КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ
|
|
|
|
Из электрохимических процессов в самолетостроении находят применение анодно-механический и анодно-гидравлический.
Анодно-механическая обработка — метод направленного разрушения металла заключается в совместном электрохимическом и термическом действии тока напряжением 10... 30 В, протекающего между электродами 1 и 3 (рис.2), которые находятся в среде 2 водного раствора жидкого стекла, в сочетании с механическим воздействием электрода-инструмента на обрабатываемую поверхность. При протекании тока через электролит на поверхности заготовки образуется окисная пленка, обладающая большим электрическим сопротивлением. Непрерывно перемещающийся инструмент (диск, бесконечная лента) разрушает и удаляет пленку с неровностей обрабатываемой поверхности. Процесс снятия пленки сочетается с непрерывным ее ростом. В местах, где пленка тоньше или совсем разрушена, под действием тока резко возрастает температура, металл расплавляется и выбрасывается быстро перемещающимся инструментом.
При удельном давлении 50... 100 кПа (0,5... 1,0 кгс/см2) инструмента на полуфабрикат и плотности тока 1... 6 А/см2 (10... 60 кА/м2) металл снимается в основном путем механического удаления продуктов электрохимического окисления. В этом случае интенсивность съема металла небольшая, но поверхность получается высокого (6... 8) класса шероховатости. С увеличением плотности тока и давления инструмента на заготовку растет производительность, но снижается класс шероховатости обрабатываемой поверхности, так как металл в зоне обработки разрушается преимущественно вследствие расплавления.

Рис.2.
Схема анодно-механической обработки: а – вращающимся инструментом; б – вибрирующим инструментом.
Анодно-механическую обработку плоских поверхностей и поверхностей вращения выполняют вращающимся электродом-инструментом (рис. 2 а), часто помещая заготовку с инструментом в ванну с электролитом вместо подачи электролита через сопло. При обработке фасонных поверхностей инструменту сообщают вибрирующие движения в вертикальном направлении (см. рис. 2 б). Электролит подается через сопло или полый инструмент.
Анодно-механическую резку полуфабрикатов производят при следующих режимах: напряжение 20 … 30 В, сила тока 20.... 600 А, плотность тока 7... 500 А/см2 (0,07... 5 мА/м2), скорость перемещения инструмента 10... 25 м/с при его удельном давление на заготовку 50... 200 кПа (0,5... 2,0 кгс/см2). Интенсивность съема металла на указанных режимах 2... 10 см/мин, а шероховатость поверхности 2... 4-го класса. В качестве инструмента на отрезном станке 4820 применен диск из малоуглеродистой стали диаметром 280... 350 мм и толщиной 0,8... 2 мм, а на ленточных разрезных станках 4822 и 4823—бесконечная стальная лента толщиной 0,8...1,2 мм и шириной 30... 40 мм. Станки 4820, 4822 и 4823 позволяют разрезать на заготовки полуфабрикаты с наибольшими размерами сечения соответственно 75х75, 300х600 и 600х600 мм.
Анодно-механическую резку экономически целесообразно применять для высокопрочных токопроводящих материалов. Например, при анодно-механической резке жаропрочных и коррозионно-стойких сталей производительность в 2... 3 раза выше, чем при разделении их на заготовки резанием. Для материалов небольшой прочности она целесообразна, когда затруднительна обработка резанием: вырезка заготовок и деталей из тонкостенных полуфабрикатов, не допускающих приложения значительных усилий.
К недостаткам анодно-механической обработки следует отнести воздействие электролита на поверхности заготовок и деталей и вредность выделяемых испарений. Это вызывает необходимость последующей нейтрализации деталей в содовом растворе и снабжения анодно-механических станков индивидуальным отсосом.
Анодно-гидравлическая обработка — метод размерной обработки (рис.3.), основан на анодном растворении металлов в результате электролиза при малом напряжении (12 В) и большой силе, тока. Продукты растворения удаляются из зоны обработки электролитом, который под давлением прокачивается через межэлектродный зазор. Электролитом также отводится тепло, выделяющееся при электролизе. Межэлектродный зазор (0,1... 0,5 мм) в направлении перемещения инструмента в процессе обработки поддерживается постоянным с помощью следящей системы.
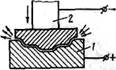
Рис.3.
Схема анодно-гидравлической обработки: 1 – обрабатываемая заготовка; 2 – инструмент.
Анодно-гидравлический метод позволяет получать фасонные поверхности из высокопрочных металлов, обеспечивает высокое качество обрабатываемой поверхности и скорость удаления металла, являющуюся функцией плотности тока, до 0,5 мм/мин. Введение сжатого газа (например, углекислого) в электролит повышает класс шероховатости поверхности (до 7... 8-го класса), точность и стабильность обработки (предотвращает искрообразование).
В качестве электролита для обработки стали, никеля и жаропрочных сплавов на его основе используют 20 %-ный раствор NaCl.
Электрохимическое полирование состоит также в анодном растворении металла заготовки, помещенной в электролитную ванну. Образующаяся при этом на поверхности заготовки вязкая пленка солей защищает от действия тока микровпадины, не препятствуя растворению гребешков, в результате чего поверхность сглаживается.
Шероховатость поверхности после электрохимического полирования зависит от шероховатости ее до полирования. Для получения шероховатости поверхности 7... 8-го классов необходимо, чтобы до полирования она имела шероховатость не ниже 4-го класса.
Электрохимическое полирование — высокопроизводительный и технологически простой процесс — заменяет трудоемкое и тяжелое ручное полирование, но недостаточно освоен. На протекание процесса и его результаты оказывают большое влияние химический состав сплава, его структура и другие факторы.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 409; Нарушение авторских прав?; Мы поможем в написании вашей работы!