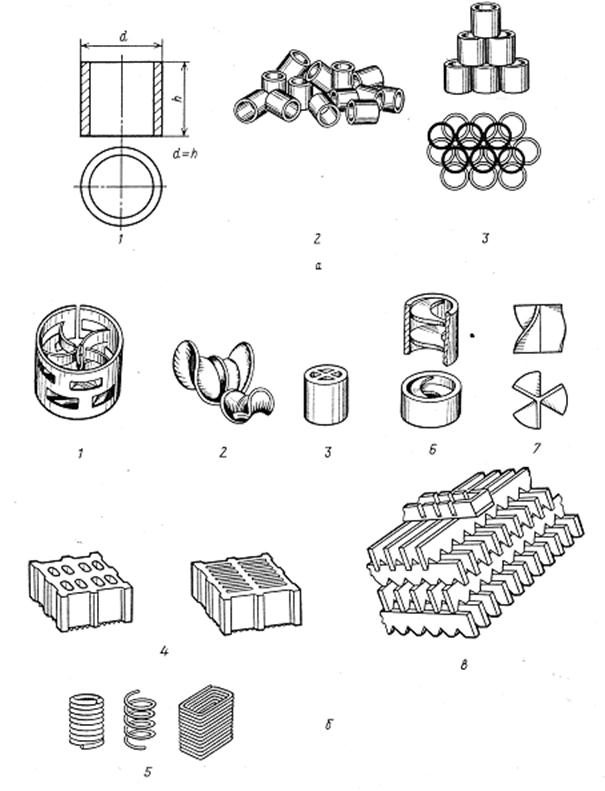
Рис. 4.15. Виды насадки: а – насадка из колец Рашига: 1 – отдельное кольцо; 2 – кольца навалом; 3 – регулярная насадка; б – фасонная
насадка: 1 – кольца Палля; 2 – седлообразная насадка; 3 – кольца
с крестообразными перегородками; 4 – керамические блоки; 5 – витые из проволоки насадки; 6 – кольца с внутренними спиралями;
7 – пропеллерная насадка; 8 – деревянная хордовая насадка
Большие кольца (от 50×50 мм и выше) укладывают правильными рядами, сдвинутыми друг относительно друга. Такой способ заполнения аппарата насадкой называют загрузкой в укладку, а загруженную таким способом насадку – регулярной.
Регулярная насадка имеет ряд преимуществ перед нерегулярной, навалом засыпанной в колонну: обладает меньшим гидравлическим сопротивлением, допускает большие скорости газа. Однако регулярная насадка требует более сложных по устройству оросителей, чем насадка, засыпанная навалом.
Основным достоинством колец Рашига является простота изготовления и дешевизна, а недостатком – повышенное гидравлическое сопротивление и обратное перемешивание потоков.
4.5. Гидродинамические режимы в насадочных
аппаратах [1–3]
Гидродинамические режимы в противоточных насадочных колоннах зависят от скорости газа в колонне. На рис. 4.29 представлена зависимость гидравлического сопротивления насадки от скорости газа.
| Рис. 4.29. Зависимость гидравлического сопротивления насадки от скорости газа в колонне (L = const): 1 – сухая насадка; 2 – орошаемая насадка | 
|
Первый режим – пленочный – наблюдается при небольших плотностях орошения на малых скоростях газа. В этом режиме отсутствует влияние газового потока на скорость стекания по насадке жидкой пленки и, следовательно, на количество задерживаемой в насадке жидкости. Пленочный режим заканчивается в первой переходной точке А на рис. 4.29, называемой точкой подвисания.
Абсолютное большинство насадочных колонн в промышленности работают в пленочном режиме.
Второй режим – режим подвисания (или торможения). После точки А повышение скорости газа приводит к заметному увеличению сил трения о жидкость на поверхности контакта фаз и подтормаживанию жидкости газовым потоком. Вследствие этого скорость течения пленки жидкости уменьшается, а ее толщина и количество удерживаемой жидкости в насадке увеличиваются. В режиме подвисания с повышением скорости газа нарушается спокойное течение пленки жидкости, появляются завихрения, брызги, увеличивается смоченная поверхность насадки и соответственно – интенсивность процесса массопередачи. Этот режим заканчивается в точке В.
Третий режим – режим эмульгирования – возникает при превышении скорости, соответствующей точке В. В результате происходит накопление жидкости в свободном объеме насадки до тех пор, пока сила трения между стекающей жидкостью и поднимающимся по колонне газом не уравновесит силу тяжести жидкости, находящейся в насадке. При этом наступает обращение, или инверсия, фаз (жидкость становится сплошной фазой, а газ – дисперсной). Образуется газожидкостная дисперсная система, по внешнему виду напоминающая барботажный слой (пену) или газожидкостную эмульсию. Режим эмульгирования начинается в самом узком сечении насадки, плотность засыпки которой неравномерна по сечению колонны. Путем тщательного регулирования подачи газа режим эмульгирования может быть установлен по всей высоте насадки (отрезок ВС на рис. 4.29).
Режим эмульгирования соответствует максимальной эффективности насадочной колонны преимущественно вследствие увеличения контакта фаз, который в этом режиме определяется не столько поверхностью насадочных тел, сколько поверхностью образующейся газожидкостной эмульсии, заполняющей весь свободный объем насадки. Следует отметить, что это повышение эффективности насадочной колонны сопровождается резким увеличением ее гидравлического сопротивления (отрезок ВС). В насадочных колоннах без специальных устройств поддерживать режим эмульгирования очень трудно, так как мал интервал изменения скоростей газа, при котором насадочная колонна работает в этом режиме (между точками В и С). Поэтому разработана специальная конструкция эмульгационной колонны (рис. 4.12, в).
Как правило, работа в режиме подвисания и эмульгирования целесообразна только в случае, если повышение гидравлического сопротивления аппарата не имеет существенного значения (например, если абсорбер работает при повышенных давлениях). Поэтому большинство насадочных колонн работает в пленочном режиме (т.е. при скоростях газа до точки А). Пределом устойчивой работы насадочных колонн является скорость газа, соответствующая точке инверсии (или захлебывания).
Четвертый режим (от точки С на рис. 4.29 и выше) – режим уноса, или обращенного движения жидкости, выносимой из аппарата газом. Этот режим не используется.
Запирание нижней части насадки. Уменьшение диаметра отверстий или расстояния между пластинами в опорной решетке (рис. 4.12) при одновременном увеличении расхода жидкости может привести к запиранию нижней части каналов насадки. В этом случае возникает частичный барботаж газа или пара в образовавшийся слой жидкости, в то время как на остальной части насадки сохраняется пленочное течение. Дальнейшее увеличение скорости газа приводит к заполнению канала газожидкостной эмульсией и возникновению эмульгационного режима. Поэтому площадь свободного сечения опорной решетки должна быть примерно равна (не менее 75 %) свободному сечению насадки.
Пленочные ректификационные аппараты (рис. 4.33, 4.34). Контакт фаз в этих аппаратах происходит на поверхности стенок, покрытых пленкой стекающей жидкости.
На рис. 4.33 колонна имеет встроенный дефлегматор и кипятильник.
При работе пленочных колонн важной задачей является равномерность распределения жидкой фазы.
| Пленка из дефлегматора стекает по внутренней поверхности труб, а пар из кипятильника движется навстречу. Иногда для турбулизации потока в трубы вставляют специальные вставки, создающие наилучшие условия для массопередачи. Пленочные аппараты также выполняются в виде колонн с плоскопараллельной насадкой. Листы, образующие насадку, изготовляют из металлов, пластиков. В настоящее время эти аппараты применяются для ректификации под вакуумом смесей, обладающих малой термической стойкостью (например, различные мономеры и полимеры, а также другие продукты органического синтеза). Аппараты с внешним подводом энергии. Контакт между фазами может быть увеличен путем механического воздействия, используя центробежную силу. Роторные ректификационные аппараты представляют собой аппараты, в которых разделение реагирующих между собой потоков пара и жидкости с образованием межфазного контакта осуществляется при воздействии на эти потоки вращающегося устройства (ротора). По способу создания поверхности межфазового контакта роторные колонны разделяются на две группы: роторные распылительного типа и пленочные (рис. 4.38, а, б). | 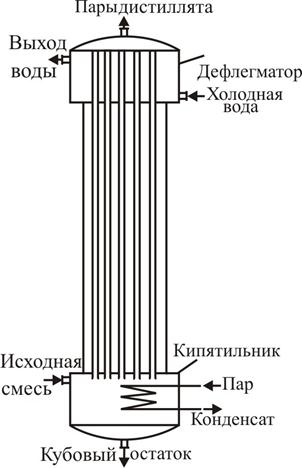 Рис. 4.33. Пленочная колонна
с дефлегматором
Рис. 4.33. Пленочная колонна
с дефлегматором
|
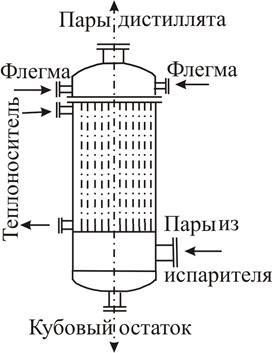
Рис. 4.34. Многотрубная пленочная колонна
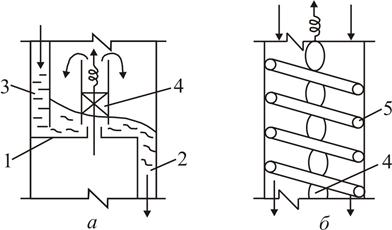
Рис. 4.38. Роторные колонны: а – с прямоточно-контактным
устройством; б – вихревая: 1 – основание тарелки; 2, 3 – переливы;
4 – закручиватель потока газа; 5 – то же жидкости
В роторных колоннах распылительного типа вращающийся ротор распределяет в объеме колонны или ее отдельной ступени жидкость в виде струй и капель, что вызывает образование развитой поверхности межфазового контакта. Под действием вращающегося движения повышается турбулизация паровой фазы, что интенсифицирует процесс массообмена.
В пленочных роторных колоннах жидкая фаза с помощью ротора распределяется по твердой поверхности, образуя пленку. Ротор служит не только для распределения жидкой фазы, но и для активной турбулизации паровой фазы. В некоторых конструкциях пленочных роторных колонн турбулизирующее воздействие ротора передается также и на жидкую фазу.
Для колонн обоих типов характерны низкие гидравлические сопротивления и высокие коэффициенты массоотдачи. По сравнению с неподвижными тарелками высота колонны снижается в 3–4 раза, а диаметр в 6–8 раз. К недостаткам роторных колонн можно отнести ограниченность их высоты и диаметра (из-за сложности изготовления и требований, предъявленных к прочности, жесткости и балансировке ротора), а также высокие эксплуатационные расходы электроэнергии на привод ротора.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 3713; Нарушение авторских прав?; Мы поможем в написании вашей работы!