КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электродуговая металлизация
|
|
|
|
Сущность процесса заключается в том, что напыляемый металл расплавляется электрической дугой, распыляется на частицы 10—100 мкм и переносится на восстанавливаемую поверхность струей газа.

Рис. 4.49. Схема электродуговой металлизации: 1 — напыляемая поверхность; 2 — направляющие наконечники; 3 — воздушное сопло; 4 — подающие ролики; 5 — проволока; 6 — газ.
Электрическая дуга возбуждается между двумя электродными проволоками 5, которые изолированы одна от другой и равномерно подаются роликовыми механизмами 4 со скоростью 0,6—1,5 м/мин через направляющие наконечники 2. Если проволоки изготовлены из разных материалов, то материал покрытия представляет собой их сплав. Расстояние от сопла до детали составляет 80—100 мм.
Одновременно по воздушному соплу 3 в зону дуги поступает сжатый воздух или инертный газ под давлением 0,4—0,6 МПа, который распыляет расплавленный металл и переносит его на поверхность детали 1. Большая скорость движения частиц металла (120—300 м/с) и незначительное время полета, исчисляемое тысячными долями секунды, обуславливают в момент удара о деталь их пластическую деформацию, заполнение частицами пор поверхности детали, сцепление частиц между собой и с деталью, в результате чего на ней образуется сплошное покрытие. Последовательным наслаиванием частиц металла можно получить покрытие толщиной более 10 мм (обычно 1,0—1,5 мм для тугоплавких и 2,5—3,0 мм для легкоплавких материалов).
Питание дуги может осуществляться переменным или постоянным током. При использовании постоянного тока дуга горит непрерывно и устойчиво, поэтому по сравнению с переменным током процесс плавления более стабильный, обеспечивается высокая дисперсность частиц наносимого металла и плотность создаваемых ими покрытий.
Для электродугового напыления применяют электрические металлизаторы: станочные ЭМ-6, МЭС-1, ЭМ-12, ЭМ-15 (при значительном объеме восстановительных работ), которые монтируются обычно на токарных станках или специальном оборудовании, или ручные (переносные) ЭМ-3, РЭМ-ЗА, ЭМ-9, ЭМ-10 (при небольшом объеме работ).
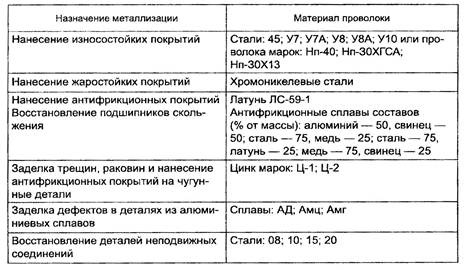
Присадочным материалом при металлизации в зависимости от назначения покрытия обычно служит электродная проволока (стальная, медная, латунная, бронзовая, алюминиевая и др.) (табл. 4.8) диаметром 1—2 мм. Для получения антифрикционных покрытий применяют биметаллическую свинцово-алюминиевую проволоку с массовым соотношением этих металлов 1:1.
Проволока должна быть гладкой, чистой и мягкой. Жесткую стальную проволоку отжигают при температуре 800—850 °С с последующим медленным охлаждением вместе с печью. Для уменьшения жесткости проволоки из меди и ее сплавов необходим нагрев до 550—600 °С с последующим охлаждением в воде.
Основные преимущества электродуговой металлизации — высокая по сравнению с другими методами производительность (до 50 кг напыляемого материала в час) и несложное технологическое оборудование.
К ее недостаткам относятся значительное (до 20 %) выгорание легирующих элементов и повышенное окисление металла. Для устранения этих недостатков в обоснованных случаях для распыления расплавленного металла вместо сжатого воздуха применяют природный газ или продукты сгорания углеводородного топлива, исключающие взаимодействие частиц металла с воздухом (активированный способ металлизации). При этом благодаря науглероживанию и закалке частиц металла повышается твердость напыленного слоя.
Таблица 4.8
Материал электродной проволоки для различных покрытий
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 987; Нарушение авторских прав?; Мы поможем в написании вашей работы!