КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Примеры расчета погрешностей базирования
|
|
|
|
Набольшая точность достигается, когда весь процесс обработки ведется от одной базы с одной установки, т.к. ввиду возможных смещений при каждой новой установке вносится ошибка во взаимное расположение осей, поверхностей. Так как в большинстве случаев невозможно полностью обработать деталь на одном станке и приходится вести обработку на других станках, то в целях достижения наибольшей точности необходимо все дальнейшие установки детали на данном или другом станке производить по возможности на одной и той же базе.
Принцип постоянства базы состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу.
Если по характеру обработки это невозможно, то в качестве новой базы надо выбирать такую обработанную поверхность, которая определяется точными размерами по отношению к поверхностям, наиболее влияющим на работу детали в собранной машине; если при этом базовая поверхность не является измерительной, производят проверочный расчет допуск на выдерживаемый размер и в случае необходимости – перерасчет допусков на размеры базовых поверхностей, т.е. прибегают к более жестким технологическим допускам на размеры этих поверхностей.
Для выяснения вопроса о влиянии постоянства баз на погрешность базирования рассмотрим два варианта обработки корпусной детали с установкой на плоскость.
Опорная установочная база (плоскость 1) является конструктивной (измерительной). Погрешность базирования в этом случае равна нулю и не входит в суммарную погрешность получаемого при фрезеровании размера 30±0,15 мм т.е. Еd=0.
На этом рисунке та же установочная база – вспомогательная, а конструкторской является плоскость 3. Конструктивная база при обработке партии деталей может колебаться относительно лезвий фрезы в пределах допуска 0,28 мм на базисный размер 50 мм, полученный на предыдущей операции. Допуск на базисный размер и будет погрешностью базирования Тd = 0,28 мм. Эта погрешность входит в суммарную погрешность получаемого при данной установке размера 20±0,15 мм, но на погрешность настройки и обработки остается всего лишь 0,3 – 0,28 = 0,02 мм, что явно недостаточно.
Рис. 5.21. Влияние постоянства баз на погрешность базирования
Чтобы решить задачу, необходимо исключить погрешность базирования или произвести перерасчет допусков. Новый допуск на размер 50 мм можно определить:
 ,
,
где D - суммарная погрешность (без учета погрешности базирования), определяемая для размера 20 мм по таблицам средней экономической точности.
Так, например, при D=0,1 мм
 .
.
Новый допуск указывается технологом на операционном эскизе:
20±0,15; 50±0,1 мм.
При установке вала на плоскость для фрезерования поверочной паза: на рис. а конструктивной базой является верхняя образующая вала; на рис. б – нижняя образующая; на рис. в – ось вала. Для размеров h1 и h2 неизбежны погрешности базирования, значения которых зависят от допуска ТD на диметр устанавливаемых валов D.
7. ТЕОРИЯ РАЗМЕРНЫХ ЦЕПЕЙ
1.4.1. Термины и определения. Значение анализа размерных цепей
Для нормальной работы машины (изделия) необходимо, чтобы составляющие их детали и поверхности последних занимали одна относительно другой определенное, соответствующее служебному назначению положение. При расчете точности относительного положения деталей и их поверхностей учитывают взаимосвязь многих размеров деталей в изделии. Например, из рис 1.1 видно, что при изменении размеров А1 и А2 величина зазора А∆ также меняется.
В зависимости от принятой последовательности обработки поверхностей между действительными размерами отдельной детали также имеется определенная взаимосвязь. В обоих случаях она устанавливается при помощи размерных цепей.
Рис. 1.1. Простейшая размерная цепь
Размерная цепь – совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замкнутый контур. Обозначаются размерные цепи прописными буквами русского алфавита ( ) и строчными буквами греческого алфавита (
) и строчными буквами греческого алфавита ( ,
,  …, кроме
…, кроме  ,
,  ,
,  ,
,  ,
, ).
).
Размеры, образующие размерную цепь, называют звеньями размерной цепи. Одно звено в размерной цепи замыкающее (исходное), а остальные – составляющие.
Замыкающим ( исходным) звеном размерной цепи называют звено, получающееся последним или первым (исходным) при ее построении. Замыкающее (исходное) звено отличается значком  -
-  (рис.8.1).
(рис.8.1).
Составляющим звеном размерной цепи называют звено размерной цепи, функционально связаны с замыкающим звеном. Составляющие звенья, в зависимости от их влияния на замыкающее звено, бывают увеличивающие или уменьшающие:
Увеличивающим звеном называется звено, при увеличении которого, замыкающее звено увеличивается.Такоезвено обозначается стрелочкой слева направо над буквой -  (рис.7.1).
(рис.7.1).
Уменьшающим звеном называется звено, при увеличении которого, замыкающее звено уменьшается. Такое звено обозначается стрелочкой справа налево над буквой - (рис.7.1).
(рис.7.1).
Компенсирующее звено – звено, за счет изменения величины которого, достигается требуемая точность замыкающее звено. Выделяется такое звено заключением его в квадрат (рис.7.1).
Общее звено – звено, одновременно принадлежащее нескольким размерным цепям. В его обозначении используются столько букв, звеньями скольких цепей оно является –  .
.
Рис.7.1. Размерная цепь
Размерные цепи удобно классифицировать по характеру решаемой задачи, содержанию, характеру звеньев, геометрическому представлению и виду связи. Схематично классификация представлена на рис.8.2. По взаимному расположению размеров размерные цепи делят на линейные, плоские и пространственные.
Линейная размерная цепь – если все ее размеры номинальные, параллельны один другому и, следовательно, могут проектироваться без изменения их величины на две или несколько параллельных линий.
Размерная цепь называется плоской, если часть ее размеров непараллельны, но лежат в одной или нескольких параллельных плоскостях.
Пространственной называется размерная цепь, если все или часть размеров этой цепи непараллельные один другому и лежат в непараллельных плоскостях. Размерная цепь, звеньями которых являются угловые размеры, называются угловой размерной цепью.
Рис.7.2. Классификация размерных цепей
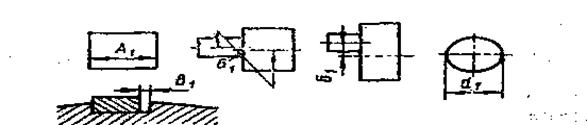
Рисунок5.4 - Примеры звеньев размерных цепей, показывающих расстояния (размеры) между поверхностями деталей
По характеру решаемой задачи размерные цепи различают конструкторские, технологические, измерительные.
Конструкторская размерная цепь – размерная цепь, определяющая расстояние или относительный поворот поверхностей (осей) в деталях. Примером конструкторской размерной цепи служит размерная цепь, приведенная на рис.8.1.
Технологические размерные цепи – размерные цепи, обеспечивающие требуемые расстояние или относительный поворот поверхностей изделия в процессе их изготовления.
Измерительная размерная цепь – цепь, с помощью которой познается значение измеряемого размера, относительного поворота, расстояния поверхностей или их осей изготовленного или изготавливаемого изделия (рис.8.5).
Расчет размерных цепей позволяет:
· установить связь между размерами деталей машин и уточнить номинальные значения и допуски взаимосвязанных размеров исходя из эксплуатационных требований, экономической точности обработки деталей и сборки машин;
· выявить пути сохранения точности машины в процессе эксплуатации, а также определить, какой вид взаимозаменяемости (полный или ограниченный) может быть наиболее рентабелен;
· добиться наиболее правильной простановки размеров на рабочих чертежах изделия;
· определить операционные допуски и пересчитать конструктивные размеры на технологические (в случае несовпадения технологических баз с конструкторскими базами).
Расчет размерных цепей – обязательный этап конструирования машин, способствующий повышению качества, обеспечению взаимозаменяемости и снижению трудоемкости их изготовления. Сущность решения размерной цепи заключается в установлении допусков и предельных отклонений всех ее размеров исходя из требований конструкции и технологии. При этом различают две задачи:
Прямая задача – определение допуска и предельных отклонений составляющих размеров по заданным номинальным размерам всех размеров цепи и заданным предельным размером исходного размера (такого типа задачи ставятся при проектном расчете размерной цепи).
Обратная задача – определение номинального размера и допуска (предельных отклонений) замыкающего звена по заданным номинальным размерам и предельным отклонениям составляющих звеньев (такая задача возникает в тех случаях, когда требуется проверить соответствие допуска замыкающего размера допуском составляющих размеров, проставленных на чертеже, – проверочный расчет).
Существуют следующие методы решения размерных цепей:
1) метод полной взаимозаменяемости (по максимуму и минимуму);
2) теоретико-вероятностный (неполной взаимозаменяемости или частичной);
3) способ группового подбора при сборке (селективная сборка);
4) способ регулирования;
5) способ пригонки.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 2145; Нарушение авторских прав?; Мы поможем в написании вашей работы!