КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
На валки
|
|
|
|
УДЕЛЬНОЕ И ОБЩЕЕ (ПОЛНОЕ) ДАВЛЕНИЕ МЕТАЛЛА
При установлении режимов прокатки, подсчёте работы прокатного стана, а также при проверке основных деталей стана на прочность требуется знать, какие силы действуют со стороны заготовки (полосы) на валки и другие детали стана. Для этого необходимо определить величину сопротивления металла деформации или удельное давление (сопротивление металла на поверхности его соприкосновения с валком) при прокатке и распределение его по дуге захвата. Помимо рассмотренных факторов, на удельное давление при прокатке влияют переднее и заднее натяжения, которые, изменяя схему напряженно-деформированного состояния, снижают его величину, и тем больше, чем больше натяжение.
Удельное давление распределяется по дуге захвата по определённому закону. Выяснение этого закона имеет большое значение для определения усилий, действующих на валки прокатного стана. Наиболее полно этот вопрос освещён в работах А.И. Целикова, который на основании решения плоской задачи теории пластичности получил эпюру распределения удельного давления по дуге захвата, изображенную на рис. 14. Из этого рисунка видно, что наибольшее удельное давление получается в нейтральном сечении; в точках А и В удельное давление будет наименьшим.
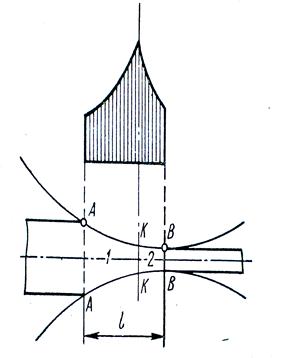
Рис. 14. Эпюра распределения удельного давления по дуге захвата:
1 – зона отставания; 2 – зона опережения
Среднее давление при прокатке (без натяжения) рср (кГ/мм2) наиболее точно можно определить по формуле А.И. Целикова:
 ,(32)
,(32)
где k – величина, учитывающая влияние на удельное давление механических свойств металла и условий деформации;
 .
.
Величина k для плоского деформированного состояния (во многих случаях прокатку рассматривают как двухмерную деформацию) может быть выражена зависимостью:
 , (33)
, (33)
где  ,
,  ,
,  – коэффициенты, учитывающие влияние на сопротивление деформации соответственно упрочнения металла, температуры и скорости деформации;
– коэффициенты, учитывающие влияние на сопротивление деформации соответственно упрочнения металла, температуры и скорости деформации;
 – предел текучести отожжённого металла, определяемого в статических условиях, т.е. в процессе испытаний на обычных разрывных машинах;
– предел текучести отожжённого металла, определяемого в статических условиях, т.е. в процессе испытаний на обычных разрывных машинах;
 – фактическое сопротивление металла простому сжатию или растяжению (с учетом наклёпа, температуры и скорости).
– фактическое сопротивление металла простому сжатию или растяжению (с учетом наклёпа, температуры и скорости).
Характер напряжённого состояния (контактных сил трения, внешних зон натяжений и др.) учитывается в формуле величиной  ; если натяжение отсутствует и влияние внешнего трения незначительно,
; если натяжение отсутствует и влияние внешнего трения незначительно,  . В формуле коэффициент
. В формуле коэффициент  учитывает влияние среднего нормального напряжения
учитывает влияние среднего нормального напряжения  , а
, а  – влияние напряжения
– влияние напряжения  и
и  на удельное давление рср. При прокатке с натяжением в связи с уменьшением влияния внешнего трения удельное давление снижается на 10–20 % (
на удельное давление рср. При прокатке с натяжением в связи с уменьшением влияния внешнего трения удельное давление снижается на 10–20 % ( ).
).
При холодной прокатке применяемые скорости деформации не оказывают существенного влияния на сопротивление деформации. В этом случае влиянием скорости пренебрегают, т.е. принимают и равными единице. Но здесь оказывает влияние наклёп металла, который необходимо учитывать. Тогда
 ,
,
где  и
и  – пределы текучести металла до и после прокатки.
– пределы текучести металла до и после прокатки.
При горячей прокатке можно пренебречь влиянием наклёпа (=1), но при этом следует принять  (
( – временное сопротивление разрыву металла при данной температуре). Однако при горячей прокатке необходимо учесть влияние скорости деформации на сопротивление деформации. Тогда
– временное сопротивление разрыву металла при данной температуре). Однако при горячей прокатке необходимо учесть влияние скорости деформации на сопротивление деформации. Тогда  .
.
Среднюю скорость деформации при прокатке  (1/с) можно определить по упрощённой формуле А.И. Целикова [3]:
(1/с) можно определить по упрощённой формуле А.И. Целикова [3]:
 , (34)
, (34)
где  – скорость выхода заготовки из валков; определяют через опережение S из зависимости
– скорость выхода заготовки из валков; определяют через опережение S из зависимости
 м/с.
м/с.
Влияние скорости деформации учитывают с помощью коэффициента  , который берётся по данным С.И. Губкина в зависимости от скорости деформирования – скорости перемещения рабочего органа машины из следующих соотношений:
, который берётся по данным С.И. Губкина в зависимости от скорости деформирования – скорости перемещения рабочего органа машины из следующих соотношений:
– при =10–25 см/с =1,2–1,6;
– при =25–75 см/с =1,5–2,0;
– при >100 см/с =2,5.
Полное давление металла на валки определяется по формуле:
 , (35)
, (35)
где  – среднее удельное давление в кг/мм2;
– среднее удельное давление в кг/мм2;
 – контактная площадь, представляющая собой проекцию поверхности соприкосновения металла с валком на плоскость, перпендикулярную к равнодействующей давления на валки, в мм2.
– контактная площадь, представляющая собой проекцию поверхности соприкосновения металла с валком на плоскость, перпендикулярную к равнодействующей давления на валки, в мм2.
При прокатке профилей прямоугольного сечения (блюмов, слябов, листов, ленты и др.), т.е. для случая контакта одного из валков с прокатываемым металлом по цилиндрической поверхности контактная площадь с достаточной для практики точностью может быть определена из выражения:
 . (36)
. (36)
Полное давление металла на валки для этого случая таково:
 . (37)
. (37)
Если прокатку ведут в трехвалковых листовых станах с различным диаметром валков, то контактная площадь подсчитывается по уравнению:
 , (38)
, (38)
где  и
и  – радиусы валков.
– радиусы валков.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1655; Нарушение авторских прав?; Мы поможем в написании вашей работы!