КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
И зенкеры № 1 и 2
|
|
|
|
Допуск на диаметр зенкеров устанавливается в зависимости от назначения зенкера и допуска на обработанное отверстие. По назначению, величине и расположению допуска на диаметр отверстия различают: зенкер № 1 – для обработки отверстий под развертывание и зенкер № 2 – для окончательной обработки отверстий. Относительное расположение полей допусков на отверстие и зенкеры показаны на рис. 5.7.
У зенкера № 1 поле допуска на диаметр (δ1) лежит ниже поля допуска на обработанное отверстие (δА) и линии номинала с учетом припуска на развертывание, т.е. верхнее и нижнее отклонения диаметра зенкера берутся со знаком «–».
У зенкера № 2 поле допуска на диаметр зенкера перекрывается полем допуска на отверстие, т.е. оба отклонения имеют знаки «+». При этом поле допуска на изготовление зенкера равно примерно 0,25δА, а верхнее отклонение берется с учетом возможной разбивки отверстия, равной (0,3...0,4) δА.
Сборные зенкеры с целью экономии инструментальных материалов оснащают ножами, закрепляемыми в корпусе из конструкционной стали, который обычно крепится на оправке отверстием с конусностью 1:30 и торцовой шпонкой (рис. 5.8, а, б).
Режущие ножи зенкеров изготавливают из быстрорежущей стали Р6М5 или с напайными пластинами из твердых сплавов марок ВК8, Т15К6 и др.
Корпус зенкера снабжен клиновидными пазами с углом 5...7°, в которые устанавливаются ножи с рифлениями на их опорных поверхностях (рис. 5.8, а). После износа зенкера возможно регулирование его диаметра за счет перестановки пластин по рифлениям. Недостатком такой конструкции является невозможность регулирования вылета пластин вдоль оси зенкера. Чтобы исправить этот недостаток, зенкеры с опорной стороны дополнительно снабжают клиньями (рис. 5.8, б). При этом ножи и клинья вставляются в плоские пазы, благодаря чему оказывается возможным двойное регулирование: по диаметру и вдоль оси. Однако конструкция такого зенкера несколько усложняется.
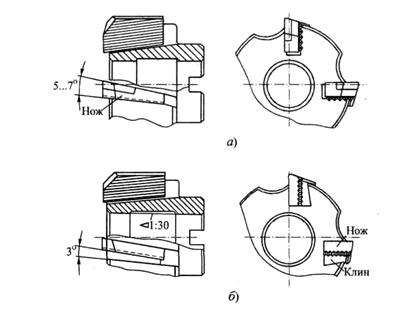
Рис. 5.8. Типы крепления ножей сборных зенкеров:
а - клиновидные рифленые ножи; б - плоские ножи с клиньями
При обработке отверстий твердосплавными зенкерами условия резания более благоприятны, чем при сверлении, благодаря большей жесткости инструмента, меньшей нагрузке на режущий клин, лучшим условиям отвода стружки и направления инструмента в отверстии.
Для обработки отверстий малых диаметров (d = 8...20 мм) используют цельные твердосплавные зенкеры, изготавливаемые из пластифицированных заготовок с последующим их спеканием либо полученных путем вышлифовывания профиля алмазными кругами на станках с ЧПУ.
На рис. 5.9, а показан зенкер малого диаметра с рабочей частью из твердого сплава, соединенный с хвостовиком пайкой встык. Здесь заборный конус зенкера является частью конического центра с углом 2φ = 75°. Число зубьев z = 3, форма профиля канавок и зубьев прямолинейная.
Следует отметить, что стоимость цельных твердосплавных зенкеров довольно высокая. Намного дешевле применение твердого сплава в виде напайных пластин стандартной формы, которые напаивают либо на ножи сборных инструментов (см. рис. 5.8, а), либо непосредственно на корпусы насадных или хвостовых зенкеров (рис. 5.9, б, в).
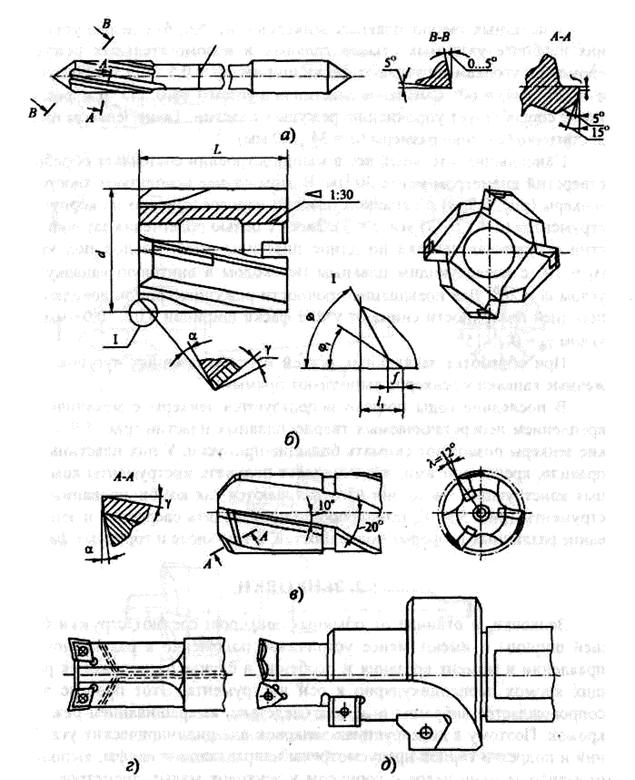
Рис. 5.9. Твердосплавные зенкеры:
а - цельный; б - насадной, с напайными твердосплавными пластинами;
в - хвостовой, с напайными твердосплавными пластинами;
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 4788; Нарушение авторских прав?; Мы поможем в написании вашей работы!