КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Резьбовые резцы и гребенки
|
|
|
|
ИНСТРУМЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ
Образование резьбы производится методом резания и методом пластической деформации. По первому методу работают резьбовые резцы, гребенки, резьбовые фрезы, метчики, плашки, резьбонарезные головки, резьбовые шлифовальные круги. По второму методу работают резьбонакатные ролики и плашки для образования наружных резьб и бесстружечные метчики для изготовления внутренних резьб.
Резьбовые резцы нарезают резьбу за несколько рабочих ходов (проходов). Производительность резьбонарезания низкая. Вследствие этого их в основном применяют в единичном и мелкосерийном производстве для изготовления как наружных, так и внутренних резьб значительной длины или же большого диаметра. При нарезании резьбы резец относительно детали совершает винтовое движение с заданным параметром резьбы. Обычно деталь вращается вокруг своей оси, а резец равномерно перемещается вдоль оси детали и за каждый рабочий ход имеет радиальное врезание. Окончательно резьба формируется на последнем рабочем ходу, когда режущие кромки лежат на заданной винтовой поверхности. Резьбовые резцы бывают стержневые, призматические и круглые. Призматические и круглые резцы рассчитывают и устанавливают относительно детали так же, как и фасонные резцы.
Для уменьшения числа рабочих ходов и повышения производительности труда применяют резьбовые гребенки. Их используют для изготовления крепежной и другой резьбы с мелким шагом. Рабочая часть гребенки имеет 6 – 8 шагов резьбы. Из них 1,5 – 2 шага расположены на режущей части и 4,5 – 6 шагов – на калибрующей части. Число рабочих ходов при нарезании резьбы гребенками уменьшается в 2 – 3 раза по сравнению с резьбовыми резцами. При каждом рабочем ходе гребенка радиально врезается в заготовку и за каждый ее оборот перемещается на один шаг вдоль оси заготовки. Резьбовые гребенки подразделяют на призматические и круглые ( для наружной и внутренней резьбы). Получили более широкое применение круглые гребенки, как более простые в изготовлении и допускающие большое число переточек. Круглые гребенки обычно делают насадными. Их конструктивные размеры определяются также, как и фасонных резцов. Круглые гребенки бывают с кольцевыми витками и винтовыми (рис.).
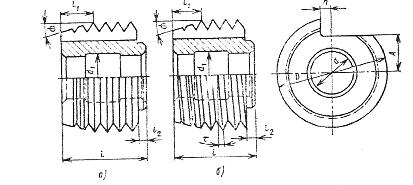
Рис. Круглые резьбовые гребенки: а – с кольцевыми витками; б – винтовая.
При установке центр гребенки превышает центр детали на величину h для образования заднего угла α. Для уменьшения искажения профиля передний угол у круглых гребенок обычно равен нулю. Проще и точнее в изготовлении являются круглые винтовые гребенки. Их профиль окончательно формируется на резьбошлифовальном станке. Ось винтовой гребенки устанавливается параллельно оси детали, передняя плоскость гребенки лежит в осевой плоскости детали. Действительные передние углы поэтому для левой и правой режущих кромок получаются также разными. Направление резьбы винтовой гребенки обратно направлению резьбы детали при нарезании наружных резьб и совпадает при нарезании внутренних резьб. Для образования одинаковых задних углов у гребенки на разных сторонах профиля необходимо, чтобы угол подъема витков гребенки был равен углу подъема витков резьбы детали.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 976; Нарушение авторских прав?; Мы поможем в написании вашей работы!